0
Panier
Order List
Prix total
$0.00
Achat direct disponible
Mesurer le son, en mieux

Parcourir les auteurs









Blogs
Le microphone qui va là où les autres ne peuvent pas aller. 1/2" champ libre prépolarisé | IP67 | –50 °C à +125 °C | Conçu pour le monde réel Le problème des microphones NVH traditionnels Tous les ingénieurs NVH connaissent cette frustration : vous avez besoin de données acoustiques précises, mais l’environnement d’essai est tout sauf parfait comme en laboratoire. Pluie. Poussière. Chaleur du compartiment moteur à 120 °C. Hiver scandinave à –40 °C. Vibration. Choc. Projection d’eau de la route. Les microphones de mesure traditionnels n’ont pas été conçus pour cela. Ce sont des instruments de précision conçus pour des environnements contrôlés : fragiles, sensibles à la température et à un faux pas d’un recalibrage coûteux. Les ingénieurs doivent donc faire des compromis : ils protègent le microphone au lieu d’optimiser la mesure, ou ils acceptent des données dégradées provenant de capteurs poussés au‑delà de leurs limites. Le CRY3213 change complètement cette équation. Un changeur de donne pour les essais NVH Le CRY3213 est le premier microphone de mesure NVH qui offre une précision de niveau laboratoire dans les conditions réelles les plus sévères — sans compromis, sans surveillance constante, sans excuses. Ce que vous obtenez Ce que cela signifie Plage de fonctionnement –50 °C à +125 °C Tests dans le froid arctique ou à côté d’un collecteur de turbo : même précision, même fiabilité Protection contre la poussière et l’eau IP67 Protection contre l’immersion complète. Pluie, projections d’eau de la route, nettoyage haute pression — il continue à mesurer Conception renforcée et résistante aux vibrations Résiste aux chocs et aux vibrations des essais de véhicules en conditions réelles sans dégradation du signal Sensibilité de 50 mV/Pa Fort niveau de sortie pour un excellent rapport signal‑bruit, même lors de mesures dans un habitacle silencieux 3,15 Hz – 20 kHz (±2 dB) Bande audible complète plus infrasons — capture tout, de la résonance de cavité de pneus au souffle de la climatisation Ce n’est pas une amélioration incrémentale. C’est une nouvelle catégorie : le microphone NVH de précision renforcé. Pourquoi le CRY3213 est différent 1. Performances en température extrême La plupart des microphones de mesure spécifient une plage de fonctionnement prudente : 0 °C à 50 °C, voire –10 °C à 60 °C avec des performances réduites. C’est très bien pour un laboratoire. C’est inutilisable pour : Essais en climat froid à Arjeplog, en Suède (–35 °C) ou dans le nord de la Chine (–40 °C) Mesures sous le capot où les températures dépassent régulièrement 100 °C près des collecteurs d’échappement et des turbocompresseurs Essais de cycles thermiques qui passent du gel au four en quelques minutes Le CRY3213 fonctionne de –50 °C à +125 °C avec la précision spécifiée. Aucune dérive à la mise en température. Aucun arrêt thermique. Aucun recalibrage nécessaire entre les extrêmes de température. Quand vos concurrents sont en train de remplacer des microphones gelés sur le parking, votre CRY3213 collecte toujours des données. 2. IP67 : véritablement résistant aux intempéries IP67 signifie : - 6 = Protection totale contre la pénétration de poussière (étanche à la poussière) - 7 = Protégé contre l’immersion temporaire dans l’eau (jusqu’à 1 mètre, 30 minutes) Pour les essais NVH, cela se traduit par : - Essais de bruit de passage sous la pluie — pas d’annulation d’essais, pas de course pour trouver des protections - Essais de projections d’eau et de flaques — possibilité de monter les microphones à hauteur de roue sans inquiétude - Environnements tropicaux humides — aucune dérive de signal liée à la condensation - Surveillance extérieure à long terme — installez et oubliez La plupart des concurrents n’ont tout simplement pas de classe IP, ou au mieux IP55 (protection limitée contre la poussière et les projections). L’IP67 du CRY3213 est la classe de protection la plus élevée disponible pour un microphone NVH de précision. 3. Renforcé et résistant aux vibrations Les microphones à condensateur traditionnels sont par nature délicats : diaphragmes fins, entrefer de précision, tolérances serrées. Le CRY3213 est conçu différemment : Construction résistante aux chocs — supporte les chutes, les coups et les contraintes quotidiennes des essais sur le terrain Voyant LED de mise sous tension — confirmation visuelle instantanée que le microphone est actif et alimenté Conception isolée des vibrations — rejette les vibrations mécaniques qui contamineraient les mesures acoustiques sur bancs moteurs et structures de véhicules Câble et connecteur robustes — conçus pour des cycles répétés de connexion/déconnexion en conditions de terrain Cela signifie que vous pouvez le monter sur le véhicule, et pas seulement à proximité. Supports moteur, longerons de châssis, passages de roue : des endroits où les microphones traditionnels échoueraient rien qu’à cause des vibrations. 4. Performances acoustiques sans compromis Renforcé ne veut pas dire moins performant. Le CRY3213 offre : Sensibilité : 50 mV/Pa (–26 dB par rapport à 1 V/Pa) — équivalente aux microphones de laboratoire haut de gamme Réponse en fréquence : 3,15 Hz à 20 kHz (±2 dB) — la bande NVH complète Plage dynamique jusqu’à 136 dB — couvre tout, des habitacles silencieux aux mesures à fort SPL dans le compartiment moteur Extension vers les basses fréquences jusqu’à 3,15 Hz — essentielle pour la résonance de cavité de pneus (180–250 Hz), le bourdonnement de caisse (30–60 Hz) et les vibrations basses fréquences du groupe motopropulseur Conception prépolarisée — aucune tension de polarisation externe requise ; plug‑and‑play avec toute entrée IEPE/CCP Scénarios d’application NVH automobile — là où le CRY3213 excelle Application Environnement Pourquoi le CRY3213 Bruit du groupe motopropulseur Compartiment moteur, 80–120 °C, fortes vibrations Plage de température + résistance aux vibrations Essais de bruit de route Extérieur, tous temps, projections d’eau de la route IP67 + large plage de température Essais de bruit de vent Soufflerie ou extérieur, flux d’air élevé Conception renforcée + protection contre la poussière Bruit de passage (ISO 362) Extérieur, par tous les temps, toute l’année IP67 permet des essais par tous les temps Validation en climat froid Conditions arctiques, –30 °C à –50 °C Plage de fonctionnement basse jusqu’à –50 °C Analyse du sifflement moteur des VE À proximité de la chaîne de traction électrique, interférences électromagnétiques Haute sensibilité + isolation vibratoire Grincements et cliquetis Intérieur, panneaux de porte, tableau de bord Bande passante complète jusqu’à 3,15 Hz Essai EOL en fin de ligne de production Atelier de production, poussière, variations de température IP67 + conception renforcée pour une utilisation industrielle 24 h/24, 7 j/7 Au‑delà de l’automobile Les spécifications environnementales extrêmes du CRY3213 le rendent tout aussi précieux dans : Aérospatial : essais de montée en régime moteur, certification du bruit cabine, essais en vol Ferroviaire : mesures de bruit extérieur et intérieur conformes aux normes EN/ISO Industrie lourde : surveillance du bruit de turbines, essais de compresseurs, bruit environnemental extérieur Énergie : évaluation du bruit d’éoliennes dans des conditions météorologiques extrêmes CRY3213 face à la concurrence Comment le CRY3213 se compare‑t‑il aux microphones NVH les plus répandus du secteur ? Caractéristique CRY3213 B&K Type 4189 GRAS 46AE Plage de température –50 °C à +125 °C –10 °C à +50 °C –10 °C à +50 °C Indice de protection (IP) IP67 Non certifié Non certifié Résistance aux vibrations Oui (renforcé) Non Non Sensibilité 50 mV/Pa 50 mV/Pa 50 mV/Pa Plage de fréquences 3,15 Hz – 20 kHz 6,3 Hz – 20 kHz 3,15 Hz – 20 kHz Taille (1/2") ✅ ✅ ✅ Prépolarisé ✅ ✅ ✅ Garantie 10 ans 2 ans 2 ans Utilisation sur le terrain par tous les temps Oui Limitée Limitée En résumé : même précision. Même sensibilité. Bien plus performant dans les conditions réelles. Et couvert par une garantie de 10 ans qui montre que nous l’assumons pleinement. Spécifications techniques Paramètre Valeur Type 1/2" champ libre, prépolarisé Norme IEC IEC 61094 WS2F Sensibilité (±2 dB) 50 mV/Pa, –26 dB par rapport à 1 V/Pa Réponse en fréquence (±2 dB) 3,15 Hz – 20 kHz Plage dynamique (réf. 20 µPa) xx dB(A) – 136 dB Capacité @250 Hz 15 pF Tension de sortie maximale > 8,0 V Alimentation IEPE (2–20 mA) Connecteur BNC Température de fonctionnement –50 °C à +125 °C Température de stockage –25 °C à +70 °C Humidité de fonctionnement 0–90 % HR, sans condensation Indice de protection (IP) IP67 (étanche à la poussière, étanche à l’eau) Dimensions (grille incluse) Ø14,5 mm × 92 mm Polarisation 0 V (prépolarisé) Remarque : poids à confirmer. Foire aux questions Q : Puis‑je utiliser le CRY3213 avec mon système d’acquisition de données NVH existant ? R : Oui. Le CRY3213 est un microphone IEPE/CCP prépolarisé (0 V), compatible avec toute entrée à courant constant standard — y compris les systèmes de Siemens (SCADAS), HBK (LAN‑XI), Dewesoft, National Instruments, HEAD acoustics et autres. Q : Comment se comporte‑t‑il lors de variations rapides de température pendant les essais de cycles thermiques ? R : Le CRY3213 est conçu pour un fonctionnement continu sur toute sa plage de –50 °C à +125 °C, y compris lors de transitions rapides. La compensation thermique garantit la stabilité de la sensibilité sans nécessiter de recalibrage entre les extrêmes de température. Q : Est‑il adapté à une installation extérieure permanente ? R : Oui. Avec sa protection IP67, le CRY3213 convient aux déploiements extérieurs de longue durée. Pour des installations prolongées, nous recommandons d’utiliser la bonnette anti‑vent extérieure optionnelle afin de minimiser le bruit induit par le vent. Q : Quel est l’avantage par rapport aux microphones d’antenne pour le NVH ? R : Les microphones d’antenne (à base de MEMS) offrent des avantages de coût pour les configurations à grand nombre de voies, mais ont généralement des plages dynamiques plus étroites et une protection environnementale moindre. Le CRY3213 offre une précision conforme à l’IEC 61094 pour des mesures de référence dans des conditions où les microphones d’antenne ne peuvent pas survivre. Q : Garantie de 10 ans — que couvre‑t‑elle ? R : La garantie de 10 ans de CRYSOUND couvre les défauts de fabrication et les dérives de sensibilité au‑delà des spécifications. C’est l’une des garanties les plus longues dans le domaine des microphones de mesure, ce qui reflète notre confiance dans la fiabilité à long terme du CRY3213. Prêt à faire évoluer vos essais NVH ? Ne choisissez plus entre précision et robustesse. Le CRY3213 offre les deux. Demander un devis → Télécharger la fiche technique (PDF) → Comparer tous les microphones CRYSOUND →
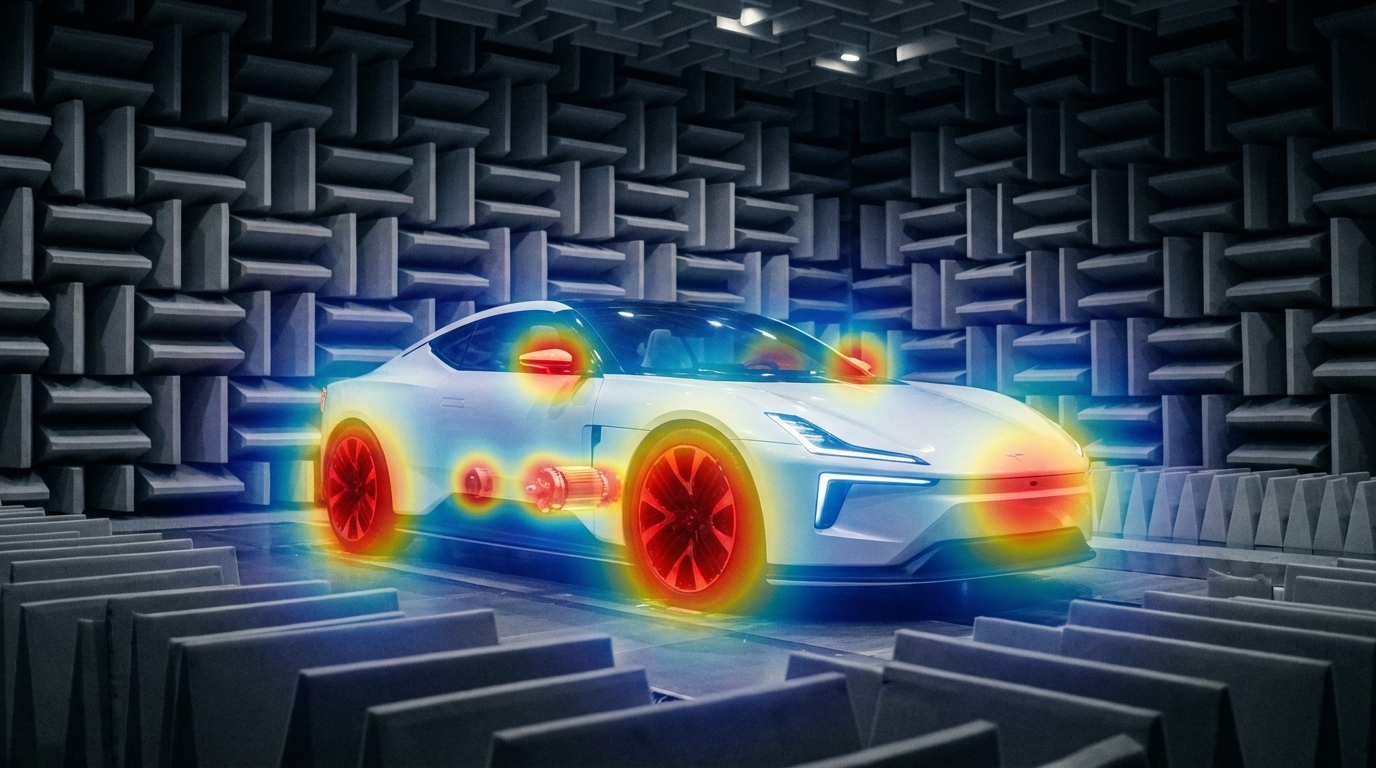
Le paradoxe du silence des VE : pourquoi les voitures électriques sont en réalité « plus bruyantes » Cela ressemble à un paradoxe : les véhicules électriques n’ont pas de moteur rugissant, et pourtant les ingénieurs ont plus de mal que jamais à obtenir un habitacle réellement silencieux. En réalité, lorsque l’effet de masquage à basse fréquence du moteur à combustion interne disparaît, chaque bruit auparavant caché devient totalement exposé : le sifflement haute fréquence du moteur électrique, le bourdonnement électromagnétique de l’onduleur, les vibrations d’engrènement, le bruit du vent, le bruit de la route, voire les grincements et cliquetis des garnitures intérieures : plus rien ne peut se cacher. Ce n’est pas seulement une question de confort. Cela redéfinit en profondeur l’approche de l’industrie automobile en matière d’essais NVH (bruit, vibrations et rudesse). Le marché mondial des essais NVH automobiles devrait passer de 3,51 milliards USD en 2026 à 5,75 milliards USD d’ici 2034, avec un TCAC de 6,4 %. Quel est le principal moteur de cette croissance ? La révolution de l’électrification. Quels nouveaux défis acoustiques les VE apportent‑ils ? Un changement fondamental de plage de fréquences Les travaux NVH traditionnels sur les véhicules à moteur thermique (ICE) se concentrent sur la plage de basses fréquences 20–2 000 Hz : combustions moteur, systèmes d’échappement, vibrations du vilebrequin. Les véhicules électriques sont fondamentalement différents : Source de bruit Plage de fréquences typique Caractéristiques Bruit électromagnétique du moteur électrique 500–5 000 Hz Bruit tonal aigu, variant linéairement avec la vitesse Bruit de commutation de l’onduleur 4 000–10 000+ Hz Ronflement haute fréquence, lié à la fréquence de MLI Bruit d’engrènement 800–3 000 Hz Particulièrement marqué dans les réducteurs à rapport unique Bruit du chargeur de batterie 8 000–20 000 Hz Plage quasi ultrasonore, à la limite de la perception humaine Bruit de vent / de roulement 200–4 000 Hz Fortement exposé sans masquage du moteur ICE vs VE : le changement fondamental des caractéristiques fréquentielles du bruit Point clé : les problèmes de bruit des VE se déplacent des basses fréquences vers les fréquences moyennes‑élevées (et même ultrasonores). La plage 100 Hz–5 kHz est celle où se situent la plupart des problèmes NVH critiques — précisément là où l’oreille humaine est la plus sensible. Les méthodes d’essai NVH traditionnelles et les plages de fréquences ciblées peuvent ne plus suffire. Nouvelles sources de bruit, nouveaux défis de localisation À l’ère de l’ICE, l’hypothèse selon laquelle « le moteur est la source de bruit dominante » simplifiait les choses. Dans les VE, les sources de bruit deviennent plus réparties et plus complexes : Groupe motopropulseur électrique : le moteur + l’onduleur + le réducteur forment un système de bruit fortement couplé Gestion thermique : les pompes et ventilateurs de refroidissement de la batterie deviennent des sources de bruit dominantes à basse vitesse Freinage régénératif : les changements de modes de fonctionnement de l’onduleur pendant la récupération d’énergie produisent des bruits transitoires Chemins de transmission structurelle : les structures de caisse allégées (alliage d’aluminium, fibre de carbone) présentent des caractéristiques d’isolation acoustique fondamentalement différentes de celles de l’acier traditionnel Cela signifie que les ingénieurs sont confrontés à un défi central : comment localiser rapidement et avec précision la cause racine parmi plusieurs sources de bruit réparties et évoluant dynamiquement ? Conception de la qualité sonore : de la « réduction du bruit » à la « création du son » L’ingénierie NVH à l’ère du VE ne consiste plus seulement à « minimiser le bruit ». Les consommateurs attendent une expérience sonore soigneusement conçue : L’accélération doit paraître « high‑tech » sans être agressive L’habitacle doit être silencieux, mais pas au point de mettre le conducteur mal à l’aise Les différents modes de conduite (Sport / Confort / Eco) doivent offrir un retour acoustique différencié Cette demande de « Sound Design » étend les essais NVH au‑delà de la simple validation d’ingénierie, vers l’évaluation subjective de la qualité sonore et l’identité acoustique de la marque. Pourquoi les caméras acoustiques deviennent essentielles pour le NVH des VE Face à ces nouveaux défis, les outils d’essais NVH traditionnels — microphones ponctuels, accéléromètres — restent importants mais ne suffisent plus dans tous les scénarios. Les caméras acoustiques comblent cette lacune. Avantages clés des caméras acoustiques 1. Visualisation en temps réel des sources de bruit Les méthodes traditionnelles exigent de disposer des réseaux de microphones de façon dense sur l’objet testé — une approche chronophage et gourmande en main‑d’œuvre. Les caméras acoustiques utilisent la technologie de formation de faisceau pour générer, en une seule acquisition, une carte thermique des sources de bruit montrant instantanément « où se trouve le bruit et à quel niveau ». Scénario typique : un prototype de VE fonctionnant sur un banc d’essai, la caméra acoustique pointée vers le groupe motopropulseur électrique, révélant instantanément qu’une résonance à 800 Hz provient principalement du côté droit du moteur — l’ensemble du processus de localisation prend moins de 5 minutes. Ingénieur réalisant un test de localisation de sources de bruit Détection et optimisation NVH automobiles 2. Large couverture fréquentielle Le bruit des VE s’étend de quelques centaines de hertz (engrenages) à plusieurs dizaines de kilohertz (bruit de commutation de l’onduleur) — une plage de fréquences énorme. Point critique pour le NVH : la plupart des problèmes de bruit des VE se situent dans la plage 100 Hz–5 kHz — engrenages, bruit électromagnétique du moteur, fuites aérodynamiques, systèmes CVC. Les caméras d’imagerie acoustique traditionnelles (limitées aux fréquences supérieures à 5 kHz) ne peuvent pas capturer ces sources de bruit. Prenons la SonoCam Pi de CRYSOUND (série CRY8500) comme exemple idéal : son réseau de 208 microphones MEMS offre : Plage de fréquences en formation de faisceau : 400 Hz – 20 kHz (couvre tout le spectre NVH audible) Plage d’holographie acoustique en champ proche : 40 Hz – 20 kHz (capture le bruit de roulement basse fréquence et les vibrations structurelles) Taille du réseau : >30 cm (optimisée pour la résolution spatiale en basses fréquences) Cela rend la SonoCam Pi particulièrement adaptée aux essais NVH de VE sur tout le spectre — du bruit de roulement basse fréquence au sifflement haute fréquence du moteur, le tout dans un seul appareil portatif. 3. Mesure sans contact Les groupes motopropulseurs électriques des VE sont fortement intégrés et très compacts. L’approche de mesure sans contact des caméras acoustiques implique : Aucun démontage des composants n’est nécessaire Aucune perturbation de l’état de fonctionnement du système testé Contrôle qualité rapide directement sur la ligne de production 4. Portabilité Les caméras acoustiques portatives modernes comme la SonoCam Pi peuvent être emportées directement sur les pistes d’essai, les lignes de production ou chez les clients, sans configuration complexe. Scénarios d’application typiques pour le NVH des VE Scénario Application NVH du groupe motopropulseur électrique Localisation des contributions de bruit liées aux ordres harmoniques provenant des moteurs, onduleurs et réducteurs Essais de bruit de passage Analyse de la répartition des sources de bruit lorsque les véhicules passent devant le système de mesure Suivi des grincements et cliquetis intérieurs Localisation des bruits provenant des tableaux de bord, portes, sièges et garnitures Contrôle qualité en fin de ligne Détection en ligne rapide des bruits anormaux, en remplacement du jugement subjectif humain Soufflerie / chambre semi‑anéchoïque Localisation de sources de bruit et analyse de puissance acoustique à haute précision Étude de cas réelle : Essais routiers dynamiques d’un constructeur OEM Client : un grand constructeur OEM chinoisLieu : centre d’essais d’un OEM, piste d’essais interneObjectif : identifier les sources de bruit dans l’habitacle dans des conditions de conduite dynamique Caméras acoustiques SonoCam Pi de la série CRY8500 Configuration du test Appareil : caméra acoustique SonoCam Pi Positions de mesure : siège arrière et siège passager avant Zones ciblées : montants B gauche et droit (zone arrière de l’habitacle) Mode de test : application de formation de faisceau Plage de fréquences : 3 550 Hz – 7 550 Hz Plage dynamique : 5 dB Résultats clés SonoCam Pi a localisé avec succès les sources de bruit en temps réel pendant le mouvement du véhicule, fournissant des données exploitables à l’équipe NVH de l’OEM. Le test a démontré : Localisation en temps réel en conditions dynamiques : contrairement aux configurations de laboratoire fixes, SonoCam Pi a capturé la répartition du bruit pendant que le véhicule roulait sur la piste d’essais Analyse précise par bande de fréquences : en se concentrant sur la plage 3 550–7 550 Hz (critique pour la perception du bruit dans l’habitacle), les ingénieurs ont identifié des contributeurs spécifiques plutôt que de mesurer seulement le niveau global de pression acoustique (SPL) Flux de test rapide : balayage complet de la zone des montants B en quelques minutes, et non en plusieurs heures Résultats de localisation des sources de bruit Point clé : les réseaux de microphones traditionnels nécessiteraient que le véhicule soit à l’arrêt dans une chambre semi‑anéchoïque. SonoCam Pi a permis un diagnostic sur piste, réduisant considérablement le temps d’essai et permettant une itération rapide pendant le développement du véhicule. Tendances futures — quel avenir pour les essais NVH des VE ? Classification du bruit par IA L’apprentissage automatique est intégré aux flux de travail NVH : identification automatique des types de bruit, détection d’anomalies éventuelles et prédiction des problèmes de qualité potentiels. Les données de haute dimension capturées par les caméras acoustiques se prêtent naturellement à l’analyse par IA. Jumeaux numériques et intégration simulation‑essais La simulation (CAE) prédit les performances acoustiques → la caméra acoustique valide par des mesures physiques → les données alimentent l’optimisation du modèle de simulation. Cette approche en boucle fermée devient le flux de travail standard des grands OEM. Nouveaux défis à l’ère des batteries à semi‑conducteurs solides Les batteries à semi‑conducteurs solides présentent des propriétés mécaniques différentes de celles des batteries lithium‑ion liquides. Leurs caractéristiques de transmission vibratoire et leurs stratégies de gestion thermique introduiront de nouveaux défis NVH. Réglementations plus strictes Les essais de bruit de passage constituent le sous‑segment NVH à la croissance la plus rapide (TCAC 7,11 %), la CEE‑ONU poussant à des exigences de test normalisées plus strictes, y compris des protocoles d’essais de bruit de passage en intérieur. Conclusion : la valeur des essais acoustiques, redéfinie pour l’ère du VE L’électrification n’a pas rendu les voitures plus silencieuses — elle a rendu les défis acoustiques plus complexes, plus nuancés et plus précieux à résoudre. Pour les constructeurs automobiles (OEM), les équipementiers de rang 1 et les prestataires d’essais et de services, investir dans le bon équipement d’essais NVH n’est plus un « plus » — c’est une infrastructure de base pour rester compétitif. Les caméras acoustiques — en particulier celles capables de capturer la plage de fréquences NVH critique 100 Hz–5 kHz — évoluent du statut d’« outils auxiliaires utiles » à celui d’« équipements standard indispensables ». La SonoCam Pi de CRYSOUND se distingue comme la seule caméra acoustique portative qui combine : Capacité en basses fréquences (400 Hz en formation de faisceau, 40 Hz en holographie) Haute résolution spatiale (208 microphones, réseau de >30 cm) Mesures en champ proche + champ lointain dans un seul système Portabilité (portative, <3 kg, prête pour la production) En savoir plus : CRYSOUND SonoCam Pi (série CRY8500) → Contactez‑nous pour des solutions d’essais NVH →

Un microphone de mesure n’est pas un microphone ordinaire : c’est un capteur acoustique de précision conçu pour des mesures de pression acoustique traçables et répétables. Ce guide explique leur principe de fonctionnement, les différents types disponibles, les principales spécifications à comparer et la façon de choisir celui qui convient à votre application. Qu’est-ce qu’un microphone de mesure ? Un microphone de mesure est un transducteur acoustique de haute précision conçu pour convertir la pression acoustique en un signal électrique avec une exactitude connue. Contrairement aux microphones de studio ou grand public conçus pour que l’audio « sonne bien », un microphone de mesure est conçu pour être fidèle : sa sortie doit représenter avec exactitude la pression acoustique réelle au point de mesure. Les caractéristiques déterminantes d’un microphone de mesure incluent : Sensibilité connue et stable (exprimée en mV/Pa) pouvant être rattachée à des normes nationales ou internationales Réponse en fréquence plate et bien caractérisée dans des conditions de champ acoustique définies Large plage dynamique avec une faible distorsion, du bruit de fond au SPL maximum Étalonnage traçable à l’aide de pistonphones ou de calibreurs acoustiques Stabilité environnementale : dérive minimale due aux variations de température, d’humidité et de pression atmosphérique En pratique, un microphone de mesure est le capteur d’entrée d’une chaîne de mesure de niveau métrologique. Chaque spécification — du système d’acquisition de données au logiciel d’analyse — dépend du fait que le microphone fournisse une représentation exacte de l’environnement acoustique. Pour une comparaison plus détaillée entre microphones de mesure et microphones classiques, consultez notre article : Différences entre microphones de mesure et microphones classiques. Fonctionnement des microphones de mesure Principe du microphone à condensateur Comment un microphone de mesure à condensateur convertit la pression acoustique en un signal électrique Presque tous les microphones de mesure sont des microphones à condensateur (capacitif). Le mécanisme de transduction de base est simple mais élégant : Une fine membrane métallique est tendue devant une plaque arrière rigide, séparée par un petit entrefer d’air La membrane et la plaque arrière forment un condensateur Lorsque la pression acoustique déforme la membrane, l’entrefer varie, ce qui modifie la capacité Avec une charge constante sur le condensateur, la variation de capacité produit une variation de tension proportionnelle Cette variation de tension constitue le signal de sortie du microphone. Un préamplificateur, généralement placé immédiatement derrière la capsule, convertit le signal à très forte impédance issu du condensateur en un signal à faible impédance pouvant être transmis par des câbles vers le système d’acquisition de données. Polarisation : externe vs prépolarisée Types de microphones à polarisation externe (gauche) et électret prépolarisé (droite) Le principe du microphone à condensateur nécessite une tension de polarisation pour maintenir une charge sur le condensateur. Il existe deux approches : Microphones à polarisation externe : ils reçoivent leur tension de polarisation (en général 200 V) d’une alimentation externe via le préamplificateur. Ces microphones sont considérés comme la référence pour les mesures de laboratoire les plus précises, car : - La tension de polarisation est stable et bien définie - Absence d’effets de vieillissement de la source de polarisation - Meilleure stabilité à long terme Microphones prépolisarisés (électret) : ils utilisent une couche de PTFE (Téflon) chargée de façon permanente sur la plaque arrière pour maintenir la polarisation. Leurs avantages incluent : - Aucune alimentation de polarisation externe nécessaire — la chaîne de signal est simplifiée - Meilleure résistance à l’humidité (aucun risque de fuite de charge en forte humidité) - Mieux adaptés aux mesures sur site et aux environnements sévères - Les microphones prépolarisés modernes atteignent une exactitude comparable aux modèles à polarisation externe Caractéristique Polarisation externe Prépolarisé Source de polarisation Alimentation externe 200 V Couche électret intégrée Idéal pour Mesures de laboratoire / de référence Utilisation sur site et en milieu industriel Tolérance à l’humidité Sensible au‑delà d’environ 90 % HR Excellente, même en forte humidité Stabilité à long terme Excellente Très bonne (conceptions modernes) Chaîne de mesure Nécessite une alimentation compatible Compatible avec les préamplificateurs IEPE/ICP standard Le préamplificateur Le préamplificateur est un composant essentiel mais souvent négligé. Il remplit deux fonctions : Conversion d’impédance : transforme l’impédance de sortie extrêmement élevée du microphone (~GΩ) en une faible impédance adaptée à la transmission par câble Conditionnement du signal : fournit l’alimentation pour le fonctionnement IEPE/ICP ou la tension de polarisation pour les capsules à polarisation externe Un ensemble microphone–préamplificateur apparié garantit des performances optimales. C’est pourquoi les microphones de mesure sont souvent vendus sous forme de kits complets avec un préamplificateur apparié : le système combiné est étalonné et caractérisé comme une seule unité. Types de microphones de mesure Les microphones de mesure sont classés selon deux axes principaux : le type de champ acoustique et la taille physique. Selon le type de champ acoustique Le choix du type de microphone dépend de l’environnement acoustique dans lequel les mesures seront effectuées. Microphones en champ libre Un microphone en champ libre est conçu pour mesurer un son arrivant d’une seule direction dans un environnement sans réflexions (comme une chambre anéchoïque ou l’extérieur). La réponse en fréquence du microphone est compensée pour les effets de diffraction acoustique dus à sa propre présence physique dans le champ sonore. Quand l’utiliser : mesures en extérieur, essais en chambre anéchoïque, identification de sources, surveillance du bruit environnemental, tout scénario où le son provient majoritairement d’une direction. Orientation : orienter le microphone directement vers la source sonore (incidence 0°). Microphones en champ de pression Un microphone en champ de pression mesure la pression acoustique réelle à une surface ou dans une cavité fermée. Il présente la réponse la plus plate possible lorsque le champ acoustique est uniforme sur toute la surface de la membrane — ce qui se produit dans de petites cavités, des coupleurs ou sur des surfaces où le microphone est monté affleurant. Quand l’utiliser : mesures en coupleur (tests de casques et d’écouteurs), tests d’aides auditives, mesures dans de petites cavités, mesures sur surfaces affleurantes, mesures d’impédance acoustique. Orientation : la membrane du microphone est placée au niveau ou à l’intérieur de la surface de mesure. Microphones en incidence aléatoire Un microphone en incidence aléatoire (champ diffus) est optimisé pour les environnements où le son arrive simultanément de toutes les directions, comme les salles réverbérantes. Sa réponse en fréquence est une moyenne pondérée des réponses pour tous les angles d’incidence. Quand l’utiliser : mesures en chambre de réverbération, bruit environnemental dans des espaces réfléchissants, toute situation où le son arrive de multiples directions. Type de microphone Champ acoustique Application typique Orientation Champ libre Son provenant d’une direction Bruit extérieur, essais en chambre anéchoïque, identification de sources Orienter vers la source Champ de pression Pression uniforme (cavité) Essais en coupleur, casques, aides auditives Affleurant à la surface Incidence aléatoire Son provenant de toutes les directions Salles réverbérantes, environnements diffus Toute orientation Trois types de microphones pour différents environnements acoustiques : champ libre, champ de pression et incidence aléatoire Selon la taille physique Les capsules de microphones de mesure existent en trois tailles normalisées, chacune avec des compromis spécifiques : Microphones 1 pouce La plus grande taille normalisée. Leur forte sensibilité et leur faible bruit de fond les rendent idéaux pour mesurer des environnements très silencieux. Sensibilité : ~50 mV/Pa (la plus élevée) Plage de fréquences : jusqu’à ~8–16 kHz Idéal pour : mesures de basses fréquences et de faibles niveaux, surveillance du bruit environnemental, acoustique du bâtiment Limitation : la grande taille limite la plage de fréquences supérieure en raison des effets de diffraction Microphones 1/2 pouce La taille la plus utilisée. Elle offre un bon compromis entre sensibilité, plage de fréquences et encombrement physique. Sensibilité : ~12,5–50 mV/Pa Plage de fréquences : jusqu’à 20–40 kHz Idéal pour : mesures acoustiques générales, essais NVH, R&D produit, sonomètres Pourquoi elle est populaire : suffisamment polyvalente pour la plupart des applications ; compatible avec les corps de sonomètres standard Microphones 1/4 pouce La plus petite taille normalisée. Faible sensibilité mais plage de fréquences la plus large. Sensibilité : ~1,6–16 mV/Pa Plage de fréquences : jusqu’à 40–100 kHz Idéal pour : mesures hautes fréquences, applications ultrasonores, petites cavités de coupleur, éléments de réseaux acoustiques Compromis : un bruit de fond plus élevé impose des sources sonores plus fortes pour des mesures précises Comparaison des tailles de capsules de microphones de mesure : 1 pouce (CRY3101), 1/2 pouce (CRY3203) et 1/4 pouce (CRY3401) Taille Sensibilité (typique) Plage de fréquences Plage dynamique Idéal pour 1 pouce 50 mV/Pa 4 Hz – 16 kHz 15–146 dBA Basses fréquences, environnements silencieux 1/2 pouce 12,5–50 mV/Pa 3 Hz – 40 kHz 16–164 dBA Usage général, NVH, SLM 1/4 pouce 1,6–16 mV/Pa 4 Hz – 100 kHz 32–174 dBA Hautes fréquences, ultrasons, réseaux Principales spécifications expliquées Lors de la comparaison de microphones de mesure, ce sont ces spécifications qui comptent le plus : Sensibilité La sensibilité définit la quantité de signal électrique produite par le microphone pour une pression acoustique donnée. Elle s’exprime en mV/Pa (millivolts par Pascal) ou en dB ref. 1 V/Pa. Sensibilité plus élevée = meilleur rapport signal/bruit à faible niveau sonore Sensibilité plus faible = SPL maximum plus élevé avant distorsion Il existe toujours un compromis entre sensibilité et SPL maximum. Réponse en fréquence La plage de fréquences sur laquelle le microphone fournit des mesures précises, généralement spécifiée dans une tolérance de ±2 dB ou ±1 dB. La plage utile dépend de : - La taille du microphone (plus petit = plage plus large) - Le type de champ acoustique (la compensation champ libre étend la plage utile) - La configuration de montage Plage dynamique Intervalle entre le niveau le plus faible mesurable (bruit propre) et le niveau le plus élevé avant un seuil de distorsion donné (généralement 3 % THD). Une plage dynamique plus large signifie que le microphone peut couvrir un éventail plus large de scénarios de mesure. Bruit propre (niveau de bruit équivalent) Bruit électrique intrinsèque du microphone, exprimé comme niveau de pression acoustique équivalent en dBA. Plus il est faible, mieux c’est — aspect crucial pour la mesure d’environnements silencieux. Microphones 1 pouce : ~15–18 dBA (les plus silencieux) Microphones 1/2 pouce : ~16–28 dBA Microphones 1/4 pouce : ~32–46 dBA Stabilité et coefficient de température Dérive de sensibilité à long terme et variation de sensibilité avec la température. Important pour : - Installations de surveillance permanentes (microphones extérieurs fixes) - Mesures en environnements extrêmes (cellules d’essais moteurs, chambres climatiques) - Garantir la comparabilité des résultats de mesure sur des mois ou des années Conformité aux normes IEC Les microphones de mesure sont classés selon la série IEC 61094 : - IEC 61094‑1 : étalonnage primaire par méthode de réciprocité - IEC 61094‑4 : spécifications pour microphones étalons de travail (usage en laboratoire) - IEC 61094‑5 : microphones étalons de travail pour utilisation in situ (sur site) Les sonomètres intégrant des microphones de mesure doivent être conformes à : - IEC 61672‑1 : Classe 1 (précision) ou Classe 2 (usage général) Comment choisir le bon microphone de mesure Comment sélectionner le bon microphone de mesure pour votre application Étape 1 : identifier votre champ acoustique Votre scénario de mesure Type recommandé Bruit environnemental extérieur Champ libre Essais en chambre anéchoïque Champ libre Coupleur casque/écouteurs Champ de pression Tests d’aides auditives Champ de pression Salle réverbérante Incidence aléatoire Montage en surface sur une machine Champ de pression Bruit général d’usine Champ libre ou incidence aléatoire Étape 2 : définir la plage de fréquences requise Application Plage de fréquences minimale Acoustique du bâtiment 20 Hz – 8 kHz Bruit environnemental 20 Hz – 12,5 kHz Essais acoustiques généraux 20 Hz – 20 kHz NVH (automobile) 20 Hz – 20 kHz Essais de produits électroacoustiques 20 Hz – 40 kHz Mesures ultrasonores 20 Hz – 100 kHz Étape 3 : adapter la plage dynamique à votre environnement Environnements silencieux (studios d’enregistrement, chambres anéchoïques) : choisir des microphones à haute sensibilité (50 mV/Pa, 1/2" ou 1") avec un faible bruit propre Environnements industriels (ateliers, cellules d’essais moteurs) : choisir des microphones de plus faible sensibilité (4–12,5 mV/Pa, 1/4" ou 1/2") avec un SPL maximum élevé Applications à large plage : choisir des microphones offrant la plage dynamique la plus large possible Étape 4 : prendre en compte les conditions environnementales Forte humidité ou usage extérieur : les microphones prépolarisés sont recommandés Températures extrêmes : vérifier la plage de température de fonctionnement et le coefficient de température du microphone Environnements poussiéreux ou humides : rechercher des solutions avec indice de protection IP (par ex. IP67 pour les essais NVH sur site) Zones dangereuses : vérifier la certification ATEX/IECEx si nécessaire Étape 5 : évaluer le système complet Un microphone de mesure ne fonctionne pas isolément. À prendre en compte : - Compatibilité du préamplificateur : des ensembles appariés garantissent les performances spécifiées - Système d’acquisition de données : impédance d’entrée, plage de tension et fréquence d’échantillonnage doivent être compatibles - Infrastructure d’étalonnage : disposez‑vous d’un pistonphone ou d’un calibreur acoustique ? - Écosystème logiciel : votre logiciel d’analyse peut‑il importer les données d’étalonnage et appliquer les corrections ? Applications Essais de produits électroacoustiques Les essais de haut‑parleurs, casques, écouteurs et aides auditives exigent des microphones capables de capturer avec précision la réponse en fréquence, la distorsion et la directivité du dispositif. Les microphones en champ de pression sont utilisés dans les coupleurs (simulateurs d’oreille IEC 60318), tandis que les microphones en champ libre sont utilisés dans les chambres anéchoïques. NVH automobile et aérospatiale Les ingénieurs NVH (Noise, Vibration and Harshness) utilisent des microphones de mesure pour caractériser le bruit d’habitacle, identifier les sources de bruit, évaluer les solutions d’insonorisation et réaliser des analyses de chemin de transfert. Les exigences incluent une large plage de fréquences, une grande plage dynamique et une bonne robustesse pour une utilisation sur le terrain. Surveillance du bruit environnemental et communautaire Les stations de surveillance du bruit extérieur à long terme nécessitent des microphones présentant une excellente stabilité sur des mois ou des années, une faible sensibilité à la température et une bonne résistance à l’humidité, à la pluie et au vent. Les bonnettes anti‑vent et les accessoires de protection météo sont indispensables. Contrôle qualité en ligne de production En fabrication, des microphones de mesure intégrés dans des systèmes d’essai automatisés vérifient que chaque haut‑parleur, casque ou microphone respecte les spécifications avant expédition. La vitesse, la répétabilité et la constance sont essentielles : le microphone doit fournir des résultats identiques pour des milliers d’unités par jour. Acoustique du bâtiment et de l’architecture La mesure du temps de réverbération, de l’isolation acoustique et du bruit CVC exige de bonnes performances aux basses fréquences et la capacité de fonctionner en champ sonore diffus. Les microphones en incidence aléatoire sont souvent préférés. Recherche acoustique et laboratoires de normalisation Les laboratoires d’étalonnage primaires et secondaires, les organismes de normalisation et les équipes de recherche universitaires ont besoin des microphones les plus précis — généralement des capsules de laboratoire à polarisation externe, étalonnées par méthodes de réciprocité. Localisation de sources sonores et formation de voies (beamforming) Les réseaux de microphones utilisés dans les caméras acoustiques et les systèmes de beamforming nécessitent un grand nombre de microphones de mesure dont la sensibilité et la phase sont très bien appariées. Les microphones 1/4 pouce sont privilégiés pour les réseaux en raison de leur petite taille et de leur large plage de fréquences. Pour en savoir plus sur l’imagerie acoustique, consultez notre guide sur les caméras acoustiques. Conformité à la réglementation sur le bruit Les mesures réglementaires — bruit au poste de travail (ISO 9612), bruit environnemental (ISO 1996), émission acoustique des produits (ISO 3744/3745) — exigent des microphones de mesure de Classe 1 ou Classe 2, tels que spécifiés dans l’IEC 61672. La documentation de la traçabilité des étalonnages est obligatoire pour les rapports de conformité. Solutions de microphones de mesure CRYSOUND Les microphones de mesure de la série CRY3000 de CRYSOUND couvrent l’ensemble des tailles, types de champ et applications — des mesures de référence en laboratoire aux essais robustes sur le terrain. Couverture complète des tailles : 1/4", 1/2" et 1" Modèle Taille Type de champ Sensibilité Plage de fréquences Application CRY3101-S01 1" Champ libre 50 mV/Pa 4 Hz – 16 kHz Basses fréquences, environnements silencieux CRY3203-S01 1/2" Champ libre 50 mV/Pa 3,15 Hz – 20 kHz Essais acoustiques généraux CRY3261-S02 1/2" Champ libre 450 mV/Pa 10 Hz – 16 kHz Ultra‑haute sensibilité CRY3201-S01 1/2" Champ libre 12,5 mV/Pa 3,15 Hz – 40 kHz Hautes fréquences étendues CRY3401-S01 1/4" Champ libre 15,8 mV/Pa 4 Hz – 40 kHz Essais hautes fréquences CRY3403-S01 1/4" Champ libre 4 mV/Pa 4 Hz – 90 kHz Mesures ultrasonores CRY3202-S01 1/2" Pression 12,5 mV/Pa 3,15 Hz – 20 kHz Essais de coupleurs et de cavités CRY3402 1/4" Pression 1,6 mV/Pa 4 Hz – 100 kHz Champ de pression haute fréquence CRY3406-S01 1/4" Pression 15,8 mV/Pa 4 Hz – 40 kHz Champ de pression à faible bruit CRY3213 : spécialement conçu pour le NVH Le microphone de mesure NVH CRY3213 est spécialement conçu pour les conditions exigeantes des essais NVH automobiles et industriels : Protection IP67 : totalement étanche à la poussière et submersible — fonctionne de manière fiable dans les compartiments moteur, sur les pistes d’essai et dans les chambres climatiques Plage de température étendue : -50 °C à 125 °C, couvrant les scénarios d’essai à chaud et à froid extrêmes Réponse champ libre : 3,15 Hz à 20 kHz, optimisée pour la plage de fréquences pertinente pour le bruit d’habitacle, le NVH groupe motopropulseur et le bruit de roulement Sensibilité 50 mV/Pa : suffisamment élevée pour les mesures de cabines silencieuses, suffisamment robuste pour le bruit moteur Ensembles microphone–préamplificateur appariés Chaque ensemble de microphone de mesure CRYSOUND comprend un préamplificateur apparié, étalonné en usine comme système complet. Cela supprime les incertitudes liées au mélange de microphones et de préamplificateurs de fournisseurs différents, et garantit que la réponse en fréquence combinée, le bruit de fond et la plage dynamique respectent les spécifications publiées. Étalonnage et traçabilité Tous les microphones de mesure CRYSOUND sont livrés avec des certificats d’étalonnage individuels traçables aux étalons nationaux. Pour assurer la fiabilité continue des mesures, consultez notre guide sur l’étalonnage des microphones de mesure. Découvrir les microphones de mesure CRYSOUND → Foire aux questions Quelle est la différence entre un microphone de mesure et un microphone classique ? Un microphone de mesure est conçu pour la précision et la traçabilité : sa sortie doit représenter fidèlement la pression acoustique au point de mesure. Un microphone classique est conçu pour la qualité sonore, souvent avec un façonnage intentionnel de la réponse en fréquence pour améliorer l’intelligibilité de la parole ou le timbre musical. Pour une comparaison détaillée, lisez micros de mesure vs micros classiques. Dois‑je étalonner mon microphone de mesure ? Oui. Un étalonnage régulier — au minimum avant chaque session de mesure à l’aide d’un calibreur acoustique — garantit que vos résultats sont exacts et traçables. Une réétalonnage périodique en laboratoire (typiquement annuel) vérifie la stabilité à long terme. Pour en savoir plus sur l’étalonnage des microphones. Puis‑je utiliser un microphone 1/2 pouce pour des mesures ultrasonores ? Les microphones 1/2 pouce standard atteignent généralement 20–40 kHz, ce qui est insuffisant pour de nombreuses applications ultrasonores. Pour des mesures au‑delà de 40 kHz, un microphone 1/4 pouce est recommandé : des modèles comme le CRY3403 atteignent 90 kHz, tandis que le CRY3402 monte à 100 kHz. Que signifient « champ libre » et « champ de pression » ? Un microphone en champ libre est optimisé pour mesurer un son arrivant d’une seule direction en espace ouvert. Un microphone en champ de pression est optimisé pour mesurer la pression acoustique dans des cavités fermées ou au niveau de surfaces. La différence réside dans la façon dont le microphone compense les effets de diffraction acoustique aux hautes fréquences. Comment choisir entre polarisation externe et prépolarisation ? Pour les mesures de référence en laboratoire dans des environnements contrôlés, les microphones à polarisation externe offrent la meilleure stabilité à long terme. Pour les mesures sur site, les applications industrielles ou les environnements très humides, les microphones prépolarisés sont plus pratiques et tout aussi précis avec les conceptions modernes. Quel indice IP est nécessaire pour un usage extérieur ou industriel ? Pour les essais NVH sur le terrain et les mesures en extérieur, l’IP67 (étanche à la poussière et à l’eau) offre la meilleure protection. Le CRY3213 est spécialement conçu pour ces conditions. Pour un usage général en laboratoire, une protection IP n’est généralement pas nécessaire. Vous avez besoin d’aide pour choisir le microphone de mesure adapté à votre application ? Contactez CRYSOUND pour bénéficier de conseils d’experts adaptés à vos besoins de mesure spécifiques.
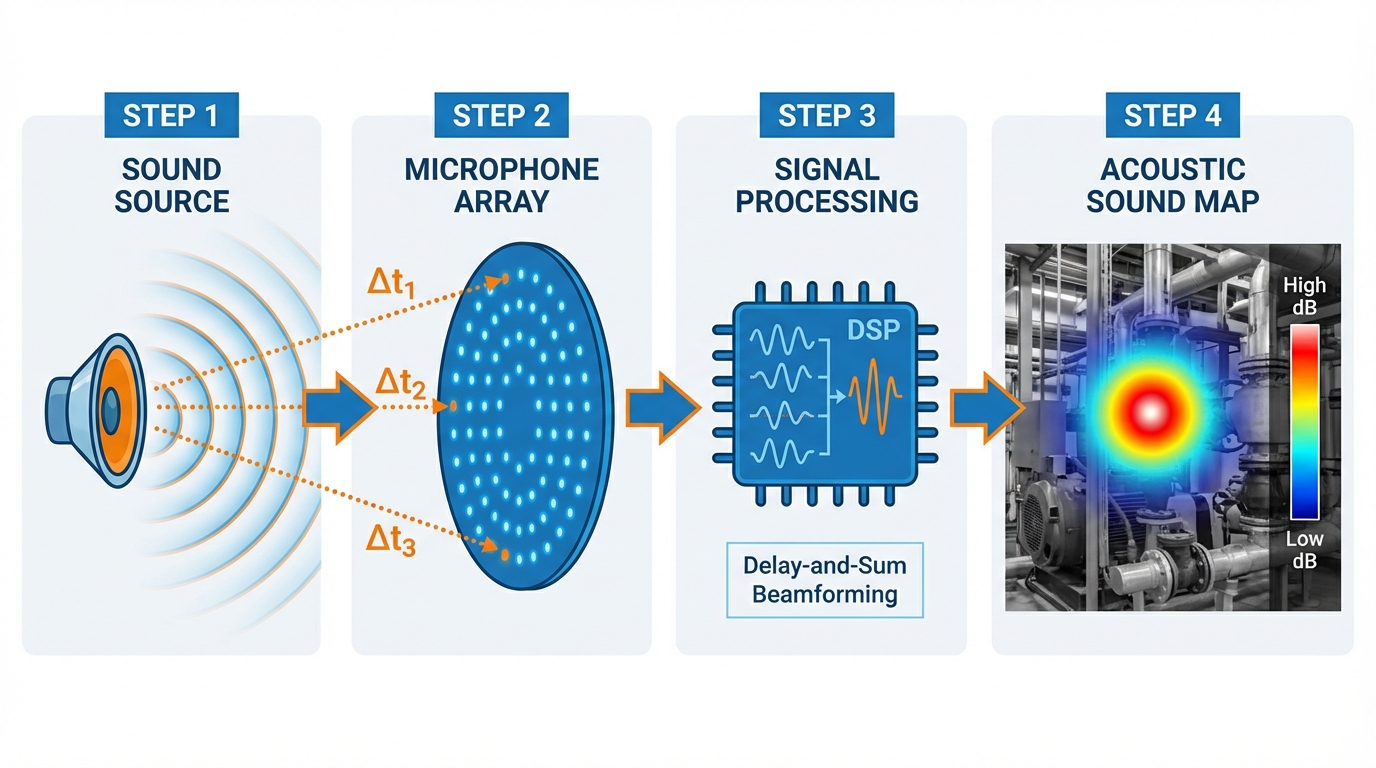
Les caméras acoustiques transforment un son invisible en images visibles. Ce guide explique comment elles fonctionnent, où elles sont utilisées et comment choisir le modèle adapté à votre application. Qu’est-ce qu’une caméra acoustique ? Une caméra acoustique est un dispositif qui localise et visualise les sources sonores en temps réel. Elle combine un réseau de microphones — généralement de 64 à plus de 200 microphones MEMS disposés selon un motif spécifique — avec une caméra vidéo et un logiciel de traitement du signal. Le résultat est une superposition en couleurs sur un flux vidéo en direct, montrant exactement d’où provient le son et à quel niveau il est. Vous pouvez la considérer comme une caméra thermique, mais pour le son plutôt que pour la chaleur. Alors qu’une caméra thermique affiche les points chauds en rouge, une caméra acoustique affiche les points bruyants — en indiquant précisément l’emplacement d’une fuite, d’un roulement défectueux ou d’une décharge électrique invisible à l’œil nu. Cette technologie a été initialement développée pour les essais NVH (Noise, Vibration, Harshness : bruit, vibrations et rudesse) dans l’aéronautique et l’automobile. Aujourd’hui, elle s’est étendue à la maintenance industrielle, aux services publics de l’énergie, au contrôle qualité en fabrication et à l’acoustique du bâtiment. Comment fonctionne une caméra acoustique ? Fonctionnement du beamforming dans une caméra acoustique : les ondes sonores atteignent chaque microphone avec des délais différents (Δt), le processeur combine tous les signaux et produit une carte sonore en couleurs. Le réseau de microphones Au cœur de chaque caméra acoustique se trouve un réseau de microphones — un ensemble de microphones MEMS (Micro-Electro-Mechanical Systems) disposés avec une grande précision. Le nombre de microphones a un impact direct sur les performances : 64 microphones : niveau d’entrée, adapté à la localisation de sources sonores générales 128 microphones : niveau professionnel, meilleure résolution et meilleure plage dynamique Plus de 200 microphones : haut de gamme, capable de détecter des sources subtiles dans des environnements bruyants La disposition spatiale de ces microphones est tout aussi importante que leur nombre. Les configurations courantes sont les motifs circulaires, en spirale (Fibonacci) et en grille. Chacune présente des compromis : les réseaux en spirale offrent de bonnes performances large bande, tandis que les réseaux en grille sont mieux adaptés aux mesures en champ proche. Beamforming : l’algorithme central La technologie clé derrière les caméras acoustiques est le beamforming — une technique de traitement du signal qui combine les signaux de plusieurs microphones pour « faire la mise au point » sur des emplacements spécifiques dans l’espace. Voici une explication simplifiée : Une onde sonore arrive à chaque microphone à des moments légèrement différents (parce que chaque microphone se trouve à une distance différente de la source) Le logiciel calcule le délai temporel attendu pour chaque emplacement possible de source dans le champ de vision Pour chaque emplacement candidat, il décale et additionne les signaux des microphones selon les délais calculés Les emplacements où les signaux décalés s’additionnent de manière constructive sont identifiés comme des sources sonores Ce processus est répété pour chaque pixel de l’image, produisant une « carte sonore » qui montre la répartition spatiale de l’énergie acoustique. Beamforming vs. holographie acoustique Il existe deux principales technologies d’imagerie acoustique : FonctionnalitéBeamformingHolographie acoustique (NAH)Meilleure plage de fréquencesFréquences moyennes à élevées (>500 Hz)Basses fréquences (<2 kHz)Distance de mesureChamp lointain (>1 mètre)Champ proche (<30 cm de la source)RésolutionLimitée par la longueur d’onde et la taille du réseauRésolution plus élevée aux basses fréquencesVitesseCompatible avec le temps réelNécessite un balayage minutieuxIdéal pourDétection de fuites, cartographie générale du bruitNVH moteur, analyse des vibrations La plupart des caméras acoustiques modernes utilisent le beamforming comme méthode principale, car il fonctionne en temps réel et ne nécessite pas de positionner la caméra près de la source. Certains systèmes avancés prennent en charge les deux technologies pour une flexibilité maximale. Rôle de la caméra vidéo Le réseau de microphones génère une carte sonore ; la caméra vidéo fournit la référence visuelle. Le logiciel superpose la carte sonore au flux vidéo sous forme de carte thermique en couleurs, permettant à l’utilisateur de voir instantanément quel composant, tuyau ou raccord produit le son. Les systèmes haut de gamme utilisent des caméras de profondeur (telles qu’Intel RealSense) pour créer des cartes acoustiques 3D, permettant une localisation des sources plus précise sur des géométries complexes. Plage de fréquences : pourquoi c’est important Différentes applications nécessitent différentes plages de fréquences : ApplicationPlage de fréquences typiqueRaisonDétection de fuites d’air comprimé20–50 kHzLes fuites produisent un sifflement haute fréquenceDétection de décharges partielles20–100 kHzLes décharges électriques émettent des signaux ultrasonoresDétection de défaillances mécaniques1–20 kHzL’usure des roulements et le désalignement produisent du bruit audibleNVH automobile100 Hz–10 kHzBruit de roulement, bruit de vent, bruit moteurAcoustique du bâtiment50 Hz–8 kHzBruit de structure à basse fréquence Une caméra acoustique avec une plage de fréquences allant jusqu’à 100 kHz peut couvrir pratiquement toutes les applications industrielles, y compris la détection ultrasonore de fuites et de décharges partielles. Les caméras limitées à 20 kHz ne conviennent qu’à l’analyse du bruit audible. Applications clés Caméra acoustique détectant des fuites sous vide dans des matériaux composites — la superposition en couleurs indique précisément l’emplacement de la fuite à la surface. Détection de décharges partielles sur des isolateurs haute tension — la caméra acoustique identifie les emplacements de décharge à distance de sécurité, combinée à l’imagerie thermique infrarouge pour un diagnostic complet. 1. Détection de fuites d’air comprimé L’air comprimé est l’une des sources d’énergie les plus coûteuses dans une usine. Les études montrent que 20–30 % de l’air comprimé est perdu à cause des fuites. Une caméra acoustique peut balayer toute une ligne de production en quelques minutes, en identifiant les fuites invisibles et inaudibles pour l’oreille humaine. Pourquoi les caméras acoustiques surpassent les méthodes traditionnelles : Les détecteurs ultrasonores de fuites exigent de vérifier un point à la fois ; une caméra acoustique balaie toute une zone en une seule fois La superposition visuelle indique précisément l’emplacement de la fuite — plus besoin de deviner De nombreux systèmes peuvent estimer le débit de fuite et le coût annuel, ce qui vous aide à hiérarchiser les réparations 2. Détection de décharges partielles électriques La décharge partielle (PD) est un signe précoce de défaillance de l’isolation dans les équipements haute tension — transformateurs, appareillages de commutation, câbles et jeux de barres. Si elle n’est pas détectée, la PD conduit à une rupture complète de l’isolation et à une défaillance potentiellement catastrophique. Les caméras acoustiques détectent la PD en capturant les émissions ultrasonores (généralement 20–100 kHz) qui accompagnent la décharge électrique. Avantages par rapport aux méthodes traditionnelles de détection de PD : Sans contact : pas besoin de mettre l’équipement hors tension Visualisation en temps réel : voir exactement où la décharge se produit Distance de sécurité : inspection d’équipements sous tension à plusieurs mètres de distance 3. Diagnostic de défaillances mécaniques Les roulements usés, arbres désalignés, composants desserrés et fuites de vannes produisent tous des signatures sonores caractéristiques. Une caméra acoustique peut identifier et localiser ces défaillances avant qu’elles ne conduisent à des arrêts imprévus. Cas d’usage courants : Détection de l’usure des roulements de moteurs et de pompes Dysfonctionnement de purgeurs de vapeur Identification de fuites de vannes Analyse du bruit de boîtes de vitesses 4. Essais NVH dans l’automobile et l’aéronautique C’est dans ce domaine que les caméras acoustiques sont apparues à l’origine. Les ingénieurs NVH les utilisent pour : Identifier les sources de bruit de vent sur les carrosseries de véhicules Localiser les cliquetis et grincements dans les garnitures intérieures Analyser les contributions du bruit pneus/chaussée Cartographier les schémas de rayonnement du bruit moteur Valider l’efficacité des traitements acoustiques Pour les applications NVH, les réseaux de grande ouverture (plus de 200 microphones) offrent la résolution nécessaire pour distinguer des sources proches les unes des autres. 5. Conformité au bruit et acoustique du bâtiment Les réglementations sur le bruit environnemental obligent les industriels à identifier et réduire les émissions sonores. Les caméras acoustiques aident à : Cartographier les sources de bruit d’usine pour les rapports de conformité Identifier les chemins de transmission du bruit dans les bâtiments (murs, fenêtres, CVC) Vérifier l’efficacité des écrans et enceintes acoustiques 6. Inspection acoustique par UAV Une application plus récente : le montage de caméras acoustiques sur des drones pour l’inspection d’infrastructures difficiles d’accès. Les applications comprennent : Inspection de lignes électriques et de postes de transformation Inspection de pales d’éoliennes Campagnes de détection de fuites le long de corridors de canalisations Cartographie du bruit de structures de grande hauteur Types de caméras acoustiques Quatre formats de caméras acoustiques : portative (CRY8124), fixe (CRY2623M), grand réseau (CRY8500 SonoCAM Pi) et montée sur UAV (CRY2626G). Caméras acoustiques portatives Appareils portables, alimentés par batterie, pour une utilisation sur le terrain. Généralement de 64 à 128 microphones avec un écran intégré. Idéales pour les tournées de maintenance, la détection de fuites et les inspections rapides. Avantages : portables, faciles à utiliser, déploiement rapide Inconvénients : nombre de microphones limité, matrice plus petite = résolution plus faible à distance Caméras acoustiques fixes/montées Installées de façon permanente pour une surveillance continue. Utilisées dans les postes électriques, centres de données et infrastructures critiques. Peuvent fonctionner 24 h/24 et 7 j/7 avec des alertes automatisées. Avantages : surveillance continue, alertes automatiques, aucun opérateur dédié nécessaire Inconvénients : champ de vision fixe, coût d’installation plus élevé Systèmes à grands réseaux Plus de 200 microphones sur un châssis de grande taille. Utilisés pour les essais NVH, la mesure du bruit au passage et les applications de recherche. Souvent montés sur trépieds ou structures en hauteur. Avantages : résolution la plus élevée, plage de fréquences la plus large, idéal pour les analyses complexes Inconvénients : non portables, nécessitent une installation, coût plus élevé Systèmes montés sur UAV Réseaux acoustiques légers conçus pour être montés sur des drones. Utilisés pour l’inspection à distance de lignes électriques, de canalisations et d’installations industrielles. Avantages : accès aux zones difficiles d’accès, inspections de grandes surfaces Inconvénients : autonomie de vol limitée, interférences dues aux vibrations, exigences réglementaires Comment choisir la bonne caméra acoustique Guide de décision rapide : choisissez votre caméra acoustique en fonction de l’application principale. Étape 1 : définir votre application principale Votre application détermine les spécifications minimales : ApplicationMin. MicrophonesPlage de fréquencesFormatDétection de fuites d’air comprimé64Jusqu’à 50 kHzPortativeDétection de décharges partielles64–128Jusqu’à 100 kHzPortative ou fixeDiagnostic de défaillances mécaniques64Jusqu’à 20 kHzPortativeEssais NVH128–200+100 Hz–20 kHzGrand réseauSurveillance continue64–128Dépend de l’applicationFixeInspection par drone64–128Jusqu’à 50 kHzMontée sur UAV Étape 2 : prendre en compte l’environnement Atelier d’usine bruyant ? Vous avez besoin de plus de microphones et d’algorithmes avancés pour séparer le signal cible du bruit de fond Utilisation en extérieur ? Choisissez des conceptions résistantes aux intempéries avec réduction du bruit de vent Zone dangereuse ? Vérifiez la certification ATEX/IECEx Grande distance ? Plus de microphones = meilleure résolution à grande distance Étape 3 : évaluer le logiciel Le matériel capture les données ; le logiciel les transforme en informations exploitables. Fonctionnalités logicielles clés à rechercher : Affichage en temps réel : voir la carte sonore en direct pendant le balayage Filtrage fréquentiel : isoler des bandes de fréquences spécifiques pour se concentrer sur des problèmes particuliers Estimation du débit de fuite : quantifier le coût des fuites en dollars ou en unités d’énergie Rapport : générer des rapports professionnels avec captures d’écran, mesures et recommandations Détection assistée par IA : identification automatique des schémas de fuites et des signatures de défaillances Étape 4 : comparer les spécifications Principales spécifications à comparer entre fabricants : SpécificationSignificationCe qu’il faut rechercherNombre de microphonesPlus de micros = meilleure résolution et meilleure sensibilité64 minimum ; 128+ pour les applications exigeantesPlage de fréquencesDétermine ce que vous pouvez détecterJusqu’à 100 kHz pour la PD et les fuites ultrasonoresPlage dynamiqueCapacité à mesurer à la fois des sources faibles et fortes>70 dB pour les environnements industrielsRésolution angulaireCapacité à séparer des sources prochesPlus elle est faible, mieux c’est ; dépend de la fréquence et de la distanceFréquence d’imagesVitesse de mise à jour de la carte sonore>10 ips pour un balayage en temps réelPoids et dimensionsPortabilité<2 kg pour les appareils portatifs utilisés au quotidienAutonomie de la batterieDurée de fonctionnement sur le terrain>3 heures pour une équipe réalisant des inspections sur un posteIndice de protection (IP)Résistance à la poussière et à l’eauIP54 ou plus pour les environnements industriels Solutions de caméras acoustiques CRYSOUND CRYSOUND propose l’une des gammes de produits les plus larges du marché des caméras acoustiques — couvrant les formats portatif, fixe, grand réseau et monté sur UAV, le tout chez un seul fabricant. Gamme de produits CRY2624 : caméra acoustique portative à 128 microphones avec certification ATEX — portable, prête pour le terrain et sûre pour les environnements dangereux CRY8124 : 200 microphones MEMS, plage de fréquences jusqu’à 100 kHz — gère à la fois l’analyse du bruit audible et les applications ultrasonores (détection de fuites + décharges partielles) dans un seul appareil CRY2623M : version fixe pour la surveillance continue 24 h/24 et 7 j/7 des postes électriques et des infrastructures critiques Série CRY8500 (SonoCAM Pi) : grand réseau de microphones en spirale pour les essais NVH, la mesure du bruit au passage et la recherche acoustique avancée CRY2626G : caméra acoustique montée sur drone pour l’inspection à distance de lignes électriques, de canalisations et d’éoliennes Gamme de caméras acoustiques CRYSOUND : de la solution portative aux systèmes montés sur drone. Facteur différenciateur 1 : extension modulaire des capteurs Contrairement à la plupart des concurrents qui proposent un appareil à fonction fixe, les caméras acoustiques CRYSOUND prennent en charge des modules de capteurs externes pour étendre leurs capacités : Module d’imagerie thermique infrarouge : combine les données acoustiques et thermiques dans une vue unique — lors de l’inspection d’équipements électriques, les ingénieurs peuvent voir simultanément la signature acoustique d’une décharge partielle et le point chaud thermique de composants en surchauffe. Cette inspection bi-mode est largement utilisée par les services publics de l’énergie pour un diagnostic complet des postes électriques. Capteur ultrasonore de contact IA3104 : une sonde ultrasonore externe de type contact conçue spécifiquement pour la détection de fuites internes de vannes. Le capteur est couplé directement à la surface métallique d’une vanne, capturant les signaux ultrasonores haute fréquence générés par les fuites internes. Associé à des fonctions d’analyse intelligente et à des workflows guidés, il automatise l’ensemble du processus de diagnostic — de l’acquisition des données à la classification des fuites. Cela est essentiel pour la maintenance préventive des vannes de pipelines pétroliers et des vannes des réseaux de gaz naturel. Cette approche modulaire signifie qu’une seule caméra acoustique CRYSOUND peut servir de plateforme d’inspection complète, au lieu de nécessiter des instruments distincts pour chaque tâche de détection. Facteur différenciateur 2 : application mobile Acoustic Link Acoustic Link, l’application mobile compagnon de CRYSOUND, se connecte à la caméra acoustique via Wi-Fi. Elle permet : Prévisualisation sur l’appareil : visualiser les photos, vidéos et rapports d’inspection capturés sur votre téléphone ou tablette — sans PC Visualisation spécifique aux défauts : consulter dans l’application les cartes acoustiques de fuites de gaz, les schémas de décharges partielles et les images thermiques Partage en un geste : enregistrer les résultats en local et les partager via le menu de partage du système pour une communication instantanée avec les collègues et les clients Génération automatique de rapports : générer et exporter des rapports d’inspection professionnels sur le terrain, sans devoir retourner au bureau pour le post-traitement Pour les équipes d’inspection sur le terrain, cela signifie un délai plus court entre la détection et la documentation. Facteur différenciateur 3 : écosystème acoustique complet Au-delà des caméras acoustiques, CRYSOUND fabrique des systèmes d’essais électroacoustiques (CRY6151B), des chambres d’essais acoustiques et des équipements d’étalonnage — permettant de proposer des solutions complètes de test acoustique avec un seul fournisseur. Forte de 28 ans d’expérience et de plus de 10 000 clients dans plus de 90 pays, CRYSOUND apporte une expertise approfondie à chacun de ses produits. Découvrez les caméras acoustiques CRYSOUND → Foire aux questions Quelle est la différence entre une caméra acoustique et un sonomètre ? Un sonomètre mesure le niveau global de pression acoustique en un point unique. Il vous indique à quel point c’est bruyant, mais pas d’où provient le son. Une caméra acoustique indique à la fois l’emplacement et l’intensité des sources sonores, ce qui la rend beaucoup plus utile pour diagnostiquer et résoudre les problèmes de bruit. À quelle distance une caméra acoustique peut-elle détecter une fuite ? La portée de détection dépend de la taille de la fuite, du bruit de fond, du nombre de microphones et de la plage de fréquences. Une caméra acoustique portative typique avec 64 à 128 microphones peut détecter une fuite d’air comprimé de 1 mm à une distance de 10 à 30 mètres. Les fuites plus importantes peuvent être détectées à des distances encore plus grandes. Une caméra acoustique peut-elle fonctionner dans une usine bruyante ? Oui. Les caméras acoustiques modernes utilisent des algorithmes de beamforming capables d’isoler des sources sonores spécifiques même dans des environnements à fort bruit de fond. L’élément clé est de disposer d’un nombre de microphones suffisant — plus de microphones offrent une meilleure réjection du bruit et un rapport signal/bruit plus élevé. Ai-je besoin d’une formation pour utiliser une caméra acoustique ? L’utilisation de base est simple — pointez la caméra, regardez l’écran et identifiez les zones mises en évidence. La plupart des utilisateurs peuvent commencer à trouver des fuites en quelques minutes. Cependant, l’interprétation de schémas acoustiques complexes (analyse NVH, classification de décharges partielles) bénéficie d’une formation et d’une certaine expérience. Quel est le retour sur investissement d’une caméra acoustique ? Pour la seule détection de fuites d’air comprimé, le retour sur investissement se mesure généralement en mois. Une seule fuite d’air d’un quart de pouce coûte 2 500 à 8 000 $ par an. La plupart des sites industriels comptent des dizaines à des centaines de fuites. Une caméra acoustique qui vous aide à trouver et réparer ces fuites peut s’amortir dès la première campagne d’inspection. Les caméras acoustiques peuvent-elles détecter d’autres fuites de gaz que l’air comprimé ? Oui. Les caméras acoustiques peuvent détecter toute fuite de gaz sous pression qui produit un bruit d’écoulement turbulent — notamment l’azote, l’oxygène, l’hydrogène, le gaz naturel et les réfrigérants. Les caractéristiques fréquentielles peuvent varier selon le type de gaz, mais le principe de détection reste le même. Vous avez besoin d’aide pour choisir la caméra acoustique adaptée à votre application ? Contactez CRYSOUND pour une recommandation personnalisée en fonction de vos exigences spécifiques.
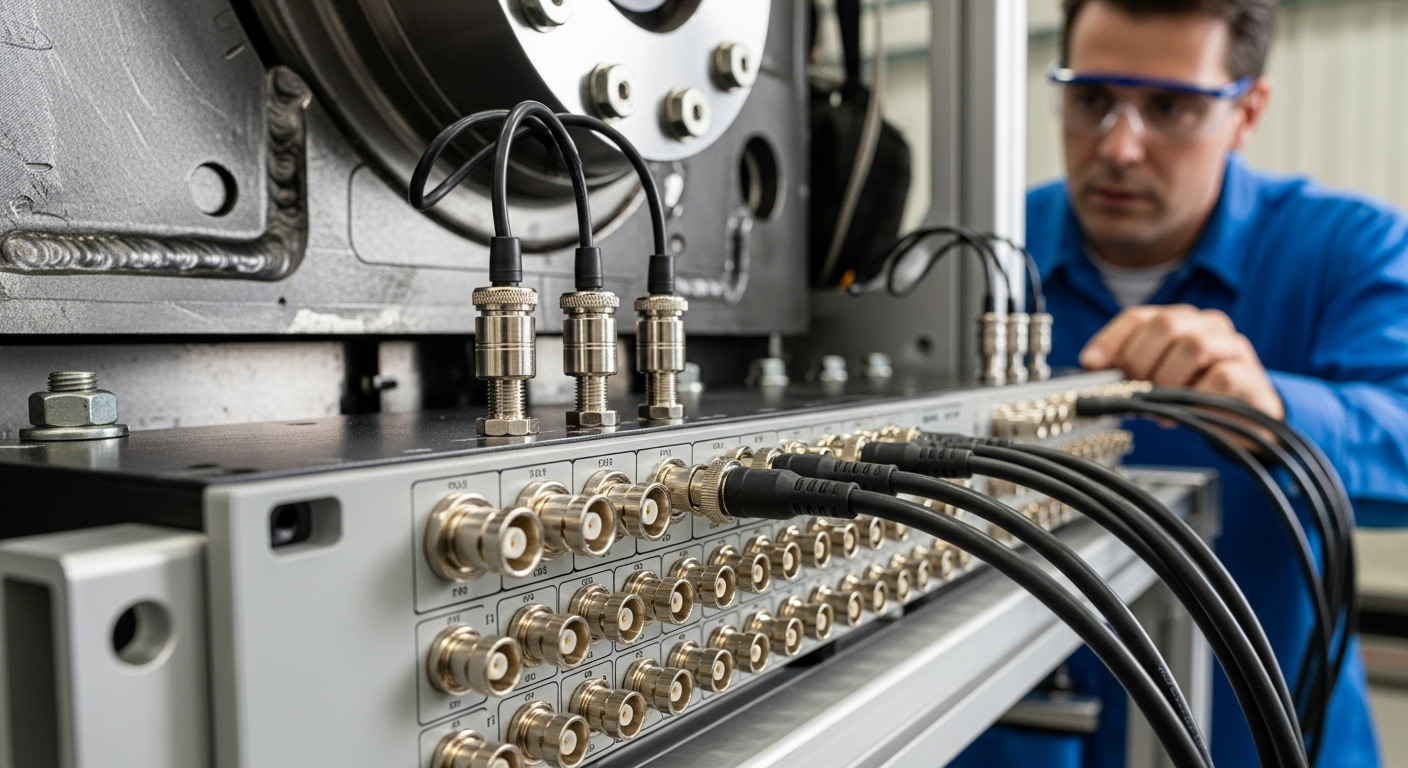
La vibration vous indique ce qu’un seul accéléromètre ne peut pas : comment l’énergie se propage dans une structure, d’où elle provient, comment elle se couple entre les composants, et quel chemin domine la réponse à une fréquence donnée. La capture de ces informations nécessite plusieurs voies mesurées simultanément — et non séquentiellement — avec une synchronisation suffisamment serrée pour préserver les relations de phase. Ce guide couvre l’architecture d’un système de mesure de vibrations multivoies, les spécifications qui déterminent les performances réelles, la façon de faire évoluer le nombre de voies pour différentes applications et les critères à considérer lors du choix d’une plateforme. Pourquoi le multivoies est essentiel : ce que les mesures monovoies manquent Un seul accéléromètre vous donne l’amplitude de vibration et le contenu fréquentiel en un point. Ce qu’il ne peut pas vous dire, c’est si cette vibration provient d’un roulement situé à 40 cm, résonne à travers un support, ou est générée par un balourd de rotation trois chemins structurels en amont. La mesure simultanée multivoies permet : 🔗 Analyse de phase — déterminer la direction de propagation des ondes et identifier les formes modales 📐 Analyse modale — extraire les fréquences propres, les taux d’amortissement et les formes modales en mesurant simultanément la réponse de la structure en différents points de l’espace 🛣️ Analyse des chemins de transfert (TPA) — quantifier dans quelle mesure chaque combinaison source–chemin contribue à la réponse cible 📊 Analyse de cohérence et de spectre croisé — identifier quelles sources de vibration sont corrélées, et dans quelle mesure ⚡ Formes de déflexion opérationnelles (ODS) — visualiser comment une structure se déforme réellement sous des charges de fonctionnement réelles Aucune de ces analyses n’est possible — ni valide — avec une acquisition monovoie multiplexée ou avec des voies mesurées lors de passages séparés. Architecture du système : du capteur au résultat 🎯 Capteurs — Les accéléromètres IEPE sont le choix standard pour la plupart des travaux de vibration, fournissant une sortie en tension à faible impédance directement compatible avec les étages d’entrée des systèmes d’acquisition (DAQ). Les capteurs en mode charge sont utilisés dans des environnements à haute température. Des capteurs de force, vibromètres laser et jauges de contrainte peuvent être ajoutés pour des mesures spécifiques. ⚙️ Conditionnement du signal — Chaque voie nécessite une excitation en courant IEPE, un filtrage passe-haut pour supprimer l’offset continu, et un filtrage passe-bas anti-repliement adapté à la fréquence d’échantillonnage. L’étage de conditionnement détermine également la plage de tension d’entrée et la dynamique. 🔢 Conversion analogique–numérique (CAN) — Des CAN à échantillonnage simultané sont nécessaires pour les mesures sensibles à la phase. Les CAN à modulation delta-sigma offrent une excellente dynamique mais nécessitent une attention particulière au retard de groupe des filtres anti-repliement lors de la comparaison de voies à des fréquences d’échantillonnage différentes. 💻 Logiciel et analyse — Le logiciel d’acquisition doit gérer des flux de données multivoies synchronisés, fournir une surveillance en temps réel et exporter vers des outils d’analyse. L’intégration avec des flux de travail de FFT, suivi d’ordres, analyse modale et génération de rapports détermine la rapidité avec laquelle les résultats parviennent à l’ingénieur. Principales spécifications expliquées SpécificationCe qu’elle contrôleImplication pratique Dynamique (dB)Rapport entre le signal maximal et minimal mesurableUne plus grande dynamique permet de capturer à la fois les résonances de faible niveau et les chocs de forte amplitude en une seule acquisition, sans changement de gamme Fréquence d’échantillonnage (ké/s par voie)Fréquence maximale mesurable (limite de Nyquist)51,2 ké/s offre une bande passante exploitable jusqu’à ~20 kHz ; des fréquences plus élevées sont nécessaires pour les mesures ultrasonores ou d’impact structurel Filtre anti-repliementEmpêche les signaux hors bande de se replier dans la bande de mesureLes filtres AA numériques dans les CAN delta-sigma introduisent un retard de groupe ; les filtres AA matériels ajoutent un coût mais simplifient la comparaison de phase entre voies Précision de synchronisation (ns)Alignement temporel entre voiesErreur de phase = 2π × fréquence × erreur de temps ; 100 ns d’erreur = 0,036° à 1 kHz, 0,36° à 10 kHz — acceptable pour la plupart des travaux NVH Isolation entre voies (V)Séparation électrique entre les voies et par rapport à la masse châssisEmpêche les boucles de masse dans les configurations multipoints ; essentiel pour la sécurité dans les environnements haute tension (tests de VE, machines industrielles) Courant d’excitation IEPE (mA)Alimente les capteurs IEPELa plupart des capteurs IEPE nécessitent 2 à 20 mA ; vérifiez la fiche technique du capteur par rapport à la spécification d’excitation du DAQ Plage d’entrée (V crête)Signal maximal avant saturationDoit pouvoir couvrir le signal maximal attendu ; combinée à la dynamique, elle détermine le signal minimal détectable Applications par secteur 🚗 NVH automobile Le développement de véhicules repose sur la mesure de vibrations multivoies pour les analyses modales de caisses nues (body-in-white), la caractérisation NVH du groupe motopropulseur, l’acquisition de données de charges de route et l’analyse des chemins de transfert. Le nombre de voies varie d’environ 16 pour des études ciblées de sous-systèmes à plus de 200 pour des essais modaux sur véhicule complet. La synchronisation GPS est requise pour les mesures sur route. ✈️ Aéronautique et essais de structures La certification structurelle des aéronefs et les essais de flottement nécessitent la mesure simultanée en des centaines de points lors des essais de vibrations au sol (GVT). Les mesures en vol ajoutent l’exigence de matériels légers et économes en énergie. La synchronisation entre les points de mesure du fuselage, des ailes et de l’empennage doit être maintenue sur de longues longueurs de câbles. 🏭 Machines industrielles et surveillance d’état Les diagnostics de machines tournantes (roulements, engrenages, balourd, désalignement) utilisent les signatures vibratoires pour détecter les défauts en développement avant la panne. Les systèmes multivoies permettent la surveillance simultanée de plusieurs machines ou la mesure en plusieurs positions axiales/radiales sur une même machine. La surveillance continue à long terme nécessite une grande stabilité du système et des alarmes automatisées. 📱 Électronique grand public et haptiques La caractérisation des haut-parleurs, moteurs et actionneurs dans les smartphones, objets connectés et appareils domestiques nécessite la mesure de vibrations en parallèle de la sortie acoustique. Les systèmes d’acquisition multivoies (DAQ) corrèlent la vibration structurelle avec le rayonnement acoustique pour identifier les résonances qui dégradent la qualité sonore ou génèrent des artefacts tactiles. Mise à l’échelle de 4 à plus de 100 voies 📦 Extension modulaire — ajouter des modules d’acquisition pour augmenter le nombre de voies ; chaque module partage la même horloge et la même infrastructure de synchronisation 🌐 Synchronisation par réseau — le PTP (IEEE 1588) sur Ethernet permet à plusieurs unités indépendantes de fonctionner comme un seul système synchronisé, ce qui rend possible des mesures distribuées sur une grande structure sans avoir à tirer de longs câbles analogiques 🔌 Types de signaux mixtes — les systèmes modulaires permettent différents types d’entrées (IEPE, tension, microphone, tachomètre, CAN) au sein d’une même session d’acquisition synchronisée 🎯 Vous évaluez des systèmes d’acquisition de données (DAQ) pour votre projet ? SonoDAQ Pro combine 170 dB de dynamique, 1000 V d’isolation et ≤100 ns de synchronisation PTP dans une plateforme modulaire conçue pour les environnements d’essais réels. Voir SonoDAQ Pro → Demander une démonstration SonoDAQ Pro : mesure de vibrations multivoies conçue pour de vrais environnements d’essais SonoDAQ Pro est un système d’acquisition de données (DAQ) multivoies modulaire conçu pour les applications acoustiques et vibratoires où la précision de synchronisation, la dynamique et l’isolation entre voies sont des exigences d’ingénierie plutôt que de simples arguments marketing. 📊 4 à 24 voies par unité, extensibles sur plusieurs unités via la synchronisation réseau PTP 🎯 170 dB de dynamique — capture à la fois les craquements structurels et les chocs de route dans une même acquisition, sans changement de gamme ⏱️ ≤100 ns de synchronisation intervoies via IEEE 1588 PTP ou GPS — précision de phase jusqu’à 20 kHz sur toutes les voies et toutes les unités ⚡ 1000 V d’isolation par voie — empêche les boucles de masse dans les configurations multipoints et offre une marge de sécurité pour les VE et les environnements industriels haute tension 💻 Intégration avec OpenTest — plateforme d’analyse open source prenant en charge la FFT, le suivi d’ordres, l’analyse en bandes d’octave, les indicateurs de qualité sonore et des flux de travail de post-traitement automatisés basés sur Python Foire aux questions Quel taux d’échantillonnage est nécessaire pour la mesure de vibrations ? Le taux d’échantillonnage requis dépend de la fréquence la plus élevée d’intérêt. Le théorème de Shannon impose un taux d’échantillonnage au moins deux fois supérieur à la fréquence maximale du signal ; en pratique, les systèmes utilisent 2,5× ou plus pour tenir compte de la pente des filtres anti-repliement. Pour les travaux NVH couvrant 0–20 kHz, un taux d’échantillonnage de 51,2 ké/s est la norme. Pour les mesures de chocs ou d’acoustique structurelle haute fréquence au‑delà de 20 kHz, 102,4 ké/s ou plus sont nécessaires. Pour la détection de défauts de machines tournantes, 20 ké/s suffisent généralement pour des fréquences de défaut de roulements allant jusqu’à plusieurs kHz. Comment l’isolation entre voies empêche‑t‑elle les boucles de masse ? Lorsque plusieurs accéléromètres sont fixés à une structure métallique et que les blindages de leurs câbles sont tous reliés à la même masse du système d’acquisition, toute différence de potentiel entre les points de mesure crée une boucle de courant à travers le blindage. Ce courant apparaît comme un signal de bruit basse fréquence — généralement un ronflement secteur à 50/60 Hz ou ses harmoniques. L’isolation galvanique par voie casse cette boucle en isolant électriquement la masse de chaque voie du châssis et des autres voies. Il en résulte une mesure propre, même lorsque les capteurs sont répartis sur une grande structure électriquement complexe. Quelle est la différence entre échantillonnage simultané et multiplexé ? L’échantillonnage multiplexé utilise un seul CAN qui bascule rapidement d’une voie à l’autre. Avec 16 voies et 50 ké/s par voie, le CAN doit fonctionner à 800 ké/s, et chaque voie est échantillonnée 1/800 000 de seconde après la précédente. À 10 kHz, ce retard de 1,25 µs correspond à une erreur de phase de 4,5° entre voies adjacentes — suffisamment importante pour dégrader les résultats d’analyse modale. L’échantillonnage simultané utilise un CAN par voie (ou par paire de voies), de sorte que toutes les voies sont échantillonnées exactement au même instant. Pour toute mesure où la précision de phase est importante, l’échantillonnage simultané est requis. Puis‑je combiner des voies acoustiques et vibratoires dans une même acquisition ? Oui, et pour la plupart des diagnostics NVH et acoustiques, c’est précisément ce qu’il faut faire. Les microphones (à condensateur, alimentés en IEPE) et les accéléromètres se connectent tous deux via des entrées compatibles IEPE et peuvent être librement mélangés au sein d’une même session d’acquisition. L’acquisition synchronisée de données sonores et vibratoires permet le calcul direct de l’intensité acoustique, de la puissance acoustique et des fonctions de réponse en fréquence entre entrées structurelles et sorties acoustiques — la base de l’analyse des chemins de transfert. → Voir les spécifications de SonoDAQ Pro | Demander une démonstration pour votre application

Les essais NVH (bruit, vibrations et rudesse) automobiles font partie des disciplines les plus gourmandes en données dans le développement de véhicules. Pour bien faire les choses, il faut un système d’acquisition de données capable de gérer des dizaines de voies synchronisées, de maintenir une précision de synchronisation de l’ordre de la sous-microseconde dans un véhicule en mouvement, et d’envoyer directement les résultats vers le logiciel d’analyse — le tout sans perdre un seul échantillon sur une route dégradée. Ce guide explique ce que recouvre réellement l’acquisition de données NVH automobile, quelles spécifications sont les plus importantes et comment évaluer si un système DAQ est réellement adapté à l’usage prévu. Que mesure réellement l’acquisition de données NVH ? Les essais NVH ne se résument pas à une seule mesure : il s’agit d’un enregistrement coordonné de multiples grandeurs physiques dans le temps et dans l’espace. Une session typique d’acquisition NVH comprend : 🎤 Niveaux de pression acoustique (SPL) — microphones aux positions d’oreille du conducteur et du passager, à l’extérieur du véhicule et à proximité de composants spécifiques tels que le compartiment moteur ou le passage de roue 📳 Vibrations et accélération — accéléromètres IEPE sur la structure de la carrosserie, le plancher, la colonne de direction, les longerons de siège et les supports de groupe motopropulseur 🔄 Order tracking — signaux de régime (RPM) via tachymètre ou bus CAN combinés avec les voies de vibration pour isoler les ordres moteur, transmission et chaîne de transmission 🏗️ Réponse structurelle — l’analyse des voies de transfert (TPA, Transfer Path Analysis) nécessite des mesures simultanées de forces et de réponses sur plusieurs chemins 🛣️ Données de charges route — jauges de contrainte, capteurs de forces sur roues et unités de mesure inertielle (IMU) enregistrés sur des parcours d’endurance Capturer tout cela simultanément — dans un véhicule en mouvement, sur des terrains variables — est précisément là où réside le défi d’ingénierie. Pourquoi la synchronisation est la spécification critique En analyse NVH, les erreurs de synchronisation entre voies corrompent tous les calculs en aval. Les relations de phase entre les sources de vibration et la réponse acoustique déterminent quel chemin est dominant. Un décalage inter-voies de quelques microsecondes seulement introduit une erreur de phase qui rend l’analyse des voies de transfert peu fiable à des fréquences supérieures à quelques centaines de hertz. Pour les essais sur route avec enregistrement de la position GPS, l’alignement temporel entre les voies du système DAQ et le récepteur GPS détermine la résolution spatiale. À 100 km/h, une erreur de synchronisation de 1 ms situe un événement de mesure à 2,8 cm de son emplacement réel sur la route. C’est pourquoi une synchronisation de haute précision — via un réseau de distribution d’horloge matériel ou le protocole de temps précis IEEE 1588 (PTP, Precision Time Protocol) — est une exigence incontournable pour tout travail NVH sérieux, et non une option haut de gamme. Spécifications clés pour un système DAQ NVH automobile SpécificationPourquoi c’est important pour la NVHExigence minimale Nombre de voiesLes analyses modales à l’échelle du véhicule nécessitent 50 à plus de 200 voies simultanées16+ par unité, avec mise à l’échelle Précision de synchronisationL’erreur de phase entre voies affecte la validité de la TPA au‑delà d’environ 500 Hz<1 µs entre voies Plage dynamiqueDoit enregistrer à la fois les craquements structurels (<1 mg) et les chocs de chaussée (>100 g) au cours d’une même session120 dB minimum ; 160+ dB préférés Compatibilité IEPEInterface standard pour les accéléromètres et les microphones à condensateurToutes les voies Isolation des voiesEmpêche les boucles de masse de corrompre les données dans les environnements véhicules électriquement bruyants ; essentiel dans les environnements haute tension des VE≥500 V ; 1000 V pour les essais de VE Fréquence d’échantillonnageLe filtre anti‑repliement définit la bande passante utile ; la NVH nécessite généralement DC–20 kHz51,2 kéch/s par voie minimum Intégration GPSCorrélation spatiale des événements NVH avec la surface de la routeHorodatage basé sur NMEA ou PPS Scénarios courants d’essais NVH et exigences associées pour le système DAQ 🏎️ NVH sur route et bruit de passage Les essais sur route nécessitent un système autonome qui fonctionne sans PC relié par câble. L’alimentation par batterie, la synchronisation des horodatages GPS et des connecteurs renforcés sont essentielles. Le système doit enregistrer en continu, à pleine bande passante et sur toutes les voies, sans perte d’échantillons lorsque le véhicule roule sur des portions de route dégradées. ⚙️ NVH du groupe motopropulseur et de la chaîne de transmission Les essais moteur et transmission exigent un order tracking synchronisé au tachymètre. Les voies doivent supporter la plage de températures du compartiment moteur, et le système doit prendre en charge l’intégration CAN ou OBD‑II afin d’enregistrer les paramètres de fonctionnement du véhicule en parallèle des données acoustiques et vibratoires. ⚡ Essais de groupes motopropulseurs électriques et hybrides Les véhicules électriques suppriment le bruit masquant de la combustion, ce qui met en évidence les bruits de denture, les harmoniques de commutation des onduleurs et les tonalités des moteurs électriques qui étaient auparavant masqués. Les essais de VE introduisent également une exigence de sécurité en matière d’isolation galvanique entre les voies de mesure et le système haute tension du véhicule — généralement 1000 V ou plus. 🏗️ Analyse des voies de transfert (TPA) La TPA nécessite la mesure simultanée des forces aux points de fixation des sources et des réponses acoustiques/vibratoires aux points cibles. Cela consomme beaucoup de voies et est extrêmement sensible à la phase : des erreurs de synchronisation produisent un classement erroné des chemins, amenant les équipes à traiter le mauvais composant. 🎯 Vous évaluez des systèmes DAQ pour votre projet ? SonoDAQ Pro combine une plage dynamique de 170 dB, une isolation de 1000 V et une synchronisation PTP ≤100 ns dans une plate‑forme modulaire conçue pour les environnements d’essai réels. Voir SonoDAQ Pro → Demander une démo SonoDAQ Pro pour l’acquisition de données NVH automobile SonoDAQ Pro est un système DAQ acoustique et vibratoire modulaire, conçu pour répondre aux exigences ci‑dessus sans la complexité ni le coût des plates‑formes traditionnelles à très grand nombre de voies. 📊 De 4 à 24 voies par unité, extensibles sur plusieurs unités synchronisées pour les campagnes de mesures à grande échelle ⏱️ Synchronisation PTP (IEEE 1588) et GPS avec un décalage inter‑voies ≤100 ns — suffisant pour la TPA sur l’ensemble de la plage de fréquences NVH 🔋 Plage dynamique de 170 dB — capture à la fois les résonances structurelles de faible niveau et les chocs routiers de forte amplitude au cours d’une seule acquisition ⚡ Isolation de 1000 V par voie — sûre pour une utilisation à proximité des systèmes haute tension des VE sans amplificateurs d’isolement supplémentaires 💻 Intégration avec OpenTest — plate‑forme d’analyse open source couvrant l’order tracking, l’analyse en bandes d’octave, les indicateurs de qualité sonore et la génération automatique de rapports, sans frais de licence par poste SonoDAQ Pro prend en charge à la fois les essais sur banc en laboratoire et les mesures sur route au sein d’une seule plate‑forme matérielle, ce qui réduit le besoin de maintenir des systèmes distincts pour différents environnements d’essai. Foire aux questions De combien de voies ai‑je besoin pour un essai NVH complet sur véhicule ? Une étude NVH intérieure minimale (deux microphones aux positions d’oreille, quatre accéléromètres structurels, un tachymètre) nécessite 7 voies. Une étude modale complète de la carrosserie nue (« body‑in‑white ») utilise généralement 64 à 256 voies de réponse. La plupart des programmes de mise au point NVH pour véhicules de série fonctionnent dans une plage de 16 à 64 voies, en augmentant le nombre au fur et à mesure que l’investigation se concentre sur des sous‑systèmes spécifiques. Quelle est la différence entre les accéléromètres IEPE et les accéléromètres à charge pour la NVH ? Les accéléromètres IEPE (Integrated Electronics Piezo‑Electric) intègrent un amplificateur alimenté par un courant constant provenant de l’interface d’entrée du système DAQ. Ils sont plus simples à connecter, moins sensibles à la capacité des câbles et constituent le choix standard pour la plupart des travaux NVH. Les capteurs à charge nécessitent un amplificateur de charge externe et sont privilégiés pour les environnements à très haute température (au‑delà d’environ 120 °C) où l’électronique intégrée serait endommagée. Pour les emplacements de mesure NVH typiques sur un véhicule, l’IEPE est le choix le plus pratique. La synchronisation PTP fonctionne‑t‑elle de manière fiable dans un véhicule avec plusieurs unités ? La synchronisation PTP (IEEE 1588) fonctionne sur Ethernet standard et atteint une précision de l’ordre de la sous‑microseconde dans un réseau point à point ou via un simple commutateur. Dans un véhicule, l’exigence principale est une liaison Ethernet dédiée entre les unités — non partagée avec l’infodivertissement ou d’autres trafics du réseau véhicule. Avec un commutateur dédié et une configuration réseau appropriée, le PTP maintient de manière fiable une précision de synchronisation ≤100 ns entre unités, ce qui est plus que suffisant pour l’analyse NVH jusqu’à 20 kHz. Peut‑on utiliser le même système DAQ pour les essais en laboratoire et sur route ? Oui, à condition que le système prenne en charge à la fois le fonctionnement sur secteur en laboratoire et le fonctionnement sur batterie ou alimenté par le véhicule sur le terrain, et qu’il soit renforcé pour supporter les vibrations et la plage de températures rencontrées lors des essais sur route. L’avantage d’une plate‑forme unique pour tous les environnements est d’assurer une calibration et des formats de données cohérents : les résultats des essais sur route et des mesures en chambre anéchoïque peuvent être comparés directement sans conversion de format. → En savoir plus sur SonoDAQ Pro | Demander une démo pour votre application NVH

Une caméra acoustique est l’un des outils les plus puissants dont disposent les ingénieurs qui doivent localiser, visualiser et quantifier les sources de bruit dans des environnements complexes. Que vous soyez en train de rechercher un cliquetis indésirable dans l’habitacle d’un véhicule, de traquer des fuites d’air dans un réseau d’air comprimé ou de vérifier les performances acoustiques d’un appareil ménager sur la ligne de production, une caméra acoustique peut accomplir en quelques minutes ce que les méthodes de mesure traditionnelles prennent des heures à réaliser — ou n’arrivent pas à faire du tout. Ce guide complet explique comment fonctionnent les caméras acoustiques, où elles sont utilisées, ce qu’il faut rechercher lors du choix d’un modèle et comment elles se comparent aux sonomètres classiques. À la fin de ce guide, vous aurez une compréhension claire de la technologie de localisation des sources sonores et la confiance nécessaire pour sélectionner la bonne caméra d’imagerie acoustique pour votre application. Qu’est-ce qu’une caméra acoustique ? Une caméra acoustique est un instrument qui combine un réseau de microphones et une caméra numérique afin de produire en temps réel une carte visuelle du son — souvent appelée image acoustique ou carte sonore. La superposition colorée montre exactement d’où provient le bruit, son intensité relative et la façon dont elle évolue dans le temps ou en fonction de la fréquence. Contrairement à un microphone unique, qui peut mesurer la pression acoustique en un seul point mais ne peut pas indiquer d’où provient le son, une caméra acoustique réalise une identification des sources de bruit sur un large champ de vision simultanément. Composants principaux Composant Rôle Réseau de microphones Capture le son en de multiples positions spatiales Caméra numérique Fournit l’image de référence optique Matériel d’acquisition de données Numérise et synchronise tous les canaux de microphone Logiciel de beamforming Calcule la carte sonore à partir des données du réseau Comment fonctionne une caméra acoustique ? Principe du beamforming La physique qui sous-tend une caméra acoustique repose sur une technique appelée beamforming. Voici une explication simplifiée : Les ondes sonores arrivent sur le réseau de microphones. Comme les microphones sont à des positions différentes, le même front d’onde atteint chaque microphone avec un léger décalage temporel. Les délais temporels sont calculés. Pour chaque point candidat dans l’espace de mesure, le logiciel calcule les différences de temps d’arrivée attendues sur l’ensemble des microphones. Les signaux sont décalés puis sommés. Le logiciel décale chaque signal de microphone du retard prévu puis les additionne. Si le point candidat est la véritable source, les signaux s’additionnent de manière constructive et produisent un pic marqué. Sinon, ils se compensent partiellement. Une carte sonore est générée. En balayant des milliers de points candidats, l’algorithme construit une carte couleur 2D (ou 3D) de l’intensité acoustique superposée à l’image de la caméra. Ce processus est appelé beamforming à retard et somme et constitue la base de la plupart des caméras acoustiques. Des algorithmes plus avancés — tels que CLEAN-SC, le beamforming fonctionnel et les approches de déconvolution — affinent encore l’image et améliorent la plage dynamique. Plage de fréquences et conception du réseau La plage de fréquences exploitable d’une caméra acoustique dépend de la géométrie du réseau : La limite basse de fréquence est déterminée par le diamètre global du réseau. Un réseau plus grand permet de résoudre des fréquences plus basses. La limite haute de fréquence est déterminée par l’espacement entre les microphones adjacents. Un espacement plus faible évite l’aliasing spatial aux hautes fréquences. Les caméras acoustiques typiques couvrent une plage d’environ 200 Hz à 12 kHz ou plus large, et certains réseaux spécialisés dépassent 20 kHz pour des applications comme la détection de fuites. Applications des caméras acoustiques NVH automobile (bruit, vibrations et rudesse) Les caméras acoustiques sont indispensables au développement automobile. Les ingénieurs les utilisent pour : Identifier les sources de bruit aérodynamique autour des joints de portes, des rétroviseurs et des montants A lors des essais en soufflerie. Localiser les voies de bruit intérieur — cliquetis de tableau de bord, bruit des conduits CVC, rayonnement du groupe motopropulseur — lors des essais sur route. Valider les niveaux de bruit au passage selon l’ISO 362 en cartographiant en temps réel les sources de bruit extérieures. Réduction du bruit des appareils ménagers Les attentes des consommateurs en matière d’appareils silencieux sont en hausse. Les fabricants de machines à laver, réfrigérateurs, lave-vaisselle et climatiseurs utilisent des caméras acoustiques pour : Comparer les signatures de bruit avant et après des modifications de conception. Détecter des schémas de bruit anormaux lors des contrôles qualité en fin de ligne (EOL). Localiser précisément le bruit provenant de sous-composants spécifiques (compresseurs, ventilateurs, pompes) au sein d’un produit entièrement assemblé. Équipements industriels et maintenance prédictive Dans les usines, les caméras acoustiques permettent d’identifier rapidement : Les fuites d’air comprimé, qui représentent 20 à 30 % des pertes d’énergie dans de nombreux sites. Les défauts de roulements dans les moteurs, turbines et convoyeurs — souvent avant qu’ils ne deviennent audibles à l’oreille humaine. Les décharges électriques (décharges partielles) dans les postes de commutation et transformateurs haute tension. Acoustique du bâtiment et bruit environnemental Les caméras acoustiques aident les consultants en bâtiment à identifier les chemins de transmission du son à travers les murs, les fenêtres et les traversées de systèmes CVC, à vérifier l’efficacité des écrans acoustiques et à cartographier le bruit provenant des chantiers de construction. Production d’énergie et énergies renouvelables Les fabricants et exploitants d’éoliennes utilisent des caméras acoustiques pour mesurer le bruit des pales, détecter les dommages en bord de fuite et respecter les limites de bruit environnemental. Comment choisir une caméra acoustique 1. Configuration et taille du réseau Les réseaux plans (plats) sont les plus courants : légers, portables et adaptés aux mesures frontales. Les réseaux sphériques ou 3D capturent le son dans toutes les directions pour des études acoustiques d’habitacles ou de pièces. Nombre de microphones : un plus grand nombre de microphones améliore la résolution spatiale et la plage dynamique. Entrée de gamme : 30–64 ; hautes performances : 100–200+. 2. Plage de fréquences Application Plage de fréquences typique NVH automobile (intérieur) 200 Hz – 8 kHz Bruit des appareils 300 Hz – 12 kHz Détection de fuites d’air 2 kHz – 20 kHz+ Acoustique du bâtiment 100 Hz – 5 kHz 3. Capacités logicielles Beamforming en temps réel, algorithmes avancés (CLEAN-SC, déconvolution), analyse dans le domaine temporel et fréquentiel, enregistrement vidéo avec audio synchronisé et formats d’export flexibles. 4. Portabilité et facilité d’utilisation Pour les mesures sur site, un système léger, alimenté par batterie et pouvant être utilisé par une seule personne est essentiel. Zoom sur les systèmes d’imagerie acoustique CRYSOUND La CRY8124 est un réseau planaire grand format doté de 200 micros MEMS, optimisé pour les mesures haute résolution dans les applications NVH automobiles et industrielles. La CRY2623 est une caméra acoustique compacte et portative avec 128 micros, conçue pour des inspections rapides sur le terrain — détection de fuites d’air, inspection électrique et maintenance prédictive. Les deux systèmes incluent un logiciel de beamforming en temps réel avec déconvolution CLEAN-SC, superposition vidéo et analyse spectrale. Caméra acoustique vs sonomètre : quand utiliser quoi Critère Sonomètre Caméra acoustique Ce qu’il mesure Niveau de pression acoustique en un point Localisation des sources sonores et niveau relatif sur une surface Identification des sources Non Oui — la carte visuelle indique l’emplacement des sources Conformité réglementaire Oui — valeurs en dB(A)/dB(C) traçables selon l’IEC 61672 Limitée Coût 500 $–5 000 $ 15 000 $–150 000 $+ Idéal pour Mesure de SPL, surveillance du bruit, conformité Analyse des causes racines, réduction du bruit, détection de fuites En pratique, les deux outils sont complémentaires. Un sonomètre confirme à quel point un problème est bruyant ; une caméra acoustique montre où il se situe. Conclusion Les caméras acoustiques ont transformé la manière dont les ingénieurs abordent les problèmes de bruit. En rendant le son visible, elles accélèrent l’analyse des causes racines, réduisent les cycles de développement et permettent des contrôles qualité auparavant irréalisables. Prêt à visualiser vos sources de bruit ? Contactez CRYSOUND pour une consultation personnalisée ou demandez une démonstration en direct sur votre application.
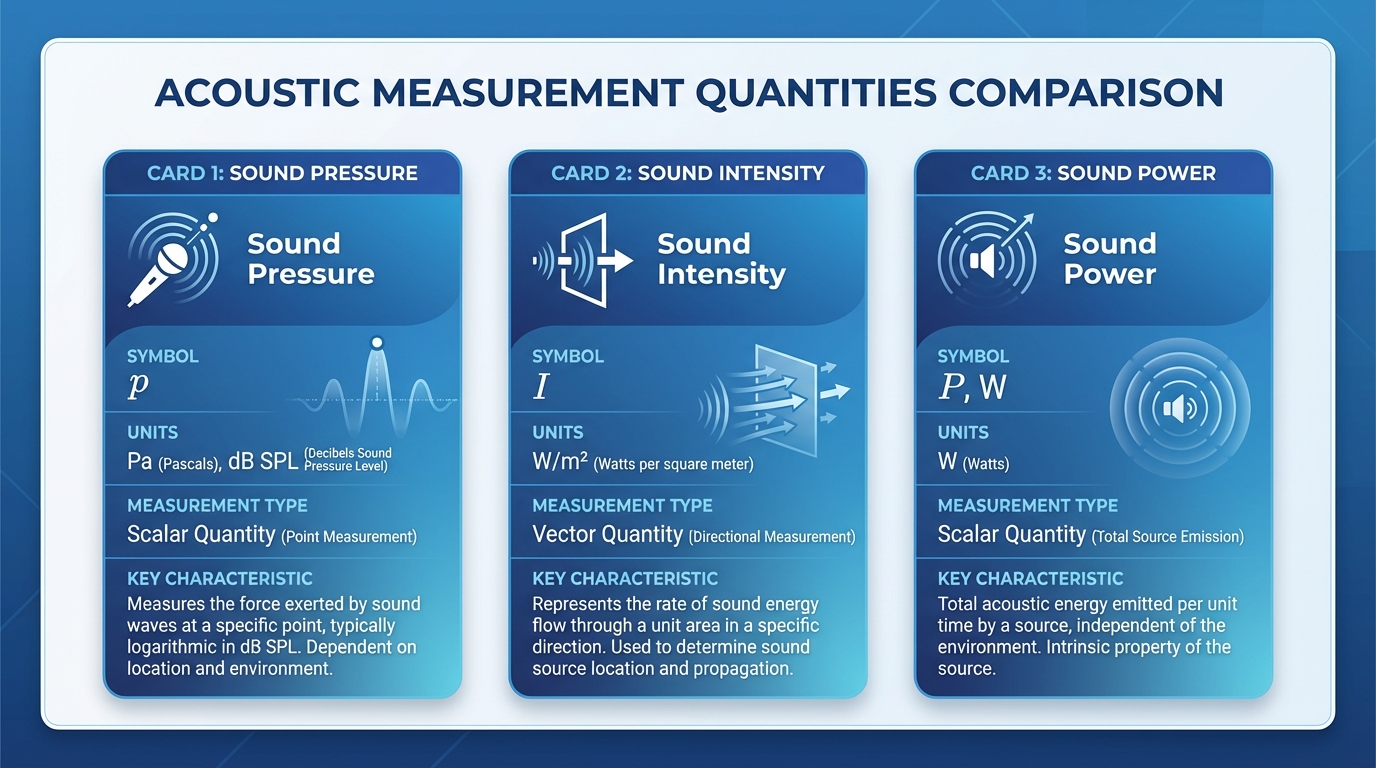
Niveau de pression acoustique, intensité sonore et puissance acoustique sont trois grandeurs fondamentales en métrologie acoustique, mais elles sont régulièrement confondues, même par des ingénieurs expérimentés. Ce guide explique ce que représente physiquement chaque grandeur, comment elles se rapportent les unes aux autres, comment les mesurer selon les normes internationales et, surtout, quand utiliser chacune d’elles dans la pratique de l’ingénierie réelle. Vue d’ensemble des trois grandeurs Grandeur Symbole Unité Ce que cela décrit Dépend de l’environnement ? Pression acoustique p (niveau : Lp) Pa (dB ref 20 µPa) Force par unité de surface en un point Oui Intensité sonore I (niveau : LI) W/m² (dB ref 1 pW/m²) Flux d’énergie par unité de surface dans une direction donnée Partiellement Puissance acoustique W (niveau : LW) W (dB ref 1 pW) Énergie acoustique totale rayonnée par une source Non Distinction clé : la pression acoustique et l’intensité sonore dépendent de l’endroit où vous mesurez ; la puissance acoustique est une propriété intrinsèque de la source. Pression acoustique : ce que vous entendez La pression acoustique est la fluctuation locale de la pression de l’air causée par une onde sonore. Le niveau de pression acoustique (SPL) s’exprime comme suit : Lp = 20 × log₁₀(p / p₀) où p₀ = 20 µPa est la pression de référence. Caractéristiques principales : grandeur scalaire, dépendante de la position, facile à mesurer avec un seul microphone étalonné. Quand l’utiliser : évaluation de l’exposition au bruit (ISO 9612), surveillance du bruit environnemental, étiquetage acoustique des produits, contrôles rapides sur le terrain. Intensité sonore : flux d’énergie avec direction L’intensité sonore est le débit de flux d’énergie acoustique traversant une unité de surface dans une direction spécifiée – une grandeur vectorielle avec une magnitude et une direction. Caractéristiques principales : directionnelle, moins sensible au bruit de fond, nécessite une sonde d’intensité spécialisée à deux microphones. Quand l’utiliser : détermination de la puissance acoustique in situ (ISO 9614), identification des chemins de bruit, essais d’affaiblissement de transmission. Puissance acoustique : indice intrinsèque de bruit de la source La puissance acoustique est l’énergie acoustique totale rayonnée par une source par unité de temps – indépendamment de l’environnement. Quand l’utiliser : spécifications de bruit des produits (directive Machines de l’UE), prédiction et modélisation du bruit, achats et appels d’offres. Méthodes de mesure et normes ISO Puissance acoustique à partir de la pression acoustique (ISO 3741–3747) Norme Environnement Précision ISO 3741 Salle réverbérante Précision (classe 1) ISO 3744 Champ libre au-dessus d’un plan réfléchissant Ingénierie (classe 2) ISO 3745 Salle anéchoïque / semi‑anéchoïque Précision (classe 1) ISO 3746 In situ (tout environnement) Reconnaissance (classe 3) Puissance acoustique à partir de l’intensité sonore (série ISO 9614) L’avantage de la méthode d’intensité est sa tolérance au bruit de fond et aux réflexions. Équipement de mesure La gamme d’acquisition de données multivoies de CRYSOUND comprend des modèles pré‑polarisés et polarisés extérieurement aux formats 1/2 pouce et 1/4 pouce, couvrant des gammes de fréquence de 3 Hz à plus de 100 kHz. Les plateformes d’acquisition de données CRYSOUND prennent en charge la mesure d’intensité avec analyse spectrale croisée en temps réel sur tous les canaux. Guide pratique d’aide au choix : de quelle grandeur avez‑vous besoin ? « J’ai besoin de vérifier la conformité au bruit sur le lieu de travail. » → Mesurez le niveau de pression acoustique selon l’ISO 9612. « Je dois comparer les émissions sonores de deux machines. » → Demandez ou mesurez le niveau de puissance acoustique. « Je dois localiser les fuites de bruit à travers un mur. » → Mesurez l’intensité sonore du côté récepteur. « Je dois prévoir à quel point une nouvelle machine sera bruyante. » → Obtenez le niveau de puissance acoustique de la machine, puis modélisez. « Je dois satisfaire à la directive Machines de l’UE. » → Déterminez le niveau de puissance acoustique selon l’ISO 3744/3746. Tableau récapitulatif Niveau de pression acoustique Niveau d’intensité sonore Niveau de puissance acoustique Type de grandeur Scalaire Vecteur Scalaire Dépend de la distance Oui Oui Non Dépend de la salle Oui Partiellement Non Instrument principal Sonomètre Sonde d’intensité Calculé à partir du SPL ou de l’intensité Normes clés IEC 61672 ISO 9614 ISO 3741–3747 Idéal pour Exposition, conformité Analyse de chemin, puissance in situ Comparaison de sources, prédiction Conclusion La pression acoustique indique à quel point c’est bruyant ici. L’intensité sonore indique quelle quantité d’énergie circule dans cette direction. La puissance acoustique indique combien de bruit la source produit, tout simplement. En comprenant ces distinctions et en choisissant la bonne méthode de mesure, vous évitez des erreurs coûteuses et obtenez plus rapidement des données acoustiques exploitables. Besoin d’aide pour choisir le bon équipement de mesure acoustique ? Contactez CRYSOUND pour discuter de votre application avec notre équipe d’acousticiens.
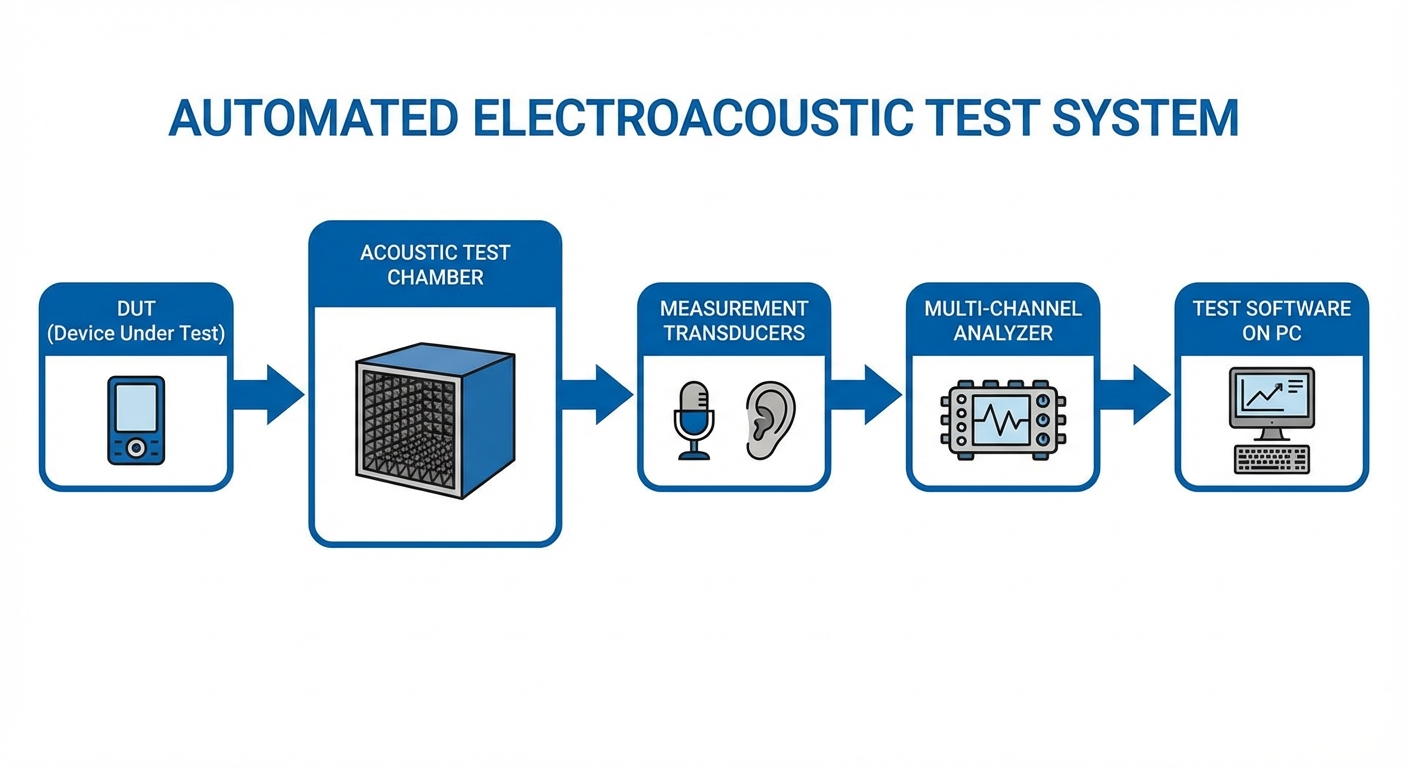
Chaque haut-parleur, microphone, casque et aide auditive qui quitte une ligne de production doit répondre à des spécifications acoustiques précises. Ce guide vous accompagne dans la transition du test électroacoustique manuel vers un système de test audio entièrement automatisé. Pourquoi automatiser ? Tests manuels vs tests automatisés L’approche manuelle Une configuration manuelle typique comprend un générateur de signaux, un amplificateur de puissance, un microphone de mesure, un analyseur audio, ainsi qu’un opérateur qui connecte le DUT, déclenche chaque mesure, lit les résultats et enregistre la conformité (réussite/échec). Limites : Lente (2–5 min/unité), dépendante de l’opérateur, sujette aux erreurs, difficile à mettre à l’échelle. L’approche automatisée Facteur Manuel Automatisé Temps de test par unité 2–5 minutes 5–15 secondes Débit 15–25 unités/heure 200–500+ unités/heure Répétabilité Dépendant de l’opérateur < Variation de 0,5 dB Enregistrement des données Manuel/partiel Automatique, traçabilité à 100 % Détection des défauts Subjective Algorithmique, cohérente Le ROI est généralement obtenu en 6–12 mois pour une production de volume moyen (>500 unités/jour). Architecture du système : matériel et logiciel 1. Génération et acquisition de signaux (analyseur audio) Les analyseurs audio modernes intègrent la génération et l’acquisition de signaux dans un seul instrument avec connectivité USB ou Ethernet. 2. Chambre de test acoustique (fixture de test) Le DUT doit être testé dans un environnement acoustique contrôlé : coupleur anéchoïque, chambre de test semi-anéchoïque ou simulateur d’oreille conforme à la norme IEC 60318. 3. Commutation et connectivité Matrice de relais, lecteur de codes-barres/QR, API programmable (PLC) ou contrôleur d’E/S pour les systèmes de convoyage et l’intégration au MES. 4. Logiciel de test La plateforme OpenTest de CRYSOUND offre un éditeur de séquences de test par glisser-déposer, un déploiement multi-stations et des tableaux de bord SPC intégrés. Principaux paramètres de test électroacoustique Réponse en fréquence : courbe SPL vs fréquence évaluée par rapport à des masques de limites supérieures et inférieures Distorsion harmonique totale (THD) : < 1 % à 1 kHz à la puissance nominale, spécification typique Rub and Buzz (R&B) : détecte les défauts mécaniques – particules libres, frottement de la bobine mobile, vibrations parasites Impédance : révèle la fréquence de résonance, la résistance continue (DC) et le comportement électrique Polarité : vérifie la bonne direction de phase Sensibilité : SPL à une distance de référence pour une entrée donnée Test d’étanchéité : pour les produits fermés Étape par étape : construire votre ligne de test automatisée Définir les exigences de test — lister chaque paramètre, les limites de réussite/échec, le temps de cycle et les normes applicables. Concevoir l’agencement de la station de test — calculer le nombre de stations, en ligne vs hors ligne, unilatéral vs multi-face. Sélectionner et acquérir les équipements — analyseur audio, microphones, chambre de test, matériel de commutation, logiciel. Assembler et intégrer — assembler les fixtures, câbler les chemins de signal, installer le logiciel, connecter le PLC/MES. Établir l’étalonnage de l’unité de référence (« golden unit ») — sélectionner 5–10 unités de référence, définir les courbes de référence et la base de répétabilité. Valider et affiner les limites — exécuter un lot pilote de 100–500 unités, analyser le rendement et ajuster les seuils. Former les opérateurs et lancer la production — documenter les procédures, mettre en service avec un enregistrement complet des données. Amélioration continue — vérification quotidienne de l’étalonnage, surveillance SPC, réétalonnage périodique des microphones. Pièges courants et comment les éviter Isolation acoustique insuffisante : concevoir une chambre offrant ≥30 dB de perte d’insertion. Limites trop serrées au lancement : utiliser les statistiques du lot pilote (moyenne ± 3σ). Ignorer la répétabilité du fixture : utiliser des fixtures à positionnement positif et vérifier avec une étude de capabilité R&R. Aucun suivi de l’unité de référence : mesurer l’unité de référence au début de chaque poste. Conclusion Passer des tests électroacoustiques manuels aux tests automatisés est rentable grâce à un débit plus élevé, une meilleure répétabilité et une traçabilité complète des données. La qualité acoustique que vos clients perçoivent n’est aussi bonne que le système de test qui l’a vérifiée. Prêt à automatiser votre ligne de test électroacoustique ? Contactez CRYSOUND pour discuter de vos besoins en tests de production. Des analyseurs audio et microphones de mesure jusqu’à la plateforme logicielle OpenTest, CRYSOUND fournit des solutions de bout en bout pour les tests audio en ligne de production.

Pendant la production pilote et la montée en cadence de la ligne, de nombreux problèmes n’apparaissent pas de la manière attendue par les équipes. Parfois, tout commence par une légère fluctuation à une station de test, ou par le commentaire d’un ingénieur de ligne disant : "Ce résultat semble un peu inhabituel."Cependant, lorsque le takt time, les objectifs de rendement et les jalons de livraison sont tous sous pression, ces anomalies apparemment mineures peuvent rapidement s’amplifier et commencer à affecter le rythme global de la production. Nous travaillons avec Huaqin comme partenaire de longue date. Au fur et à mesure de l’avancement des projets, les défis rencontrés sur la ligne de production sont devenus de plus en plus complexes. Sur site, notre rôle s’est progressivement étendu du simple support de test de production à l’analyse des problèmes et à la coordination inter‑équipes pendant la production pilote. Dans de nombreux cas, l’enjeu n’était pas seulement de savoir si une station de test fonctionnait, mais de comprendre comment absorber les incertitudes en amont et les empêcher de perturber les plannings de livraison. Les deux expériences suivantes ont toutes deux eu lieu pendant la phase de production pilote des projets Huaqin. Ce ne sont pas des cas exceptionnels. Au contraire, elles représentent le type de problèmes quotidiens qui reflètent le plus fidèlement la réalité de la livraison sur ligne de production. Problèmes de test d’étanchéité dans le projet α Lors de la montée en cadence pilote du projet α, la station de test d’étanchéité du microphone audio présentait une instabilité nette. Pour un même lot de produits, les taux de réussite fluctuaient sensiblement au fil des tests répétés, interrompant fréquemment le rythme de fonctionnement de la station. Le dépannage initial s’est naturellement concentré sur le système de test lui‑même, y compris la logique logicielle, l’état des équipements et les réglages de paramètres de base. Il est toutefois vite apparu que le problème ne provenait pas de ces aspects. Au fur et à mesure des vérifications sur site, nous avons progressivement confirmé que l’anomalie était plus étroitement liée à la structure mécanique du produit et aux caractéristiques des matériaux. Ce modèle utilisait une combinaison de matériaux relativement peu courante. Une solution d’étanchéité qui avait bien fonctionné sur des projets précédents ne parvenait pas à maintenir la régularité lors de la compression réelle. De légères variations de la pression appliquée suffisaient à influencer les résultats de test. Une fois la direction du problème clarifiée, l’approche sur site a été ajustée en conséquence. Plutôt que de modifier à répétition la solution existante, nous sommes revenus à la vérification de la compatibilité entre les matériaux et la structure. Au cours de la période suivante, nous avons travaillé avec l’équipe d’ingénierie du client sur la ligne de production, en testant plusieurs options de matériaux. Cela incluait différents types de silicones et de matériaux de calage, des variations de dureté du silicone et des ajustements des méthodes de compression du bouchon. Chaque étape était évaluée sur la base de résultats de test réels avant de passer à la suivante. Le processus n’a pas été rapide, ni particulièrement astucieux. En essence, il s’agissait de confirmer à plusieurs reprises une seule question : cette solution peut‑elle fonctionner de manière stable dans les conditions réelles de la ligne de production ?Finalement, grâce à l’introduction d’un joint personnalisé en silicone souple et à de fins ajustements de paramètres, les résultats du test d’étanchéité se sont progressivement stabilisés. La station a pu fonctionner en continu et le rythme de la production pilote a été rétabli. Figure 1. Schéma du dispositif de test Problèmes de bruit de fond dans le projet β Comparé au problème d’étanchéité du projet α, l’anomalie de bruit de fond rencontrée pendant la production pilote du projet β était plus complexe à diagnostiquer. Lors de la production pilote de casques pour le projet β sur le site Huaqin de Nanchang, la station de test du bruit de fond déclenchait des alarmes à répétition. Les données de test montraient que les niveaux de bruit mesurés dépassaient systématiquement les limites de spécification, ce qui affectait fortement le calendrier de la production pilote. Ce modèle utilisait des transducteurs haute sensibilité associés à une nouvelle conception de circuit, ce qui rendait les sources de bruit potentielles intrinsèquement plus complexes. Ce n’était pas un problème pouvant être résolu en ajustant simplement un seul paramètre. Plutôt que de se concentrer uniquement sur la station de test, nous avons travaillé avec l’équipe audio du client pour analyser le problème sous l’angle de la chaîne de signaux au niveau système. Le processus a consisté à tester successivement différents câbles blindés, à ajuster les stratégies de mise à la terre, à évaluer diverses méthodes de connexion du dongle Bluetooth, et à isoler les sources potentielles d’alimentation et d’interférences électromagnétiques dans l’environnement de test. Grâce à une analyse spectrale continue et à des tests comparatifs, le périmètre du problème a été progressivement réduit. Il a finalement été confirmé que le bruit de fond élevé était principalement lié aux interférences d’alimentation du dongle Bluetooth, combinées à des différences de comportement du produit selon les états de fonctionnement. Après avoir tiré cette conclusion, les configurations concernées ont été ajustées et validées sur site. En conséquence, les mesures de bruit de fond sont revenues dans une plage stable et maîtrisable, permettant à la production pilote de se poursuivre. Figure 2. Collaboration avec l’ingénieur du client pour résoudre les problèmes Caractéristiques communes des problèmes de production pilote Avec le recul sur ces deux expériences de production pilote, il apparaît clairement que, malgré leurs manifestations différentes, les processus de diagnostic sous‑jacents étaient très similaires. Qu’il s’agisse d’instabilité d’étanchéité ou de bruit excessif, la cause racine ne pouvait pas être isolée à un seul module. Une résolution efficace exigeait une évaluation sur site englobant la structure mécanique, les matériaux, les états de fonctionnement du système et les conditions de test. Pendant la production pilote, des problèmes de ce type s’accompagnent rarement de réponses toutes faites. Ils sont également peu susceptibles d’être résolus en un seul cycle de vérification. Le plus souvent, les progrès viennent de tentatives répétées, de comparaisons et d’éliminations, qui permettent de converger progressivement vers une solution réellement adaptée à une exploitation durable de la ligne de production. La livraison sur ligne de production suit rarement un parcours parfaitement fluide. Dans de nombreux cas, ce qui détermine finalement si un projet peut avancer comme prévu, ce sont ces problèmes inattendus qu’il faut traiter immédiatement dès qu’ils surviennent. Dans notre collaboration à long terme avec les clients, notre travail se situe souvent à ces moments critiques : nous travaillons aux côtés des équipes d’ingénierie pour stabiliser les processus, maintenir l’élan et faire progresser les projets pas à pas. Si vous souhaitez vous aussi que CRYSOUND accompagne votre ligne de production, vous pouvez remplir le formulaire « Contactez‑nous » ci‑dessous.

Dans notre précédent article de blog, « Détection de bruits anormaux : des oreilles humaines à l’IA », nous avons présenté les principaux points douloureux de l’écoute manuelle, introduit la solution de test de bruits anormaux basée sur l’IA de CRYSOUND, décrit de façon générale la méthode d’entraînement et montré comment le système peut être déployé sur une ligne de production de TWS. Dans cet article, nous allons plus loin : nous approfondissons les principes d’analyse de l’algorithme d’IA de détection de bruits anormaux de CRYSOUND, nous partageons des configurations de test pratiques et des performances en conditions réelles, puis nous concluons par une liste de contrôle complète de configuration que vous pouvez utiliser pour planifier ou valider votre propre déploiement. Défis de la détection d’anomalies avec des algorithmes classiques Dans les usines réelles, les vrais défauts sont à la fois rares et très divers, ce qui rend difficile la constitution d’une bibliothèque complète de signatures sonores anormales pour un entraînement supervisé. Même des algorithmes à base de règles bien réglés — parfois fortement personnalisés — couvrent rarement toutes les signatures anormales. De nouveaux modes de défaut, de légères variations et l’évolution des conditions de production peuvent se situer en dehors des seuils ou modèles de caractéristiques prédéfinis, ce qui entraîne des défauts non détectés (échappés). Sur la figure ci-dessous, nous comparons deux fichiers wav que nous avons générés manuellement. Figure 1 : Wav OK Figure 2 : Wav NG Vous pouvez voir que les contrôles classiques — réponse en fréquence, THD et algorithme rub & buzz (R&B) typique — détectent difficilement le défaut de bruit de faible niveau injecté ; l’écart global de la courbe n’est que d’environ 0,1 dB. Dans une simple comparaison FFT, les deux fichiers wav présentent bien quelques divergences, mais en conditions de production réelles, l’énergie du défaut peut être encore plus faible, ce qui la fait très probablement passer sous les seuils fixes et la laisse échapper. En revanche, dans la représentation temps–fréquence, la signature anormale est clairement visible, car elle apparaît comme un motif structuré dans le temps plutôt que comme un petit changement sur une seule courbe moyennée. Figure 3 : Résultats d’analyse Principe de l’algorithme d’IA de détection de bruits anormaux CRYSOUND propose une approche de détection de bruits anormaux basée sur un cadre d’apprentissage profond qui identifie les défauts en reconstruisant le spectrogramme et en mesurant ce qui ne peut pas être correctement reconstruit. Cela permet de dépasser les limites essentielles des méthodes classiques basées sur des règles et, sur le plan des principes, d’obtenir une couverture de défauts plus large et plus systématique — en particulier pour les signatures anormales subtiles, diverses et jamais vues auparavant. La figure ci-dessous illustre le flux de travail central de notre chaîne d’entraînement et d’inférence. Figure 4 : Principe du flux de l’algorithme Pendant l’entraînement du modèle, nous construisons l’algorithme en suivant le flux de travail ci-dessous. Figure 5 : Principe de décision de l’algorithme Comment utiliser et déployer l’algorithme d’IA Préparation Commencez par préparer un microphone de mesure à faible bruit / simulateur d’oreille à faible bruit et une alimentation pour microphone, afin de pouvoir capturer les signatures anormales subtiles tout en fournissant une alimentation stable au micro. Figure 6 : Microphone de mesure à faible bruit Ensuite, vous aurez besoin d’une carte son pour enregistrer le signal et transférer les données vers le PC hôte. Figure 7 : Système d’acquisition de données Troisièmement, utilisez un dispositif de fixation ou gabarit de positionnement pour maintenir le produit afin que le positionnement soit reproductible et que chaque enregistrement soit effectué dans des conditions cohérentes. Enfin, garantissez un environnement acoustique calme et stable : en laboratoire, une chambre anéchoïque est idéale ; sur une ligne de production, on utilise généralement une boîte d’insonorisation pour contrôler le bruit ambiant et garder des mesures cohérentes. Figure 8 : Salle anéchoïque Figure 9 : Chambre anéchoïque Développement du modèle Commencez par créer une séquence de test dans SonoLab, sélectionnez « Deep Learning » et appliquez le paramètre. Ensuite, sélectionnez le module d’algorithme d’IA de détection de bruits anormaux approprié ainsi que son API correspondante. Figure 10 : Interface de séquence 1 Ouvrez ensuite les Paramètres et spécifiez le type de modèle, ainsi que les chemins de fichier du jeu de données d’entraînement et du jeu de données de test. Cliquez sur Train et attendez la fin de l’entraînement du modèle (la durée d’entraînement dépend du matériel de votre PC). Figure 11 : Interface de séquence 2 Pendant l’entraînement, l’indicateur d’état passe au jaune. Une fois l’entraînement terminé, il passe au vert et affiche le message « Entraînement terminé ». Figure 12 : Interface de séquence 3 Enfin, placez vos fichiers WAV de test dans le dossier de test spécifié et exécutez la séquence. Le modèle démarrera automatiquement et produira les résultats d’analyse. Cas de test Figure 13 : Environnement de test Figure 14 : Courbe de test Schéma bloc du système Figure 15 : Schéma bloc du système 1 Figure 16 : Schéma bloc du système 2 Équipement Davantage de détails techniques sont disponibles sur demande ; veuillez utiliser le formulaire « Contactez-nous » ci‑dessous. Notre équipe peut partager des réglages recommandés et un flux de travail sur site adapté à vos conditions de production.

À mesure que les microphones et capteurs A²B sont de plus en plus adoptés dans les applications automobiles, la demande d’essais fiables en R&D comme en production augmente elle aussi. Cet article explique pourquoi les tests A²B sont importants, met en avant les avantages de l’A²B par rapport au câblage analogique traditionnel en termes d’interconnexion et de montée en charge, décrit les principaux indicateurs de mesure (tels que la réponse en fréquence, le THD+N, la phase/la polarité et le RSB) et présente un exemple typique de banc de test ainsi que la configuration de solution correspondante. Pourquoi le test des microphones et capteurs A²B est important L’audio embarqué ne se limite plus à la simple « lecture de musique ». Les véhicules modernes dépendent d’un système de détection acoustique haute performance pour la téléphonie mains libres, la communication dans l’habitacle, les assistants vocaux, l’ANC/RNC et bien plus encore ; et ces fonctionnalités s’appuient de plus en plus sur de multiples microphones et même des accéléromètres déployés dans tout l’habitacle. ADI souligne que la forte expansion des applications liées à l’audio, à la voix et à l’acoustique constitue une tendance clé, et que les nouvelles approches de microphones et de connectivité numériques permettent une adoption plus large. Pour garantir des performances constantes, les équipes ont besoin d’un flux de test reproductible pour différentes positions de nœuds, longueurs de faisceaux et configurations, sans transformer chaque session de débogage en projet personnalisé. Le basculement des interconnexions : des câbles analogiques blindés au bus audio numérique A²B Historiquement, augmenter le nombre de microphones signifiait souvent augmenter le câblage analogique blindé, ce qui ajoute du poids, des coûts et une charge d’intégration, limitant parfois ces fonctionnalités aux segments de véhicules haut de gamme. A²B (Automotive Audio Bus) résout ce problème d’interconnexion en permettant une architecture audio numérique en réseau, évolutive et à comportement déterministe – exactement ce dont les applications acoustiques sensibles au temps ont besoin. Les figures a et b montrent comment une telle conception peut être réalisée avec, respectivement, des systèmes analogiques traditionnels et des systèmes numériques A²B. Figure 1 (a) Conception de système analogique avec éléments de microphone analogiques (câbles blindés). (b) Conception de système numérique avec éléments de microphone numériques (technologie A²B et câbles UTP). Ce que vous mesurerez : principaux indicateurs de performance des microphones A²B Réponse en fréquence (FR) THD+N Phase / polarité (et cohérence entre canaux pour les réseaux de microphones) RSB AOP (si requis par votre programme/spécification) Schéma-blocs typique – à quoi ressemble le banc de test Chez CRYSOUND, nous fournissons bien plus que la seule interface A²B CRY580. Nous proposons une solution complète de test audio automobile, incluant des cartes d’acquisition audio, des microphones et capteurs, des sources acoustiques, des montages personnalisés, des caissons de test acoustique et des vibrateurs, pour offrir une expérience de test complète et rationalisée. Figure 2 Voici une description du schéma-blocs de test, incluant l’utilisation du tout dernier logiciel de test et de mesure audio OpenTest https://opentest.com Liste de nomenclature de la solution (BOM) La valeur de la prise en charge de bout en bout : réduire le temps d’intégration système et minimiser les coûts de coordination entre plusieurs fournisseurs. Nous couvrons tout, de la R&D aux tests en ligne de production. Figure 3 Liste de nomenclature (BOM) de la solution Si vous souhaitez en savoir plus sur les tests A²B, veuillez remplir le formulaire « Contactez-nous » ci-dessous et nous vous recontacterons rapidement.

La précision des mesures n’est fiable que si les instruments qui les réalisent le sont aussi. Chez CRYSOUND, la fiabilité à long terme a toujours fait partie de notre façon d’accompagner les travaux professionnels de tests acoustiques et de métrologie – en particulier pour les équipements qui doivent offrir des performances constantes sur de nombreuses années. C’est pourquoi CRYSOUND propose une garantie limitée de 10 ans pour les capteurs éligibles de la série CRY3000, afin d’offrir une confiance à long terme aux laboratoires, fabricants et professionnels de l’audio qui dépendent de performances stables. Ce que couvre la garantie de 10 ans Il s’agit d’une garantie limitée axée sur les défauts de matériau ou de fabrication qui surviennent dans des conditions d’utilisation, d’installation et de maintenance normales. Ce n’est pas une garantie d’aptitude à un usage particulier. Catégories de produits éligibles (série CRY3000) La garantie limitée de 10 ans s’applique aux catégories suivantes de la série CRY3000 (traçables par plaque signalétique/numéro de série du produit) :Microphones Préamplificateurs Ensembles de microphones Simulateurs de bouche Simulateurs d’oreille Ensembles de simulateurs d’oreille. Durée de la garantie : 10 ans (et ce qui la différencie) Pour les principales catégories de produits ci‑dessus, la durée de la garantie est de 10 ans.Les accessoires/consommables (par exemple bonnettes, câbles, adaptateurs, joints, pavillons d’oreille remplaçables, emballages) sont couverts par une garantie de 6 mois, sauf stipulation contraire par contrat ou conditions distinctes. Date de début de la période de garantie La période de garantie est calculée à partir de la date d’expédition/de livraison. Si cette date n’est pas disponible, elle est calculée à partir de la date d’achat par l’utilisateur final (avec preuve contractuelle). Si aucune preuve valable ne peut être fournie, CRYSOUND peut utiliser la date de fabrication ou le dernier enregistrement traçable de numéro de série comme référence. Ce que CRYSOUND fera en cas de défauts éligibles Si CRYSOUND confirme que le problème est couvert, nous pourrons fournir une ou plusieurs des prestations suivantes : Réparation gratuite, y compris les pièces nécessaires et la main‑d’œuvre Remplacement par le même modèle ou par un modèle de performance égale ou supérieure (neuf ou reconditionné/remis à neuf certifié) Les produits personnalisés ou de projet suivent les conditions du contrat Les réparations ou remplacements ne prolongent pas la période de garantie initiale. Limites claires (exclusions typiques) En tant que garantie limitée, elle exclut les problèmes causés par une mauvaise utilisation, des chutes/écrasements, une infiltration de liquide, des environnements corrosifs, une alimentation/ESD/surtension hors spécifications, une installation/mise à la terre/étanchéité/maintenance incorrectes, un démontage ou une modification non autorisés, des numéros de série manquants ou modifiés, l’usure normale/changements esthétiques, une mauvaise manutention lors de l’expédition ou du stockage, ou des problèmes de compatibilité avec des produits tiers (le cas échéant). Remarque sur l’étalonnage (important pour les utilisateurs de métrologie) Étant donné que les microphones et les simulateurs sont des instruments de métrologie, une légère dérive peut survenir en raison de l’environnement et de l’incertitude de mesure. Sauf si la dérive est confirmée comme étant due à un défaut de fabrication, l’étalonnage/rétalonnage et la mise à jour des certificats ne sont généralement pas inclus gratuitement (des services payants d’étalonnage/vérification peuvent être proposés). Logistique de service (expédition et lieu de service) Pour les cas couverts par la garantie, les utilisateurs prennent généralement en charge les frais d’expédition aller‑retour vers CRYSOUND ou les points de service agréés. Le service transfrontalier peut entraîner des droits ou des frais de dédouanement, sauf accord contraire par contrat. CRYSOUND organisera l’option de service la plus proche en fonction de la région, du type de produit et de la disponibilité des pièces de rechange. Garantie et support Pour demander un service au titre de la garantie ou une assistance technique, contactez info@crysound.com (ou votre interlocuteur commercial CRYSOUND). Consultez la politique de garantie sur notre site Web : https://design.crysound.com/warranty/

Dans de nombreuses applications pratiques, l’acquisition de données n’est pas effectuée dans un environnement « de laboratoire idéal ». Le dispositif sous test peut être connecté au secteur, à des armoires de distribution, à des variateurs de fréquence ou à de grands systèmes électromécaniques, tandis que la carte d’acquisition, de l’autre côté, est reliée par USB ou Ethernet à un ordinateur — parfois utilisé directement par une personne. Ces deux côtés ne se trouvent souvent pas au même potentiel électrique. S’il n’y a pas d’isolation électrique efficace à l’intérieur de la carte d’acquisition de données, cette différence de potentiel peut se propager via les lignes de signal, les blindages ou les chemins de masse vers le côté système, entraînant des distorsions de mesure, des dysfonctionnements d’interface, voire des risques pour la sécurité. C’est la raison fondamentale pour laquelle l’isolation existe dans les systèmes d’acquisition de données. Quelle est la valeur d’isolation d’une carte d’acquisition de données ? Dans un système d’acquisition de données, la valeur d’isolation n’est pas un simple nombre de tension et n’est pas non plus équivalente à « la tension que l’entrée peut supporter directement ». Elle décrit s’il existe une barrière d’isolation électrique fiable entre le côté mesure (connecté aux capteurs et au dispositif sous test) et le côté système (connecté à l’ordinateur hôte, aux interfaces de communication et à l’alimentation électrique), et sous quel niveau de contrainte en tension cette isolation reste valable. Principe de l’isolation Vous pouvez considérer l’isolation comme un pont entre deux îles : Le pont laisse passer l’information : données de mesure, communication numérique, signaux de commande. Mais il bloque les courants dangereux : courants de défaut, courants de boucle de masse et énergie susceptible d’amener un fort potentiel du côté hôte. Pour cette raison, l’isolation dans les systèmes d’acquisition de données prend généralement en compte à la fois la sécurité et la stabilité de mesure en même temps. Pourquoi l’isolation est-elle souvent plus importante que les spécifications de précision ? Dans de nombreuses applications sur le terrain, les ingénieurs ne rencontrent pas des problèmes du type « résolution insuffisante », mais plutôt : Le même système fonctionne bien au laboratoire, mais le bruit augmente fortement sur site. Dès que plusieurs appareils sont interconnectés, les données commencent à dériver. Le simple remplacement de l’ordinateur ou l’utilisation d’une autre prise de courant fait soudainement disparaître le problème. La cause commune sous-jacente à ces phénomènes n’est souvent pas liée aux algorithmes ou aux performances de l’ADC, mais plutôt à une gestion incorrecte des relations de potentiel électrique au sein du système d’acquisition. Toute la valeur de l’isolation réside précisément ici : en rompant les boucles de courant inutiles et en limitant les chemins de propagation de la tension de mode commun et de l’énergie de défaut, l’isolation permet au système d’acquisition de se comporter de manière contrôlée et prévisible, même dans des environnements électriques complexes. Dans les discussions industrielles, les valeurs fondamentales de l’isolation se répartissent généralement en trois catégories : intégrité du signal, sécurité et protection de l’instrument. Intégrité du signal : rompre les boucles de masse et améliorer le rejet de mode commun De nombreux cas de « mesure inexacte » ne sont pas dus à la résolution de l’ADC, mais à des courants indésirables circulant dans les fils de masse ou les blindages. Lorsque le dispositif sous test et l’ordinateur hôte, le châssis ou d’autres équipements se trouvent à des potentiels de masse différents, le fait de les relier par des câbles de signal peut former des boucles de masse. Les interférences secteur et le bruit électromagnétique apparaissent alors comme un « bruit de fond » ou une ondulation sur la forme d’onde. L’isolation améliore la situation en interrompant les chemins de boucle de courant. Sécurité : confiner les forts potentiels et l’énergie de défaut au côté mesure Lorsque les points de mesure se trouvent à proximité du secteur, d’armoires de distribution ou de variateurs de fréquence, le vrai risque n’est pas seulement la « haute tension », mais l’endroit où une tension anormale ou une énergie de défaut peut se propager. S’il n’y a pas d’isolation électrique nette entre le côté mesure et le côté hôte, cette énergie peut voyager par les connexions de signal ou de masse jusqu’à l’ordinateur ou aux interfaces de communication, provoquant des dommages matériels ou des risques pour la sécurité. L’isolation établit une frontière de sécurité interne claire : les forts potentiels et les environnements électriques incertains sont confinés au côté mesure, tandis que le côté système — où se trouvent l’ordinateur hôte et l’opérateur — reste dans une plage de potentiel contrôlée et sûre. Si une condition anormale se produit, le problème est contenu du côté mesure et ne se propage pas plus loin. Protection de l’instrument : une fenêtre de mesure plus large en présence d’une tension de mode commun élevée Un système d’acquisition non isolé lie effectivement la masse de référence de mesure à la masse système ou à la terre. Par conséquent, la plage d’entrée mesurable est centrée autour du potentiel de terre. Si l’ensemble du signal se décale vers un fort potentiel de mode commun, l’amplificateur d’entrée ou l’ADC peut dépasser sa plage admissible ou même être endommagé. Un système isolé permet à la référence de mesure de « flotter », ce qui permet de centrer la fenêtre de mesure d’entrée autour de la masse locale isolée. Cela autorise un fonctionnement sous des tensions de mode commun bien plus élevées, les limites ultimes étant déterminées conjointement par la barrière d’isolation et les circuits de protection d’entrée. Termes liés à l’isolation fréquemment confondus L’isolation est souvent mal comprise parce qu’un seul terme — « tension d’isolation » — est utilisé pour répondre à des questions très différentes. Ce qui suit clarifie ces concepts liés mais distincts. Tension de mode commun La tension de mode commun désigne la tension appliquée simultanément aux deux entrées de mesure par rapport à la masse de référence du système d’acquisition. Ce n’est pas le signal d’intérêt. Le signal de mesure concerne la différence entre deux bornes d’entrée, tandis que la tension de mode commun décrit à quel point ces deux bornes sont élevées ensemble par rapport à la masse. Par exemple, dans des empilements de batteries ou des alimentations flottantes, le signal lui-même peut n’être que de quelques volts, mais l’ensemble de la source peut être élevé de plusieurs dizaines ou centaines de volts au-dessus de la masse de la carte d’acquisition. Dans les environnements industriels, le bruit de masse ou les interférences électromagnétiques peuvent également imposer une tension alternative variable dans le temps sur les deux conducteurs de mesure. Ces « tensions collectivement élevées ou oscillantes » constituent la tension de mode commun. Tension de service La tension de service est la tension qui peut être appliquée en continu à un dispositif pendant de longues périodes. Elle est généralement comprise comme la combinaison de la tension mesurée et de la tension de mode commun et représente la condition sous laquelle le dispositif peut fonctionner de manière fiable dans le temps. Tension de tenue La tension de tenue indique si la barrière d’isolation peut supporter une très haute tension appliquée pendant une courte durée sans claquage ni dommage. Pour la vérifier, on réalise généralement un essai de tenue diélectrique (hipot). Lors d’un tel test, une tension nettement supérieure aux conditions normales de fonctionnement est appliquée de part et d’autre de la barrière d’isolation pendant environ une minute. Si aucun claquage, courant de fuite anormal ou dommage fonctionnel ne se produit, la barrière d’isolation est considérée comme électriquement robuste. Il est essentiel de noter que la tension de tenue ne signifie pas que l’appareil peut fonctionner en continu à cette tension. Il s’agit d’un indicateur de sécurité et de qualité, démontrant que l’isolation ne cédera pas immédiatement dans des conditions anormales ou extrêmes. Protection contre les surtensions en entrée La protection contre les surtensions en entrée spécifie la tension différentielle maximale admissible entre les bornes positive et négative d’un même canal d’entrée. Le dépassement de cette limite peut endommager les circuits d’entrée. Ce paramètre est fondamentalement différent de la tension de tenue d’isolation : La tension de tenue d’isolation s’applique entre le côté mesure et le côté système. La protection contre les surtensions s’applique entre les bornes positive et négative d’un même canal. Catégorie de mesure (CAT) La catégorie de mesure définit la sévérité des surtensions transitoires auxquelles un système de mesure peut être confronté dans son environnement électrique. Les catégories augmentent de CAT I à CAT IV : CAT I : circuits électroniques à faible énergie. CAT II : appareils ménagers et prises de courant, généralement protégés par des tableaux de distribution intérieurs. CAT III : armoires de distribution industrielles et environnements avec de gros moteurs, pompes ou compresseurs, soumis à des transitoires de commutation et à des surtensions de charges inductives. CAT IV : points de distribution de puissance extérieurs exposés aux surtensions et aux impacts de foudre. Degré de pollution Le degré de pollution décrit les facteurs environnementaux tels que la poussière, l’humidité et la condensation qui affectent les surfaces d’isolation. Un degré de pollution plus élevé réduit les performances effectives de l’isolation et impose une résistance d’isolation de base plus élevée. Que signifie réellement « isolation 1000 V » ? Lorsqu’une spécification indique « isolation 1000 V », trois questions immédiates doivent être posées, faute de quoi ce nombre n’a aucune réelle valeur de comparaison : S’agit-il de courant alternatif (AC) ou continu (DC) ? S’agit-il de Vrms, Vpk ou Vdc ? S’agit-il d’une tension de tenue (court terme) ou d’une tension de service (long terme) ? Qu’est-ce qui est exactement isolé ? Canal par rapport à la masse ? Canal par rapport à canal ? Côté mesure par rapport au côté USB/hôte ? Le point le plus important à retenir est le suivant : « isolation 1000 V en tenue » ne signifie pas automatiquement que le système peut fonctionner en continu à 1000 V de tension de mode commun, ni que 1000 V peuvent être appliqués directement à l’entrée. La capacité en fonctionnement continu dépend de la tension de service, de la catégorie de mesure, de la protection contre les surtensions en entrée et de l’ensemble de la chaîne système, y compris les capteurs, les câbles et les bornes. Comment l’isolation est-elle mise en œuvre : barrières d’isolation et méthodes de transfert de signal L’isolation n’est pas une simple « séparation par l’air », mais une combinaison de structure, de matériaux et de mécanismes de couplage de signal. Les méthodes courantes de transfert de signal à travers l’isolation comprennent : Isolation inductive / basée sur transformateur L’isolation inductive transmet l’énergie ou l’information via des champs magnétiques plutôt que par conduction électrique directe, sur la base de la loi de Faraday sur l’induction électromagnétique. Bloc de circuit d’isolation inductive À l’intérieur de la puce, des bobines planes sont réalisées sur le silicium ou dans le boîtier, formant des structures analogues à des transformateurs. Côté émetteur : courant → bobine → champ magnétique alternatif Côté récepteur : variation du champ magnétique → tension induite → restitution du signal Les avantages incluent une très forte immunité aux transitoires de mode commun (CMTI), une grande vitesse, une faible gigue, une stabilité à long terme et une excellente homogénéité entre canaux. Les inconvénients incluent une consommation d’énergie et un coût plus élevés par rapport à l’isolation capacitive. Couplage capacitif L’isolation capacitive exploite la propriété des condensateurs de « bloquer le continu et laisser passer l’alternatif » pour réaliser l’isolation en tension, en s’appuyant sur la variation du champ électrique dans le diélectrique. Bloc de circuit d’isolation capacitive Variation du signal → variation du champ électrique → couplage par courant de déplacement Les avantages incluent une faible consommation d’énergie, une petite surface de puce, une forte intégration, un coût plus faible et une grande vitesse. Les inconvénients incluent une plus grande sensibilité au dv/dt de mode commun, des exigences plus strictes sur la symétrie du circuit imprimé et une dépendance accrue au routage de la masse de référence. Isolation optique L’isolation optique utilise la lumière comme milieu d’isolation, l’air ou un isolant transparent assurant la séparation physique. Le principe repose sur la conversion photoélectrique associée à une isolation spatiale. Bloc de circuit d’isolation optique Signal électrique → émission de la LED → dispositif photosensible → signal électrique Les avantages incluent une structure simple, une tension de tenue extrêmement élevée, de bonnes performances pour les signaux basse fréquence et de commutation, ainsi qu’une forte robustesse CEM. Les inconvénients incluent une vitesse plus lente due à la latence des dispositifs, une plus grande variabilité et une inadaptation aux systèmes synchrones de haute précision. Comparaison des technologies d’isolation ÉlémentInductiveCapacitiveOptiqueTension de tenue★★★★☆★★★☆★★★★★Vitesse de transmission★★★★☆★★★★★★★Immunité au mode commun★★★★★★★★☆★★Immunité EMI★★★☆★★★★★★★★★Stabilité★★★★★★★★★★★Faible consommation★★★★★★★★★★Adaptée à l’acquisition de données (DAQ)RecommandéeRecommandéeNon recommandée Un indicateur souvent négligé mais essentiel ici est le CMTI. Dans des environnements à fort dv/dt tels que les onduleurs, les alimentations de puissance à base de SiC/GaN et les variateurs de moteurs, le problème n’est souvent pas la hauteur de la tension de mode commun statique, mais la rapidité de ses variations. Des transitoires rapides de haute tension peuvent se coupler à travers les capacités parasites de part et d’autre de la barrière d’isolation, perturbant ou corrompant la transmission des données. Par conséquent, l’isolation doit résister non seulement à l’amplitude de la tension, mais aussi à la vitesse de ses transitions. Topologies d’isolation courantes dans l’acquisition de données Avant de se demander si une carte DAQ est isolée, il est plus important de poser la question suivante : où l’isolation est‑elle appliquée ? Différents produits peuvent utiliser des domaines d’isolation complètement différents, ce qui conduit à des limites de capacité et à une adéquation applicative très différentes. Les topologies d’isolation DAQ courantes incluent : Isolation canal‑masse système Isolation par groupes (« bank isolation ») Isolation canal‑canal Isolation canal‑masse système Définition : chaque canal (ou groupe d’étages analogiques d’entrée) est isolé de la masse système et de la masse hôte, tandis que les canaux partagent généralement une masse de référence commune. Canal par rapport à la masse système Cette topologie permet de : Rompre les boucles de masse entre le côté mesure et le côté hôte. Empêcher les forts potentiels ou l’énergie de défaut d’atteindre l’ordinateur, l’USB ou l’interface réseau. Améliorer significativement la stabilité lorsque les masses de mesure et d’hôte diffèrent. L’ensemble du système DAQ « flotte » effectivement avec le dispositif sous test, tandis que l’hôte reste du côté sûr. Les scénarios adaptés incluent les mesures industrielles de terrain où tous les canaux partagent le même potentiel. Isolation par groupes Définition : les canaux sont répartis en groupes (banques). Chaque banque possède son propre domaine d’isolation, avec isolation entre les banques et entre chaque banque et la masse système. Isolation par groupes (bank isolation) Cette topologie permet de mesurer simultanément plusieurs systèmes indépendants tout en préservant la synchronisation multicanal à l’intérieur de chaque banque, ce qui équilibre coût, encombrement et performance d’isolation. Isolation canal‑canal Définition : chaque canal dispose d’un domaine d’isolation et d’une masse de référence entièrement indépendants. Isolation canal‑canal Chaque canal fonctionne en pratique comme un système d’acquisition isolé indépendant, adapté aux empilements de batteries, aux mesures distribuées et aux scénarios présentant de grandes différences de potentiel entre canaux, au prix d’un coût, d’un encombrement et d’une complexité système plus élevés. Choix de l’isolation : des paramètres au jugement pratique Après avoir compris les concepts d’isolation, les topologies et les valeurs de tension, la question clé devient : un schéma d’isolation donné est‑il réellement adapté à l’application ? De nombreux mauvais choix proviennent du fait de se focaliser sur un seul nombre, tel que « isolation 1000 V », sans préciser où l’isolation s’applique, pendant combien de temps et quelles protections supplémentaires sont nécessaires. Qu’est‑ce qui est isolé, et où l’isolation est‑elle réalisée ? Si tous les objets de mesure appartiennent au même système et qu’il n’existe aucune différence de potentiel entre eux, il convient de choisir une carte d’acquisition de données à isolation canal‑masse système. Si les objets de mesure appartiennent à plusieurs systèmes différents, mais que les points de mesure au sein de chaque système partagent la même masse de référence, il convient de choisir une architecture d’isolation par groupes (bank isolation). Dans ce cas, les points de mesure provenant de systèmes différents ne doivent pas être connectés à la même banque de la carte d’acquisition. Si tous les objets de mesure appartiennent au même système mais présentent d’importantes différences de potentiel entre eux, il convient de choisir une carte d’acquisition de données à isolation canal‑canal. C’est le prérequis pour évaluer tous les paramètres liés à l’isolation.Si l’emplacement de l’isolation n’est pas clair, les autres spécifications de tension sont presque dénuées de sens pour la comparaison. Tension de tenue d’isolation d’un système d’acquisition de données À minima, les informations suivantes doivent être clairement indiquées :s’il s’agit d’une tension AC ou DC, la durée (généralement un essai de tenue d’environ 1 minute), puis seulement la valeur de tension elle‑même. Si une carte d’acquisition de données indique une tension d’isolation AC de 1000 V, cela signifie qu’une tension alternative de valeur crête ±1414 V est appliquée entre les masses de circuit situées de part et d’autre de la barrière d’isolation et qu’au bout de 1 minute le courant de fuite reste inférieur à 0,1 mA. Si une carte d’acquisition de données indique une tension d’isolation DC de 1000 V, cela signifie qu’une tension continue de +1000 V ou −1000 V est appliquée entre les masses de circuit de part et d’autre de la barrière d’isolation et qu’au bout de 1 minute le courant de fuite reste inférieur à 0,1 mA.Cependant, il ne faut pas en déduire qu’une tension de ±1000 V AC peut être appliquée dans ce cas — les deux ne sont pas équivalents, car les appareils ont des capacités de tenue différentes vis‑à‑vis des tensions AC et DC. Il convient de souligner que les tensions de tenue évoquées ci‑dessus sont des valeurs de tenue à court terme. Elles ne signifient pas que l’appareil peut fonctionner en continu à 1000 V de tension de mode commun. Elles indiquent seulement que l’appareil ne sera pas endommagé dans ces conditions, sans garantir un fonctionnement normal. Tension maximale de fonctionnement en mode commun C’est le paramètre qui mérite une attention particulière lors du choix d’une carte d’acquisition de données. Dans la plupart des cas, il s’agit de la différence de tension à long terme entre le côté mesure et la masse système. Par exemple, si nous voulons mesurer le courant sur une ligne secteur 220 V, la tension de mode commun correspondante est : 220 V × 1,414 = 311 V En prévoyant au moins une marge de 50 %, la carte d’acquisition de données doit donc supporter une tension maximale de fonctionnement en mode commun supérieure à 466 V. Si une fiche technique ne fournit que la tension de tenue d’isolation, sans préciser clairement la tension de service ou la plage maximale de mode commun, une extrême prudence s’impose en utilisation pratique. Plage de tension d’entrée La plage de tension d’entrée est aussi appelée tension différentielle. Elle définit la différence de tension que les bornes d’entrée d’un canal peuvent tolérer. La question clé est de savoir ce qui se passe lorsque cette limite est dépassée :le signal est‑il écrêté, l’entrée est‑elle coupée, ou des dommages permanents se produisent‑ils ? Ce paramètre détermine si l’appareil peut se protéger lui‑même en cas d’erreur de câblage ou de conditions anormales, ou s’il échouera de manière catastrophique. Si la différence entre tension de mode commun et tension différentielle n’est toujours pas claire à ce stade, l’analogie suivante peut aider. Mesurer à travers une rivière Sur le schéma, la personne ne peut pas atteindre directement la pomme à cause de la rivière qui joue le rôle de barrière d’isolation, elle utilise donc un pied à coulisse à manche rallongé pour mesurer la pomme sur la rive opposée. La distance de 300 cm à travers la rivière correspond à la tension de mode commun dans le système, tandis que la plage de mesure du pied à coulisse (20 cm) correspond à la plage de tension différentielle. Structure d’isolation du module SonoDAQ (exemple d’isolation par groupes) Après avoir distingué l’isolation canal‑masse, l’isolation par groupes et l’isolation canal‑canal, ainsi que les différents paramètres d’isolation, la question suivante se pose pour un produit donné : où exactement la frontière d’isolation est‑elle tracée ? La figure suivante montre la structure d’isolation d’un module SonoDAQ et illustre la répartition de ses domaines d’isolation. Isolation du module SonoDAQ La structure du module montre clairement que SonoDAQ Pro adopte une architecture d’isolation par groupes (voir Section 6.2). Chaque module est isolé de l’hôte, tandis que les quatre canaux d’un même module ne sont pas isolés les uns des autres. Le module divise les fonctions et les domaines électriques en trois parties : Côté mesure : situé à gauche du module, directement relié aux capteurs et au dispositif sous test. Il appartient au domaine électrique côté mesure et peut se trouver à un potentiel de mode commun élevé ou incertain. Domaine d’isolation de la banque : situé au centre du module, c’est la barrière d’isolation principale entre le côté mesure et le côté système. Les canaux multiples au sein d’une même banque partagent une masse de référence côté mesure commune et sont collectivement isolés du côté système par ce domaine d’isolation. Comme illustré sur le schéma, deux types de circuits d’isolation sont utilisés : une isolation capacitive pour la communication numérique et une isolation magnétique (à base de transformateur) pour l’alimentation. Côté système : situé à droite du module, en communication avec l’hôte via le fond de panier. Ce côté fonctionne par rapport à la masse système et se connecte aux processeurs, aux interfaces de communication et à l’ordinateur hôte. Du concept à la vérification : l’isolation doit être démontrée, non supposée Au fil de la discussion précédente, nous avons distingué les tensions différentielles et de mode commun et compris les rôles respectifs de la tension de tenue d’isolation, de la tension de service et de la capacité en mode commun. Bien que ces concepts ne soient pas complexes dans les normes ou les spécifications, une question plus critique se pose dans la pratique d’ingénierie réelle : Ces frontières d’isolation tiennent‑elles réellement dans le monde réel comme les paramètres le suggèrent ? Par exemple, lorsque le dispositif sous test fonctionne à un fort potentiel de mode commun, le système d’acquisition doit tourner en ligne pendant de longues périodes, et l’ordinateur hôte comme les opérateurs doivent rester en permanence du côté sûr. Se contenter de « faire confiance à une valeur de spécification » est loin d’être suffisant. Plutôt que de rester au niveau conceptuel, il est préférable de revenir à la pratique d’ingénierie. Les deux expériences suivantes n’ont pas pour but de démontrer les limites extrêmes des paramètres, mais de répondre à une question plus pratique. À cette fin, SonoDAQ Pro a été choisi comme plateforme de test — non pas en raison de spécifications exceptionnellement élevées, mais parce que sa structure d’isolation est claire et que ses limites sont bien définies, ce qui le rend adapté à une vérification d’isolation au niveau ingénierie. Les expériences sont menées selon deux axes : essais de tenue (hipot) et mesure du courant d’une lampe à incandescence alimentée sur le secteur. Essai de tenue (hipot) Objectif de l’essai : Vérifier que la barrière d’isolation peut supporter une haute tension dans des conditions spécifiées sans claquage, en fournissant un résultat de vérification facilement interprétable en ingénierie. La définition générale de l’essai de tenue diélectrique dans l’industrie est d’appliquer une tension élevée de part et d’autre d’une barrière d’isolation pendant environ 1 minute. La réussite du test indique que le système d’isolation possède une résistance électrique suffisante dans ces conditions, tout en clarifiant l’objectif et les limites du test pour éviter les mauvaises interprétations. Équipement de test : Testeur de tenue diélectrique WB2671 Conditions de test : 1000 V DC, durée 1 minute, seuil de courant de fuite 0,1 mA Essai de tenue Résultats de test 1,02 kV DC, durée 1 minute, courant de fuite = 0,03 mA, sans claquage, contournement d’arc ni amorçage observé. Explication : SonoDAQ Pro adopte une architecture d’isolation par groupes, dans laquelle les six emplacements sont isolés les uns des autres. Par conséquent, pendant le test, la tension de tenue a été appliquée entre le canal 1 de deux modules adjacents. Essai de mesure du courant d’une lampe à incandescence 220 V secteur Objectif de l’essai : Montrer comment la carte d’acquisition de données peut mesurer des signaux dans un système haute tension dans des conditions réelles de réseau et vérifier l’exactitude de la mesure. Pourquoi une lampe à incandescence ? Son comportement en régime permanent ressemble étroitement à celui d’une charge résistive, ce qui rend les formes d’onde de courant intuitives et faciles à interpréter. Le filament froid présente une faible résistance, produisant un courant d’appel net à la mise sous tension, ce qui est adapté pour démontrer la capacité de capture des transitoires et d’enregistrement déclenché. Câblage pour la mesure du courant d’une lampe à incandescence 220 V secteur Sur le schéma, la partie gauche est la zone haute tension directement reliée à la source AC 220 V. Une fois tout le câblage terminé, la prise d’alimentation est branchée. La partie droite contient la carte d’acquisition isolée, constituant la zone basse tension. L’ordinateur et l’opérateur restent entièrement du côté sûr. L’expérience a utilisé le matériel SonoDAQ Pro avec le logiciel OpenTest. La lampe à incandescence était donnée pour 220 V / 60 W. Les photos suivantes montrent l’installation avant la mise sous tension (à gauche) et après la mise sous tension (à droite). Mesure du courant d’une lampe à incandescence 220 V secteur Configuration du test : fréquence d’échantillonnage 192 kSéch/s, couplage AC pour le signal d’entrée. La carte d’acquisition a mesuré directement la tension aux bornes d’une résistance shunt de 1,4 Ω. À l’aide de la fonction « Record » d’OpenTest, l’ensemble du processus de mise sous tension et de coupure a été enregistré. Forme d’onde du courant en régime permanent Courant en régime permanent :Vrms = 386 mV → Irms = 386 / 1,4 = 275,7 mAFréquence f = 49,962 Hz Courant transitoire au démarrage Courant de démarrage :Vcrête = 2,868 V → Icrête = 2,868 / 1,4 = 2,05 A Calcul du facteur de crête :CF = Icrête / Irms = 2,05 / 0,2757 = 7,44 Calcul de la puissance de la lampe à incandescence :P = 220 V × 0,2757 A = 60,65 W Conclusion SonoDAQ Pro peut mesurer avec précision le courant de fonctionnement d’une lampe à incandescence connectée directement au secteur sans utiliser de transformateur de courant. Cette expérience ne se contente pas de vérifier si les signaux secteur peuvent être mesurés ; elle vérifie si l’isolation peut simultanément garantir la sécurité du système et la précision des mesures lorsque le dispositif sous test fonctionne à un fort potentiel de mode commun pendant de longues périodes. L’isolation n’est pas un paramètre, mais une frontière L’isolation n’est pas « une seule valeur de tension », elle définit plutôt où le risque est confiné et si les signaux peuvent encore passer de manière fiable. Une solution d’isolation fiable résulte de la cohérence entre la structure, les paramètres, la topologie et le scénario d’application. Pour en savoir plus sur SonoDAQ, veuillez remplir le formulaire ci‑dessous, et nous vous recommanderons la meilleure solution pour répondre à vos besoins.

Dans les domaines de la recherche acoustique et de l’inspection industrielle, le son n’est plus seulement un signal à « entendre », mais une information que l’on peut « voir ». Comment visualiser, analyser et quantifier le son est une quête de longue date pour les instituts de recherche comme pour les ingénieurs. Aujourd’hui, en s’appuyant sur sa profonde expertise en acoustique, CRYSOUND a lancé la nouvelle série de produits SonoCam Pi – non seulement une caméra acoustique, mais une plateforme acoustique ouverte qui redéfinit l’avenir de la mesure et de l’imagerie acoustiques. Rendre les expériences acoustiques plus simples et plus efficaces Ces dernières années, les réseaux de microphones ont été rapidement adoptés dans la recherche acoustique. Cependant, les instituts de recherche sont généralement confrontés aux défis suivants : Les systèmes traditionnels sont coûteux et ne proposent qu’un nombre limité de canaux. La conception des réseaux et le développement des algorithmes sont complexes et chronophages. Le développement interne de réseaux manque de chaînes d’approvisionnement matures et d’un support matériel‑logiciel intégré. Pour relever ces défis, CRYSOUND, en s’appuyant sur près de 30 ans d’expertise en essais acoustiques et en traitement du signal, a développé la plateforme SonoCam Pi – une solution acoustique économique, ouverte et programmable. Elle permet aux chercheurs, aux ingénieurs et aux étudiants universitaires d’entrer plus rapidement, plus facilement et à moindre coût dans le monde de l’imagerie acoustique et de la validation d’algorithmes. Une plateforme de développement acoustique pour la recherche et l’industrie Points forts matériels : grands réseaux & adaptabilité multi‑géométrie Réseau de microphones MEMS à 208 canaux, prenant en charge le remplacement et la personnalisation. Diamètres de réseau de 30 cm / 70 cm / 110 cm, permettant de passer facilement des mesures en champ proche aux mesures en champ lointain. Réponse large bande de 20 Hz à 20 kHz, adaptée aussi bien aux essais de laboratoire de haute précision qu’aux mesures sur site. Conception modulaire, permettant un déploiement rapide et une extension flexible. Apparence du produit SonoCam Pi Écosystème logiciel : API ouvertes & liberté algorithmique Fournit une API pour les formes d’onde audio brutes à 208 canaux. Proposé avec une application de démonstration d’algorithmes d’imagerie acoustique MATLAB pour une validation rapide des algorithmes. Algorithmes d’imagerie acoustique intégrés, notamment le beamforming en champ lointain et l’holographie acoustique en champ proche. Prend en charge le développement secondaire, permettant aux utilisateurs de créer des outils personnalisés d’analyse acoustique. En bref, SonoCam Pi n’est pas seulement un dispositif matériel – c’est une plateforme complète pour le développement d’algorithmes acoustiques et la validation expérimentale. Du laboratoire à l’usine : applications de SonoCam Pi Détection acoustique de drones Propulsé par des algorithmes de localisation et d’identification basés sur des réseaux, SonoCam Pi peut capturer avec précision la signature acoustique des drones, permettant une détection acoustique fiable à basse altitude pour soutenir la surveillance de sécurité et la détection de drones en vue de la protection des sites. Détection de drones Recherche acoustique & développement d’algorithmes Les instituts de recherche peuvent exploiter SonoCam Pi et son API de données brutes à 208 canaux ainsi que les outils de démonstration MATLAB pour valider rapidement des algorithmes de recherche tels que le beamforming en champ lointain et l’holographie acoustique en champ proche. Développement d’algorithmes Analyse des trajectoires de propagation du son Prend en charge l’analyse directionnelle de la propagation du son solidien et aérien, aidant les chercheurs et les ingénieurs à comprendre plus intuitivement les mécanismes de transmission des sources de bruit. Analyse des trajectoires de propagation du son Inspection du bruit NVH automobile En combinant les techniques de beamforming et d’holographie acoustique, SonoCam Pi peut localiser rapidement les sources de bruit intérieures et extérieures, visualiser le rayonnement acoustique et soutenir l’optimisation NVH ainsi que l’amélioration globale de la qualité sonore du véhicule. Recherche NVH Ouvert · Efficace · Intelligent : un nouveau départ pour la recherche acoustique Qu’il s’agisse de validation d’algorithmes dans les laboratoires universitaires ou de diagnostics de bruit dans les environnements industriels, SonoCam Pi est devenu, grâce à ses performances remarquables, à son écosystème complet et à son haut niveau d’ouverture, un outil acoustique de nouvelle génération pour la recherche comme pour la pratique d’ingénierie. Il rend la mesure acoustique plus portable, plus intelligente et plus ouverte – permettant non seulement de voir le son, mais aussi de donner aux chercheurs les moyens de remodeler la façon dont le son est compris. SonoCam Pi est plus qu’une caméra acoustique ; c’est une plateforme d’écosystème d’applications acoustiques. À mesure que la technologie et les algorithmes acoustiques continuent d’évoluer, CRYSOUND continuera de faire progresser SonoCam Pi, permettant à l’imagerie acoustique de libérer un nouveau potentiel dans davantage de domaines et de travailler main dans la main avec les utilisateurs de la recherche et de l’industrie pour explorer les possibilités infinies du monde acoustique. Si vous souhaitez en savoir plus sur les applications de SonoCam Pi de CRYSOUND ou discuter de la solution la plus adaptée à vos besoins, veuillez nous contacter via le formulaire ci‑dessous. Nos ingénieurs commerciaux ou de support technique vous contacteront sous peu.

A2DP (Advanced Audio Distribution Profile) est le profil Bluetooth Classic principal pour le streaming audio de haute qualité. Cet article donne un aperçu de la manière dont A2DP transmet la musique, explique sa position dans la pile de protocoles Bluetooth et présente un flux de travail pratique de test A2DP utilisant l’interface audio Bluetooth LE CRY578. Comment A2DP transmet‑il la musique ? A2DP est le profil central de Bluetooth Classic pour la transmission unidirectionnelle de flux audio de haute qualité. Il définit principalement deux rôles : la Source audio et le Récepteur audio (Sink). A2DP et la pile de protocoles Bluetooth Si l’on considère A2DP comme un canal logistique à haute vitesse qui « livre » la musique d’un appareil à un autre, le schéma ci‑dessus illustre la répartition des responsabilités depuis le moment où l’audio est généré jusqu’au point où il est transmis sans fil. Figure 1 Schéma bloc du système A2DP En haut de la pile, la couche Application / Source audio (ou Récepteur audio) agit comme « l’usine de contenu » et le « lecteur ». Du côté émission, elle obtient les données audio PCM du système et les encode dans des formats pris en charge par Bluetooth tels que SBC ou AAC. Du côté réception, elle décode le flux binaire pour le reconvertir en audio en vue de la lecture. Cette couche détermine directement la qualité audio perçue — comparable à la qualité des matières premières et des produits finis — que les utilisateurs ressentent le plus intuitivement. En dessous se trouve la couche de profil A2DP, qui fonctionne comme un « accord de coopération ». Elle définit quel appareil joue le rôle de Source et lequel joue le rôle de Récepteur (Sink), ainsi que les codecs pris en charge, les fréquences d’échantillonnage et d’autres paramètres. Le profil lui‑même ne transporte pas de données audio ; il garantit plutôt que les deux parties s’accordent sur « quel format utiliser et comment transmettre » avant le début du streaming. La couche suivante est AVDTP, le « centre de contrôle du transport et de l’ordonnancement ». AVDTP est chargé d’établir et de gérer les flux audio. Il traduit les actions de l’utilisateur — telles que lecture, pause et arrêt — en procédures de protocole explicites et envoie les données audio encodées sur le canal média. Le bon fonctionnement d’A2DP en pratique dépend largement de cette couche. Sous AVDTP se trouve L2CAP, qui agit comme un « système de transport conteneurisé » standardisé. Les données audio et les informations de contrôle y sont segmentées, encapsulées, réassemblées et multiplexées. Elles sont ensuite livrées de manière ordonnée aux couches inférieures, garantissant une transmission stable et fiable sur un seul lien Bluetooth. Tout en bas, les couches LMP, Baseband et RF constituent les « routes, véhicules et infrastructures radio » du système. Elles gèrent l’appairage des appareils, la gestion de liaison et la transmission radio proprement dite, en convertissant toutes les données des couches supérieures en flux binaires sur l’interface radio Bluetooth. Vue de haut en bas, la pile de protocoles A2DP présente un flux descendant clair : les couches supérieures se concentrent sur le contenu audio lui‑même, tandis que les couches inférieures gèrent la livraison des données sans fil. Cette stricte séparation des responsabilités est ce qui nous permet de profiter d’une lecture musicale stable et continue avec des écouteurs Bluetooth. Comment tester les fonctionnalités A2DP avec le CRY578 ? L’interface audio Bluetooth LE CRY578 est la dernière interface de test de CRYSOUND dédiée aux tests audio Bluetooth et d’interface utilisateur. Basé sur Bluetooth v5.4, le CRY578 prend en charge à la fois Bluetooth Classic et l’audio Bluetooth Low Energy simultanément, ce qui le rend adapté aussi bien aux laboratoires de R&D qu’aux tests sur ligne de production. Mise en place d’un environnement de test A2DP CRYSOUND fournit une solution complète de test audio Bluetooth, comprenant à la fois le matériel et le logiciel, pour prendre en charge les tests A2DP. Dans le système de test audio Bluetooth de CRYSOUND, les composants sont les suivants : CRY578 agit comme Source Bluetooth, responsable de la découverte des appareils, de la connexion et de la transmission audio. DUT (Device Under Test) agit comme Récepteur Bluetooth (Sink), recevant, décodant et lisant le flux audio. B&K HATS simule les caractéristiques acoustiques humaines, capte les signaux audio et les convertit en signaux analogiques pour le système d’acquisition. SonoDAQ + OpenTest (https://opentest.com) effectuent l’acquisition et l’analyse des données, en évaluant les performances du DUT sur la base des résultats de test. Figure 2 Schéma bloc du système de test Dans cette configuration, le CRY578 peut être contrôlé soit via son logiciel PC (Bluetooth LE Audio Interface), soit au moyen de commandes série pour rechercher les appareils Bluetooth à proximité et établir des connexions. Des signaux de test standard — tels que balayages, bruit et signaux de distorsion — sont lus depuis le PC. La sortie acoustique du DUT est capturée et analysée par OpenTest afin d’évaluer des indicateurs de performance tels que la réponse en fréquence, la distorsion et le rapport signal‑bruit. Le CRY578 prend également en charge le passage à des codecs de haute qualité tels que AAC et LDAC, ainsi que plusieurs fréquences d’échantillonnage, pour des tests complets. Procédure de test A2DP Établir la connexion Bluetooth Au début du test, une connexion Bluetooth doit être établie entre le CRY578 (jouant le rôle de Source A2DP) et le DUT (jouant le rôle de Récepteur A2DP (Sink)). Figure 3 recherche et connexion Le processus de connexion comprend la découverte et l’appairage des appareils, l’établissement du lien ACL, la configuration du profil A2DP et la négociation des capacités de codec. Génération des signaux de test depuis le PC hôte Un logiciel de test audio, tel qu’OpenTest ou SonoLab, génère des signaux standard comme des ondes sinusoïdales monotones ou des balayages. Ces signaux sont envoyés sous forme de données PCM au CRY578 via un lien USB Audio Class (UAC). Figure 4 Scénario de test Transmission audio via Bluetooth par le CRY578 Le flux audio PCM continu est d’abord segmenté en trames de taille fixe, qui sont ensuite transmises à un encodeur (par exemple SBC ou AAC) pour compression, produisant des trames encodées. Ces trames sont encapsulées dans des PDU média AVDTP conformément à la spécification A2DP. Les PDU sont segmentées et multiplexées par L2CAP, transmises via l’interface HCI au contrôleur Bluetooth, empaquetées en paquets ACL au niveau bande de base, puis finalement transmises sur le lien RF Bluetooth. Décodage et lecture par le DUT Le DUT effectue le processus inverse de la chaîne de transmission du CRY578. Les paquets Bluetooth sont décodés de nouveau en données PCM, qui sont ensuite converties en signaux analogiques par un DAC et envoyées au haut‑parleur. Capture acoustique par B&K HATS Les microphones haute précision intégrés à B&K HATS capturent le son produit par le DUT et le convertissent en signaux analogiques. Traitement et analyse des données avec SonoDAQ + OpenTest SonoDAQ numérise les signaux analogiques et les envoie à OpenTest. OpenTest applique ensuite ses algorithmes internes pour analyser les données audio et générer des résultats — tels que la réponse en fréquence et les mesures de distorsion. Ces résultats sont ensuite utilisés pour déterminer si le DUT répond aux exigences de performance. La valeur des analyseurs de protocole Bluetooth dans les tests Pendant les tests, les données audio subissent plusieurs conversions numérique‑analogique, une transmission RF et une conversion acoustique‑électrique. Un problème à n’importe quel stade peut affecter les résultats finaux des tests. Une fois les problèmes sur les chemins de signaux analogiques et numériques écartés, la cause racine se trouve souvent dans la transmission RF Bluetooth. Dans de tels cas, un analyseur de protocole Bluetooth devient un outil efficace pour localiser précisément le problème. Figure 5 Capture de paquets Bluetooth avec Ellisys Si vous vous intéressez aux tests audio Bluetooth, veuillez visiter la page CRY578 Bluetooth LE Audio Interface pour en savoir plus ou remplir le formulaire Contactez‑nous ci‑dessous et nous vous recontacterons rapidement.

Le son est partout dans notre vie quotidienne : chant des oiseaux, bruit de la rue, grondement des moteurs, jusqu’au léger souffle d’air d’un climatiseur. Pour les personnes, le son ne se résume pas à savoir si nous pouvons l’entendre, mais à savoir s’il est confortable, gênant ou dangereux. Un même niveau de 70 dB peut être perçu de façon totalement différente ; et lorsqu’un son paraît « bruyant », la cause peut venir de la source elle-même, de la direction de propagation ou des réflexions de l’environnement. Lorsque nous transformons cette « perception » en données d’ingénierie quantifiables, les trois notions les plus facilement confondues sont la pression acoustique, l’intensité sonore et la puissance acoustique. Elles répondent aux questions suivantes : Pression acoustique : à quel point le son est fort en un point donné ; Intensité sonore : quelle quantité d’énergie acoustique se propage dans une direction donnée ; Puissance acoustique : à quel point la source est bruyante en termes d’émission acoustique totale ; Cet article explique de manière intuitive la pression acoustique, l’intensité sonore et la puissance acoustique, afin que vous puissiez mieux comprendre le son. Ondes sonores En acoustique industrielle, la pression acoustique, l’intensité sonore et la puissance acoustique sont trois grandeurs physiques fondamentales et importantes. Avant de les présenter en détail, nous avons besoin du concept d’onde sonore. Une source vibrante met en vibration les particules d’air environnantes. Les particules s’éloignent de leur position d’équilibre, entraînent les particules adjacentes, et ces particules adjacentes génèrent une force de rappel qui repousse les particules vers l’équilibre. Cette propagation, du proche vers le lointain, du mouvement des particules dans le milieu est ce que nous appelons une onde sonore. Figure 1. Propagation d’une onde sonore dans l’air Pression acoustique Lorsqu’il n’y a pas d’onde sonore dans l’espace, la pression atmosphérique correspond à la pression statique p0. Lorsqu’une onde sonore est présente, une fluctuation de pression se superpose à p0, produisant une fluctuation de pression p1. Ici, p1 est la pression acoustique (unité : Pa). La pression acoustique est donc la déviation instantanée de la pression statique de l’air, provoquée par l’onde sonore. Le cerveau humain ne réagit pas à l’amplitude instantanée de la pression acoustique, mais à la valeur efficace (RMS) d’une pression variable dans le temps. Ainsi, la pression acoustique p peut s’exprimer comme suit : En pratique, dans les applications d’ingénierie, on utilise le niveau de pression acoustique Lp : où Pref = 2 × 10-5 Pa est la pression acoustique de référence. En pratique, nous utilisons généralement le niveau de pression acoustique (dB) pour caractériser la pression acoustique, plutôt que la pression en pascals. Pourquoi ? La figure 2 l’illustre très bien. D’une bibliothèque à l’entrée d’une gare de train à grande vitesse, la pression acoustique peut être multipliée par 100, tandis que le niveau de pression acoustique n’augmente que de 40 dB. Cela reflète la différence entre une échelle linéaire et une échelle logarithmique. D’un point de vue ingénierie, utiliser directement la pression acoustique conduit à de grandes variations numériques, peu pratiques pour l’évaluation. De plus, le système auditif humain se rapproche d’une réponse logarithmique, de sorte que le niveau de pression acoustique correspond mieux à l’audition. Figure 2. Pression acoustique et niveau de pression acoustique Intensité sonore L’intensité sonore décrit le transfert d’énergie acoustique. C’est la puissance acoustique traversant une unité de surface par unité de temps. C’est une grandeur vectorielle, directionnelle, dont l’unité est le W/m2, définie comme la moyenne temporelle du produit de la pression acoustique et de la vitesse particulaire : où v(t) désigne le vecteur vitesse particulaire. Sous l’approximation idéale d’une onde plane progressive, la pression acoustique et la vitesse particulaire satisfont approximativement : où ρ est la masse volumique de l’air, et c est la vitesse du son. Par conséquent, la valeur absolue de l’intensité sonore dans la direction de propagation peut s’écrire : De même, l’intensité sonore possède un niveau d’intensité associé LI : où I0 = 10-12 W/m2 est l’intensité sonore de référence. Par rapport aux mesures de niveau de pression acoustique, les mesures d’intensité sonore présentent les caractéristiques suivantes : Directivité : elle permet de distinguer si l’énergie acoustique se propage vers l’extérieur ou revient vers la source, de sorte que, dans des conditions de champ typiques, elle est souvent moins sensible aux réflexions et au bruit de fond ; Localisation de sources : un balayage d’intensité permet de révéler directement les principales zones de rayonnement et les points de fuite, ce qui rend les actions correctives plus ciblées ; Complexité système plus élevée : elle nécessite généralement une sonde d’intensité, avec un coût global plus élevé et davantage d’efforts de mise en place et d’étalonnage ; Figure 3. Mesure de l’intensité sonore Un avantage majeur de la mesure d’intensité sonore dans les applications d’ingénierie est qu’elle caractérise à la fois la direction et l’amplitude du flux d’énergie acoustique. Elle permet de séparer les contributions du rayonnement vers l’extérieur de la source et du reflux dû aux réflexions de l’environnement ; dans des conditions de champ non idéales, elle est donc généralement moins affectée par les réflexions et le bruit de fond. De plus, la méthode d’intensité sonore permet d’obtenir directement la puissance acoustique en intégrant spatialement la composante normale de l’intensité sur une surface fermée entourant la source. Combinée à un balayage de surface, elle permet d’identifier les zones de source dominantes et de localiser les points de fuite. Elle est donc très pratique et facilement interprétable pour le diagnostic de bruit, la vérification des mesures de maîtrise du bruit et l’évaluation de la puissance acoustique. L’instrument clé pour les mesures d’intensité sonore est la sonde d’intensité. Contrairement à un microphone unique, une sonde d’intensité ne sert pas seulement à mesurer « l’amplitude de la pression » ; elle doit fournir les grandeurs de base nécessaires au calcul de l’intensité (pression acoustique et vitesse particulaire). La sonde fournit donc généralement deux canaux synchrones et, associée à un système d’acquisition de données bi‑canal et à des algorithmes dédiés, elle permet d’obtenir les résultats d’intensité. En pratique, la sonde comprend souvent des entretoises interchangeables, des dispositifs de positionnement et des bonnettes anti‑vent. L’appariement en amplitude et en phase des canaux, la capacité d’étalonnage de phase et la réduction des perturbations dues aux écoulements d’air déterminent directement la fiabilité et la bande de fréquences exploitable des mesures d’intensité. On utilise couramment deux types de sondes d’intensité sonore : les sondes P‑U (pression–vitesse particulaire) et les sondes P‑P (pression–pression). Une sonde P‑U se compose d’un microphone et d’un capteur de vitesse, mesurant simultanément la pression acoustique p(t) et la vitesse particulaire v(t). Le principe est plus direct, mais les capteurs de vitesse particulaire sont souvent plus sensibles aux écoulements d’air, à la contamination et aux conditions environnementales ; ils exigent davantage de protection et de maintenance sur le terrain et sont en général plus coûteux. Figure 4. Sonde d’intensité sonore P‑U (Microflown) Une sonde P‑P utilise deux microphones appariés, alignés sur le même axe. Elle utilise les deux signaux de pression p1(t) et p2(t) pour estimer la composante de vitesse particulaire v(t). Cependant, elle est sensible à l’appariement de phase entre les canaux et au choix de l’écartement des microphones – ce dernier détermine la bande de fréquences efficace : un plus grand espacement est favorable aux basses fréquences mais, aux hautes fréquences, entraîne des erreurs d’échantillonnage spatial ; un plus petit espacement est favorable aux hautes fréquences mais, aux basses fréquences, rend la mesure plus sensible aux désaccords de phase et au bruit. Figure 5. Sonde d’intensité sonore P‑P (GRAS) Les sondes P‑U restent relativement de niche, principalement parce qu’il est difficile de les rendre à la fois stables et peu coûteuses, et qu’elles présentent en général une moins bonne résistance aux écoulements d’air. Les sondes P‑P, grâce à leur bonne robustesse sur le terrain et à la possibilité d’ajuster la bande passante de manière flexible via l’espacement des microphones, constituent aujourd’hui le choix dominant dans les applications d’ingénierie. Puissance acoustique La puissance acoustique W est le débit auquel une source rayonne de l’énergie acoustique, en watts (W). Pour toute surface de mesure fermée S entourant la source, la puissance acoustique est égale à l’intégrale de la composante normale de l’intensité sonore sur cette surface : où n est le vecteur normal unitaire orienté vers l’extérieur de la surface de mesure. Le niveau de puissance acoustique Lw est défini comme suit : où W0 = 10-12 W est la puissance acoustique de référence. Figure 6. Mesure de la puissance acoustique La puissance acoustique caractérise la capacité intrinsèque d’émission acoustique d’une source : l’énergie acoustique totale qu’elle rayonne par unité de temps. Elle dépend peu de la distance de mesure ou de la position du microphone et, idéalement, ne dépend pas de « l’intensité » perçue en un point particulier d’une pièce. Cela la distingue fondamentalement de la pression acoustique et de l’intensité sonore. Pour mieux comprendre la pression acoustique, l’intensité sonore et la puissance acoustique, vous pouvez assimiler le bruit à un écoulement d’eau. La pression acoustique est comparable à la « pression de l’eau » que vous ressentez lorsque vous placez votre main en un certain endroit (elle varie avec la distance au jet, la direction et la forme du bassin). L’intensité sonore correspond à la « direction et au débit instantanés de l’écoulement » (elle a une direction et peut même être réfléchie par les parois, créant un reflux). La puissance acoustique correspond à « la quantité d’eau pulvérisée par le jet chaque seconde » – c’est une propriété propre au jet. En mesure, elle est obtenue en intégrant le flux normal sortant sur une surface entourant l’équipement. Figure 7. Analogie entre pression acoustique, intensité sonore et puissance acoustique Dans les projets réels, les algorithmes relatifs à la pression acoustique, à l’intensité sonore et à la puissance acoustique sont relativement matures. La partie la plus difficile consiste à acquérir les signaux avec précision et à obtenir rapidement les résultats. En particulier, les tâches telles que les réseaux de microphones multicanaux, les mesures d’intensité sonore et de puissance acoustique imposent trois exigences strictes au système d’acquisition de données en amont : faible bruit et large plage dynamique, synchronisation et cohérence de phase rigoureuses, ainsi que des connexions et une alimentation stables sur site. SonoDAQ + OpenTest a pour vocation de fournir une base « acquisition en amont + analyse synchrone » pour l’acoustique industrielle, afin de permettre aux ingénieurs de se concentrer davantage sur le contrôle des conditions d’essai et l’interprétation des données. Il apporte une valeur maximale dans les types de projets suivants : Diagnostic d’intensité sonore : l’échantillonnage synchrone bi‑canal, associé à une meilleure gestion de la cohérence en amplitude et en phase, fournit une base de données plus stable pour les sondes d’intensité P‑P et le balayage d’intensité. Systèmes de réseaux de microphones : mieux adaptés aux besoins de déploiement industriel en termes d’évolutivité des canaux, de synchronisation et de câblage, ce qui les rend adaptés à la mise en place de plates‑formes d’essais distribuées et extensibles. Puissance acoustique et essais normalisés : aide les ingénieurs à disposer rapidement les points de mesure, en couvrant plusieurs normes internationales de mesure de puissance acoustique. Grâce à une configuration guidée, à des essais en un clic et à l’exportation automatique des rapports, il permet aux ingénieurs d’économiser un temps et des efforts considérables. Figure 8. SonoDAQ + OpenTest Pour voir plus clairement comment SonoDAQ est connecté et configuré, découvrir des cas d’application typiques (tels que l’évaluation du bruit d’équipement, la localisation de sources sonores et la mesure de puissance acoustique) et obtenir des listes de nomenclature (BOM) couramment utilisées, veuillez remplir le formulaire ci‑dessous ; nous vous recommanderons la meilleure solution adaptée à vos besoins.

Les vannes sont les "composants de contrôle essentiels" des systèmes de tuyauterie. Elles remplissent quatre fonctions clés — ouverture/fermeture, régulation, isolement et dérivation — permettant un contrôle précis de l’écoulement des fluides. Lorsque l’intégrité de l’étanchéité est perdue, les cas mineurs peuvent entraîner des perturbations de procédé et des pertes d’énergie, tandis que les cas graves peuvent provoquer des incendies ou des explosions, une exposition à des substances toxiques ou une pollution de l’environnement. Nous avons construit une application de détection de fuite de vanne autour des trois aspects qui comptent le plus pour les clients sur site — moins de détections manquées et de fausses alarmes, une meilleure localisation et une estimation plus fiable du débit de fuite — en les condensant dans un flux de travail standardisé, exécutable et traçable, et en bouclant la boucle dans l’application pour un déploiement de bout en bout. Causes courantes des fuites internes de vannes Qu’est-ce qui provoque les fuites de vannes ? Nous les résumons dans les quatre causes principales suivantes : Usure normale : Les ouvertures et fermetures fréquentes usent progressivement les surfaces d’étanchéité ; le balayage et l’érosion à long terme dus au fluide en circulation peuvent également dégrader l’ajustement de l’étanchéité. Facteurs liés au fluide de procédé : Les composés soufrés et des composants similaires dans le fluide peuvent provoquer une corrosion électrochimique ; les contaminants de construction résiduels — tels que sable, gravier et particules — peuvent accélérer l’usure et rayer les surfaces d’étanchéité, conduisant à une mauvaise étanchéité. Mauvaise exploitation et maintenance : L’utilisation d’une vanne tout ou rien pour la régulation, l’absence de nettoyage régulier et de maintenance préventive, un entretien insuffisant ou une utilisation incorrecte/dangereuse peuvent tous endommager les surfaces d’étanchéité ou empêcher la fermeture complète. Problèmes d’installation et de gestion : Un stockage extérieur exposé à la pluie, la pénétration de boue et de sable, ainsi que le sablage ou les conditions de chantier introduisant du gravier ou des débris dans la cavité de la vanne peuvent contaminer et rayer les surfaces d’étanchéité, provoquant finalement des fuites internes. Figure 1. Illustration d’une fuite interne de vanne Lorsqu’une vanne est fermée mais que les surfaces d’étanchéité ne s’accouplent pas complètement, le différentiel de pression pousse le fluide à travers de petits interstices du côté haute pression vers le côté basse pression, formant des micro-jets à grande vitesse et un écoulement turbulent. Cette fuite entraîne généralement plusieurs signes observables, notamment du bruit/ultrason, des vibrations, un comportement de pression anormal et des anomalies de température ou un givrage. Figure 2. Symptômes des fuites de vannes Pourquoi les ultrasons de contact sont efficaces Lorsqu’une étanchéité de vanne est défaillante, le fluide à haute pression qui passe à travers de minuscules interstices au niveau des surfaces d’étanchéité génère un écoulement turbulent produisant des signaux ultrasonores haute fréquence dans la plage 20–100 kHz. L’intensité du signal est généralement positivement corrélée au débit de fuite : plus la fuite est importante, plus l’amplitude est élevée. Sur le terrain, vous pouvez capter les signaux ultrasonores à des points de mesure en amont de la vanne, sur le corps de vanne et en aval, puis appliquer des algorithmes pour extraire et analyser les caractéristiques des signaux afin de détecter et localiser les fuites internes. Par rapport aux méthodes traditionnelles, les approches basées sur la température sont facilement affectées par la conduction thermique et sont difficiles à quantifier ; les essais de tenue en pression sont chronophages et peu performants pour localiser précisément la fuite ; et l’écoute à l’oreille est inefficace, sujette aux détections manquées et aux fausses alarmes, et fortement dépendante de l’expérience individuelle. C’est précisément pour cela que nous avons lancé cette application : transformer une tâche fondée sur l’expérience en un flux de travail standardisé et piloté par les processus, étayé par l’acoustique et l’analyse de données. Figure 3. Caméra d’imagerie acoustique CRY8124 avec capteur à ultrasons de contact IA3104 Flux de travail et fonctionnalités clés Flux de travail plus standardisé : transformer l’intervention sur site en test guidé Dans l’application de détection de fuite de vanne du CRY8124, le logiciel propose un flux de travail standardisé et visualisé. Les opérateurs suivent les invites à l’écran pour placer le capteur à ultrasons de contact sur chaque point de mesure dans l’ordre, puis appuient simplement sur "Test". Les résultats sont affichés sur l’interface et l’algorithme détermine automatiquement, après le test, si une fuite interne est présente ou non. Figure 4. Page de fonctionnalité de détection des fuites de vannes En même temps, le logiciel fournit des champs normalisés pour les paramètres clés tels que l’ID de la vanne, le type de vanne, la taille de la vanne, le type de fluide et le différentiel de pression amont/aval. Cela signifie que les résultats de test sont plus faciles à aligner pour une même unité, entre les différents postes et les différents opérateurs — rendant les re-tests et la gestion des tendances bien plus cohérents. Figure 5. Page de fonctionnalité de détection des fuites de vannes Plus intelligent : diagnostic automatique + estimation du débit de fuite Notre capacité de détection de fuite de vanne se concentre sur deux améliorations clés : En analysant le niveau en dB à chaque point de mesure et les caractéristiques du signal ultrasonore, le système détermine automatiquement le résultat de fuite interne sur la base des données algorithmiques, ce qui réduit la dépendance à l’interprétation manuelle. Des algorithmes d’IA intégrés estiment le débit de fuite à partir des caractéristiques ultrasonores aux points de mesure, fournissant une référence quantitative pour soutenir les décisions de maintenance des vannes. C’est la logique centrale derrière notre insistance sur un "taux de détection plus élevé" : lorsque les jugements reposent moins sur l’expérience subjective, les détections manquées et les fausses alarmes deviennent beaucoup plus maîtrisables — en particulier sur les sites complexes comportant de nombreuses vannes et plusieurs branches parallèles. Scénarios d’application Dans différents secteurs, il existe un besoin commun de détection des fuites de vannes : Figure 6 : Scénarios d’application Étude de cas sur le terrain Cas : une usine de production de produits chimiques à partir de charbon en Mongolie intérieure (système de gaz combustible / gaz de houille) Ci-dessous se trouve un cas réel de test de fuite de vanne dans une usine chimique du charbon. Toute fuite interne dans les systèmes de gaz combustible ou de gaz de houille peut compromettre l’isolement. En cas de fuite, la partie aval peut rester chargée en gaz et la zone de travail peut toujours être exposée aux risques de pénétration de CO et de gaz acides contenant du soufre — pouvant entraîner des risques d’intoxication, d’incendie ou même d’explosion. En utilisant les ultrasons de contact, nous avons réalisé des tests sur site sur les vannes suspectes, identifié rapidement les points de fuite et estimé le débit de fuite. Cela a aidé le client à transformer la mention "isolement confirmé" d’un jugement basé sur l’expérience en une vérification étayée par les données, à prioriser les actions correctives, à réduire les risques de travail causés par un isolement mal jugé et à garantir une maintenance plus sûre et une exploitation stable. Figure 7. Photos de test sur site Type de vanne : Vanne de dérivation de la salle de compresseurs de gaz combustible (vanne papillon). Résultat du test : 19,8 L/min. Fluide / pression : Gaz combustible (H₂, CO, CH₄), 3 MPa. Figure 8. Résultats de test Type de vanne : vanne à boisseau de la salle de compresseurs de gaz combustible Résultat du test : 1,7 L/min. Fluide / pression : gaz de houille (principalement CO), 2,5 MPa. Figure 9. Résultats de test Méthode de test sur site : mesures répétables en 5 points Confirmer les conditions de fonctionnement Assurez-vous qu’il existe un différentiel de pression et isolez autant que possible les branches perturbatrices. Étapes clés Fermez la vanne à tester. Ouvrez les vannes amont et aval de la section d’essai. Confirmez un différentiel de pression entre les manomètres amont et aval, et vérifiez que ΔP > 0,1 MPa. Comme indiqué sur la figure ci-dessous Lors du test de la vanne A pour une fuite de vanne : ouvrez les vannes B et C, et fermez les vannes A et D. Lors du test de la vanne B pour une fuite de vanne : ouvrez les vannes A et C, et fermez les vannes B et D. Figure 10. État des vannes Placer les points de mesure (MP1–MP5) Couvrir amont → noyau de vanne → aval. MP3 : situé au niveau du noyau de la vanne. MP2 : situé à 1–2 diamètres de tuyauterie (D) en amont de la vanne (placer le point sur la paroi de la conduite, à l’opposé de la vanne). MP1 : situé en amont de la vanne, à 2–3D de MP2. Si l’espace est limité, l’intervalle MP1–MP2 peut être réduit à 0,5D. MP4 : situé à 1D en aval de la vanne (placer le point sur la paroi de la conduite, à l’opposé de la vanne). MP5 : situé en aval de la vanne, à 1–2D de MP4 (de préférence sur la paroi de la conduite juste après la bride de la vanne). Si l’espace est limité, l’intervalle MP5–MP4 peut être réduit à 0,5D. D = diamètre de la conduite Figure 11. Disposition des points de test RemarquePour les petites vannes filetées sans bride, l’intervalle entre les points de mesure doit être d’au moins trois diamètres de conduite (3D). Figure 12. Disposition des points de test FAQ Nous avons répertorié quelques questions courantes basées sur des scénarios concernant les fuites internes de vannes afin de vous aider à comprendre plus rapidement l’application et à choisir plus efficacement la bonne solution. Q1. Comment choisir un capteur à ultrasons de contact pour des canalisations à différentes températures ? R1. Nous recommandons la sélection de capteurs suivante en fonction de la température de surface de la conduite : Pour les conduites à basse température (en dessous de -20 °C) ou à haute température (au-dessus de 50 °C), utilisez un capteur à ultrasons de contact de type aiguille. Pour des températures comprises entre -20 °C et 50 °C, utilisez un capteur à ultrasons de contact en céramique pour la capture du signal. Q2. Quelles vannes peuvent être testées pour les fuites de vannes ? R2. Cette méthode convient à la détection des fuites de vannes sur un large éventail de types de vannes, notamment : Vannes à guillotine Vannes à boisseau Vannes à soupape Vannes à bille Clapets anti-retour Vannes papillon Vannes à pointeau Vannes de sûreté (de décharge de pression) Vannes à manchon Si votre type de vanne ne figure pas dans la liste ci-dessus, n’hésitez pas à nous contacter. Q3. Pouvons-nous tout de même tester si la vanne et la conduite sont isolées ? R3. Si l’isolant recouvre entièrement la vanne et la conduite, le test peut ne pas être possible. Vous devrez retirer l’isolant à la zone de mesure ou laisser une ouverture d’environ 7 cm de diamètre afin que le capteur à ultrasons de contact puisse être en contact direct avec la paroi de la conduite pour capter le signal. Q4. À quoi devons-nous faire attention concernant la surface de la conduite pendant la collecte de données ? R4. Le capteur à ultrasons de contact doit être en bon contact avec une surface solide pour capter de manière fiable les signaux ultrasonores se propageant dans la conduite. De grosses particules ou des débris entre le capteur et la surface de la conduite peuvent entraîner des résultats inexacts. Si la paroi de la conduite est rouillée, essuyez les grosses poussières ou particules libres présentes en surface avant le test. Contactez-nous Si vous souhaitez en savoir plus sur la manière dont les solutions acoustiques CRYSOUND peuvent être appliquées à la détection des fuites de vannes, ou si vous voulez une solution d’inspection plus adaptée en fonction des conditions de votre procédé sur site et de vos critères d’acceptation, veuillez nous contacter via le formulaire ci-dessous. Nos ingénieurs prendront contact avec vous.









