0
Panier
Order List
Prix total
$0.00
Achat direct disponible
Mesurer le son, en mieux

Parcourir les auteurs









Blogs
Sonomètre
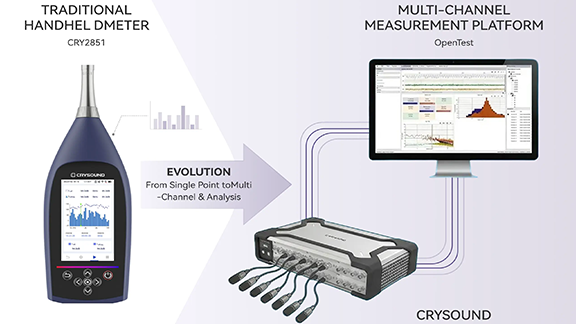
Cet article présente un sonomètre multivoie développé sur la plateforme OpenTest et conçu pour répondre aux exigences techniques de la norme IEC 61672-1. En intégrant le système d’acquisition de données SonoDAQ avec des microphones de mesure, le système met en œuvre les pondérations fréquentielles normalisées A/C/Z, les pondérations temporelles F/S/I et permet la mesure précise de grandeurs acoustiques normalisées telles que Lp, Leq et Ln. Cette solution couvre un large éventail de scénarios, notamment la surveillance du bruit environnemental, les essais de bruit de produits et les applications NVH automobiles. Des sonomètres portatifs aux plateformes multivoies de mesure du niveau sonore En acoustique et en essais vibratoires, une question fondamentale revient dans presque chaque projet : « À quel point est-ce bruyant ? » Qu’il s’agisse d’équipements de bureau, d’appareils ménagers, d’applications NVH automobiles ou de machines industrielles, les réglementations, les normes et les critères internes de qualité s’appuient tous sur une évaluation quantitative du niveau de pression acoustique (SPL). Traditionnellement, cela se fait à l’aide d’un sonomètre portatif conforme à la norme IEC 61672, placé à une position spécifiée pour lire un niveau sonore pondéré A en vue de contrôles de conformité et de vérifications de qualité. La norme IEC 61672 définit des exigences détaillées pour les sonomètres en termes de pondération fréquentielle, de pondération temporelle, de linéarité, de bruit propre et de dynamique, et classe les instruments en classe 1 et classe 2, la classe 1 imposant des exigences plus strictes et étant adaptée aux essais de laboratoire et aux essais de type. Avec l’évolution des architectures produits et des exigences d’essais, les ingénieurs attendent de plus en plus que leurs outils fassent davantage qu’un simple sonomètre portatif : Mesurer simultanément plusieurs positions pour comparer différents emplacements ou points de fonctionnement Combiner les données de niveau sonore avec des spectres et une analyse en bandes d’octave afin d’identifier rapidement les zones fréquentielles problématiques Synchroniser la mesure du niveau sonore avec la vitesse, les vibrations, la température et d’autres grandeurs physiques pour le diagnostic NVH Intégrer la mesure du niveau sonore dans des séquences d’essais automatisés et par lots, plutôt que de s’appuyer sur des contrôles ponctuels manuels Cela conduit à une demande de sonomètres multivoies : des systèmes qui non seulement respectent les exigences de précision de la classe 1 de la norme IEC 61672-1, mais offrent également des capacités multivoies, une évolutivité et des fonctions d’automatisation. OpenTest, développé par CRYSOUND, est une plateforme de nouvelle génération pour les essais acoustiques et vibratoires. Son module de mesure du niveau sonore dédié, associé au matériel d’acquisition CRY5820 SonoDAQ Pro et à des microphones de mesure, permet de réaliser des mesures multivoies de niveau sonore équivalentes à celles de sonomètres de classe 1. Figure 1. Des sonomètres portatifs aux plateformes multivoies de mesure du niveau sonore IEC 61672 : que mesurons‑nous réellement ? Signification du niveau de pression acoustique (Lp) Le niveau de pression acoustique (SPL) est une mesure logarithmique de la pression acoustique efficace prms par rapport à la pression de référence p0, qui est de 20 μPa dans l’air, définie comme : Lorsque prms = 1 Pa, le SPL est d’environ 94 dB, c’est pourquoi 94 dB / 1 kHz est couramment utilisé comme niveau de référence pour les calibreurs acoustiques. Pondération fréquentielle : A / C / Z La sensibilité de l’oreille humaine varie en fonction de la fréquence. La norme IEC 61672 impose à tous les sonomètres de prendre en charge la pondération A, tandis que les instruments de classe 1 doivent également prendre en charge la pondération C. La pondération Z (zero‑weighting, c’est‑à‑dire réponse plate) est facultative. Pondération A (dB(A))Basée sur la courbe isosonique de 40 phones, avec une atténuation importante aux basses fréquences et aux très hautes fréquences. Elle est largement utilisée dans les réglementations et les normes comme indicateur corrélé au niveau de gêne perçu. Pondération C (dB(C))Beaucoup plus plate que la pondération A, avec une atténuation plus faible dans le grave. Elle est adaptée à l’évaluation des niveaux de crête, du bruit mécanique et des événements de niveau élevé. Pondération Z (dB(Z))Essentiellement plate dans la bande passante spécifiée, elle préserve la répartition énergétique spectrale d’origine et est utile pour l’analyse détaillée. Bien que la pondération A domine dans les réglementations, elle ne constitue pas un modèle psychoacoustique parfait. Dans les cas impliquant un fort contenu de basses fréquences, de la modulation ou des composantes tonales, les niveaux pondérés A peuvent sous‑estimer la gêne perçue.Pour la conception et le diagnostic, il est donc recommandé de combiner la pondération C/Z, les spectres en bandes d’octave et des indicateurs de qualité sonore. Pondération temporelle : Fast / Slow / Impulse La norme IEC 61672 définit les pondérations temporelles suivantes : F (Fast) : constante de temps ≈ 125 ms, adaptée aux niveaux sonores fluctuant rapidement S (Slow) : constante de temps ≈ 1 s, adaptée à l’observation des tendances globales I (Impulse) : conçue pour les signaux impulsionnels, plus sensible aux crêtes de courte durée Parmi les descripteurs de niveau sonore courants, on trouve : LAF / LAS / LAI : niveaux sonores pondérés A avec pondération temporelle Fast / Slow / Impulse LCpeak : niveau de crête pondéré C Grandeurs énergétiques et statistiques : Leq, SEL, Ln La norme IEC 61672 définit également des grandeurs acoustiques couramment utilisées : Leq,T / LAeq,TNiveau sonore continu équivalent sur une durée T, largement utilisé pour l’évaluation du bruit environnemental et du bruit des produits. Exposition sonore et niveau d’exposition sonore : E, LE / LAE (SEL)Représentent l’énergie sonore totale d’un événement, couramment utilisés pour l’évaluation du bruit des aéronefs, du trafic et des événements isolés. Lmax / Lmin : niveaux sonores maximum et minimum sous une pondération temporelle spécifiée Lpeak (généralement LCpeak) : niveau de crête basé sur la pression acoustique de crête Niveaux statistiques Ln (L10, L50, L90, etc.)Niveaux dépassés pendant n % du temps de mesure, couramment utilisés dans l’analyse du bruit environnemental. Niveaux par bandes : bandes d’octave et de 1/3 d’octave Bien que les filtres en bandes d’octave soient spécifiés dans la norme IEC 61260, la norme IEC 61672 est alignée sur celle‑ci en termes de réponse fréquentielle et de fréquences centrales normalisées. Les analyses courantes comprennent : Niveaux en bandes de 1 octave (par exemple 31,5 Hz–16 kHz) Niveaux en bandes de 1/3 d’octave, offrant une résolution fréquentielle plus fine pour identifier les bruits à bande étroite et les résonances structurelles Ensemble, ces grandeurs définissent tout le champ de la mesure de niveau sonore – des lectures instantanées aux valeurs moyennées dans le temps, et des niveaux large bande aux analyses résolues en fréquence. Mesure du niveau sonore avec OpenTest Configuration : construire la chaîne de mesure de la source au logiciel Préparation matérielle Sous‑ensemble d’acquisition de donnéesPar exemple, CRY5820 SonoDAQ Pro, un système modulaire multivoies d’acquisition de données prenant en charge de 4 à 24 voies par unité et extensible à plusieurs milliers de voies. Il intègre des CAN 32 bits, une dynamique pouvant atteindre 170 dB, une isolation de 1000 V par voie et une précision de synchronisation PTP/GPS ≤ 100 ns, ce qui le rend adapté aux essais acoustiques et vibratoires en laboratoire comme sur le terrain. CapteursUn ou plusieurs ensembles de microphones de mesure (avec préamplificateurs), positionnés à des emplacements de mesure ou d’écoute représentatifs. Ordinateur et logicielUn PC avec OpenTest installé et le module de mesure du niveau sonore dûment licencié. Connexion des dispositifs et des voies dans OpenTest Lancez OpenTest et créez un nouveau projet. Dans les paramètres matériels, cliquez sur « + » ; les dispositifs disponibles (y compris ceux connectés via openDAQ ou ASIO) sont automatiquement détectés. Sélectionnez les dispositifs d’acquisition nécessaires (par exemple SonoDAQ) et ajoutez‑les au projet. Dans les paramètres de voie, ajoutez les voies de microphone et configurez la fréquence d’échantillonnage et la plage d’entrée. À ce stade, la chaîne de mesure Source sonore → Microphone → DAQ → OpenTest est entièrement établie. Étalonnage : définir la référence acoustique Pour garantir une précision absolue, chaque voie doit être étalonnée à l’aide d’un calibreur acoustique de classe 1. Ouvrez la boîte de dialogue Étalonnage dans OpenTest. Sélectionnez les voies de microphone à étalonner. Montez le calibreur sur le microphone et lancez l’étalonnage. Une fois la lecture stabilisée, terminez l’étalonnage. OpenTest met automatiquement à jour la sensibilité des voies afin d’aligner le point de référence 94 dB SPL. Pour les essais comparatifs, un sonomètre portatif (par exemple CRY2851) peut être étalonné avec le même calibreur (par exemple CRY3018) afin de garantir que les deux systèmes partagent la même référence acoustique. Mesure : acquisition des historiques temporels du niveau sonore Basculez vers le module Sonomètre dans OpenTest et sélectionnez : Voies de mesure Grandeurs à calculer (Lp, Leq, Ln, etc.) Pondération fréquentielle (A / C / Z, calculée simultanément) Les conditions de fonctionnement typiques peuvent inclure : Ralenti Charge typique Pleine charge Pour chaque condition : Stabilisez l’EDE à l’état de fonctionnement cible. Démarrez la mesure dans OpenTest. Surveillez en temps réel les historiques temporels de niveau sonore, les tracés en bandes d’octave et les spectres FFT. Arrêtez après une durée suffisante et nommez l’ensemble de données en conséquence. Chaque mesure est automatiquement enregistrée comme un ensemble de données pour des comparaisons et analyses ultérieures. Figure 2. Mesure multivoies du niveau sonore à l’aide d’OpenTest Rapports : des données à la documentation traçable Après les mesures, la fonction de reporting d’OpenTest peut être utilisée pour générer des rapports structurés : Informations sur le projet, détails sur l’EDE, conditions de fonctionnement Grandeurs acoustiques sélectionnées (Leq, Lmax, LCpeak, Ln, etc.) Logo de l’entreprise et informations sur le personnel d’essai Les formes d’onde brutes et les résultats d’analyse peuvent également être exportés pour archivage ou traitement ultérieur. Figure 3. Rapport de mesure du niveau sonore avec OpenTest Comparaison avec le sonomètre portatif CRY2851 Le CRY2851 est un sonomètre de classe 1 conforme à la norme IEC 61672-1:2013, prenant en charge les pondérations A/C/Z, les pondérations temporelles F/S/I et un jeu complet de paramètres acoustiques. Procédure de comparaison : Environnement et conditions de fonctionnementLaboratoire à faible bruit de fond ou chambre semi‑anéchoïque ; plusieurs états de fonctionnement. Cohérence de l’étalonnageLes deux systèmes sont étalonnés avec le même calibreur de classe 1 (94 dB ou 114 dB à 1 kHz). Positionnement des capteurs et acquisitionMicrophones positionnés aussi près que possible du même point de mesure. Comparaison des résultatsComparer LAeq, LAF, LCpeak et d’autres paramètres clés sous des pondérations et fenêtres temporelles identiques. Figure 4. CRY2851 vs. mesure multivoies du niveau sonore avec OpenTest Applications typiques du module de mesure du niveau sonore Électronique grand public / équipements informatiques Évaluer l’impact des stratégies de refroidissement sur LAeq et LAFmax Combiner les limites de niveau sonore avec les mesures de puissance acoustique Intégrer FFT, 1/3 d’octave et indicateurs de qualité sonore NVH automobile / acoustique intérieure Mesure multivoies du niveau sonore dans l’habitacle Comparaison entre différentes conditions de conduite Couplage avec l’analyse d’ordres et les modules de qualité sonore Appareils ménagers et machines industrielles Compléter les essais de puissance acoustique par une surveillance multipoint du niveau sonore Intégrer dans les lignes de production à l’aide du mode séquentiel Identifier les bandes de fréquences problématiques grâce à l’analyse en 1/3 d’octave Surveillance environnementale et à long terme Évaluation statistique multipoint du niveau sonore (L10, L50, L90) Enregistrement de données à long terme et accès à distance Si vous connaissez déjà les sonomètres portatifs, le module de mesure du niveau sonore OpenTest les fait évoluer efficacement vers un système : Multivoies Traçable (données brutes + analyse + rapports) Extensible, fonctionnant de façon transparente avec les modules de puissance acoustique, de qualité sonore, d’analyse FFT et en bandes d’octave, et prenant en charge les séquences d’essais automatisées. Nous vous invitons à remplir le formulaire ci‑dessous ↓ pour nous contacter et réserver une démonstration ainsi qu’une période d’essai du module Sonomètre OpenTest. Vous pouvez également visiter le site web OpenTest à l’adresse www.opentest.com pour en savoir plus sur ses fonctionnalités et ses cas d’application.
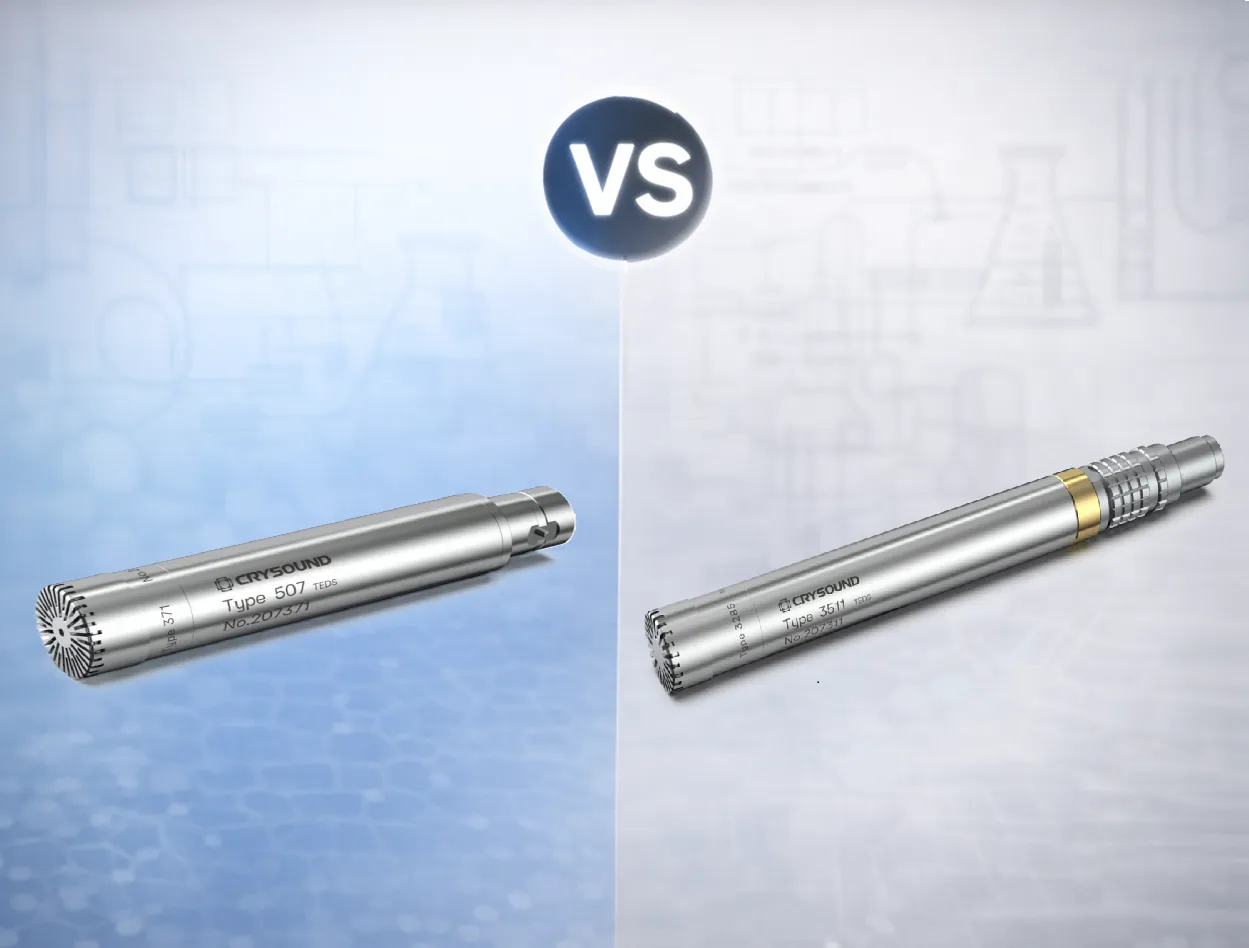
Dans les essais acoustiques, la métrologie acoustique et l’évaluation du bruit des produits, le terme microphone de mesure désigne généralement un microphone de mesure à condensateur. La génération de son signal repose sur un champ électrique de polarisation : la pression acoustique fait varier la capacité, et l’électronique d’entrée convertit cette variation en un signal électrique. Selon la façon dont le champ de polarisation est fourni, les microphones de mesure se répartissent généralement en deux catégories : polarisés extérieurement (tension de polarisation haute fournie par le système de mesure, généralement 200 V) et prépolarisés (un électret interne fournit une polarisation équivalente, de sorte qu’aucune haute tension externe n’est nécessaire). Les deux peuvent fournir des mesures de haute précision ; la clé du choix réside dans la compatibilité du système, les contraintes environnementales et le coût de maintenance. Cet article commence par expliquer le fonctionnement et les différences entre les microphones prépolarisés et les microphones polarisés extérieurement. Il compare ensuite la compatibilité alimentation/chaîne d’acquisition, le bruit et la plage dynamique, la robustesse environnementale et la stabilité à long terme. Puis il donne des conseils de sélection par scénario (métrologie, essais d’homologation, terrain, multivoie). Il se termine par une liste de contrôle synthétique pour la prise de décision. Exigences système Polarisé extérieurement Un microphone polarisé extérieurement nécessite une unité de polarisation dédiée / alimentation pour microphone (fournit une polarisation de 200 V) afin de fournir une tension de polarisation stable (couramment 200 V) et d’adapter l’interface du préamplificateur (souvent LEMO 7 broches).Cette chaîne de mesure est plus proche des configurations de métrologie traditionnelles et est couramment utilisée dans les laboratoires et les scénarios d’étalonnage traçable. Figure 1. Schéma de structure d’un microphone polarisé extérieurement Figure 2. Ensemble microphone polarisé extérieurement Prépolarisé Un microphone prépolarisé utilise un électret interne pour fournir une polarisation équivalente, de sorte qu’aucune tension de polarisation externe n’est requise.L’intégration système est plus simple, ce qui le rend particulièrement adapté aux travaux sur le terrain, aux essais mobiles et aux déploiements distribués multivoies. Les interfaces IEPE sont largement utilisées et très compatibles ; de nombreux systèmes d’acquisition de données offrent des entrées IEPE intégrées, ce qui peut réduire significativement le coût global de l’équipement. (IEPE est le terme international ; certaines entreprises parlent aussi de CCP ou d’ICP.) Figure 3. Schéma de structure d’un microphone prépolarisé Figure 4. Prépolarisé – ensemble microphone Arbitrages d’ingénierie Du point de vue de l’application en ingénierie, les principales différences sont les suivantes : Compatibilité système : les microphones polarisés extérieurement dépendent d’une polarisation de 200 V et d’interfaces/chaînes d’entrée spécifiques ; les microphones prépolarisés imposent moins de contraintes au front-end et permettent une intégration plus flexible. Robustesse environnementale : une forte humidité, la condensation, la poussière, le brouillard d’huile et des environnements similaires peuvent amplifier les problèmes d’isolement et de fuites ; les microphones prépolarisés donnent souvent des résultats plus stables. Pour les applications à haute température, vérifiez soigneusement la limite de température du modèle et les données de dérive à long terme ; les microphones polarisés extérieurement sont plus couramment utilisés lorsque la stabilité à haute température et les exigences de niveau métrologique sont prioritaires. Déploiement et maintenance : les solutions prépolarisées évitent le risque de haute tension, se déploient plus rapidement et sont généralement moins coûteuses à grande échelle. Les configurations polarisées extérieurement imposent des exigences plus élevées en matière de propreté, d’isolation, de fiabilité des connecteurs et de capacité de dépannage. Directives de sélection Architecture du front-end et de l’alimentation Si votre front-end existant prend nativement en charge la polarisation 200 V et que vous utilisez depuis longtemps cette chaîne de métrologie, privilégiez les microphones polarisés extérieurement afin de minimiser l’effort de rétrofit et le risque d’incompatibilité. Si votre front-end ne prend pas en charge la haute tension de polarisation, ou si votre système est principalement basé sur une alimentation à courant constant (par exemple CCLD/IEPE), privilégiez les microphones prépolarisés pour une efficacité de déploiement plus élevée et une compatibilité plus large. Contraintes environnementales (humidité / contamination / température) En cas de forte humidité, de condensation, de poussière ou de brouillard d’huile sur le terrain : privilégiez les microphones prépolarisés ou des modèles dotés de conceptions de protection, et accordez une attention particulière à la protection des connecteurs et des câbles. Pour les températures élevées ou les cycles thermiques : basez votre choix sur les fiches techniques et les données de stabilité. Les modèles polarisés extérieurement comme les modèles prépolarisés haute température peuvent convenir, mais vous devez vérifier les limites de température et les spécifications de dérive. Aligner les principales cibles de performance Mesures à faible bruit : concentrez-vous sur le bruit propre équivalent, le bruit du front-end, la longueur des câbles et la stratégie de blindage/mise à la terre. Mesures à niveau SPL élevé / chocs : concentrez-vous sur le niveau SPL maximal, la distorsion, la capacité de récupération après surcharge et la marge d’entrée du front-end (le choix de la taille de la capsule est souvent plus critique que la méthode de polarisation). Cohérence / traçabilité : concentrez-vous sur le système d’étalonnage, la dérive à long terme, le coefficient de température et l’intervalle de maintenance. Budget et coût total de possession Si le budget est serré, que le nombre de voies est élevé ou que vous devez passer rapidement à l’échelle : privilégiez les microphones prépolarisés . Sans haute tension de polarisation externe, la chaîne de mesure est plus simple et l’investissement total est généralement plus faible. Si une chaîne polarisée extérieurement est nécessaire : intégrez l’alimentation/adaptateur de polarisation externe comme poste obligatoire du budget. En plus du microphone et du préamplificateur, une alimentation de polarisation 200 V stable est requise, et cette alimentation de polarisation peut être coûteuse. Pour les déploiements multivoies, le coût total augmente fortement avec le nombre de voies. Si le laboratoire dispose déjà d’un nombre suffisant de voies d’alimentations de polarisation externes, le coût incrémental peut être bien inférieur. Conclusion Il n’existe pas de solution absolument « meilleure » entre les microphones prépolarisés et les microphones polarisés extérieurement. Une approche d’ingénierie plus fiable consiste à définir d’abord la chaîne de mesure et les contraintes environnementales, puis à finaliser le choix du modèle en utilisant comme principaux critères des paramètres tels que le bruit, la plage dynamique, la cohérence et la traçabilité. Nous vous invitons à en savoir plus sur les fonctions des microphones et les solutions matérielles sur notre site Web, et à utiliser le formulaire « Get in touch » pour contacter l’équipe CRYSOUND.

Cette solution de test EoL intégrée à poste unique permet aux fournisseurs de bouches d’air HVAC automobiles d’effectuer, en une seule étape d’inspection, les tests NVH (bruit/BSR), les tests électriques des moteurs et la détection de la présence des ailettes, ce qui aide à améliorer l’efficacité globale des tests et à réduire la dépendance à la main-d’œuvre. Schéma bloc du système de la solution de test pour bouche d’air HVAC automobile Les ensembles modernes de bouches d’air HVAC automobiles intègrent de plus en plus plusieurs moteurs d’entraînement, des ailettes (volets) à plusieurs rangées et des fonctions intelligentes telles que le contrôle automatique du flux d’air et l’interaction vocale. Par conséquent, les variations des procédés en amont ou les défauts d’assemblage peuvent se traduire directement par des problèmes au niveau du véhicule — généralement perçus comme un bruit anormal, un bourdonnement/grincement/vibration (BSR), un mauvais alignement de la direction du flux d’air ou une réduction du débit d’air due à des ailettes manquantes ou mal assemblées. Pour réduire les retouches et éviter les réclamations des clients, les fournisseurs exigent de plus en plus un test de fin de ligne (EoL) à 100 % sur la ligne de production, couvrant les essais NVH (bruit/BSR), les tests électriques des moteurs et la détection de la présence des ailettes. Solution de test EoL CRYSOUND à poste unique La solution de test EoL CRYSOUND pour les bouches d’air HVAC automobiles permet aux clients d’effectuer, sur un poste unique, des tests à 100 % du bruit/BSR, des tests électriques des moteurs et de la détection de présence des ailettes. La solution intègre le matériel et les logiciels propriétaires de CRYSOUND, le set de microphones de mesure CRY3203-S01, SonoDAQ, la caisse acoustique de test CRY7869 et OpenTest. Elle combine en outre la mesure électroacoustique avec l’analyse des bruits anormaux (qualité sonore et algorithmes basés sur l’IA) afin d’identifier les problèmes de bruit/BSR que l’FFT et le Leq peuvent manquer. Elle intègre également les tests électriques des moteurs et la détection de présence des ailettes, permettant un seul bridage et une décision unique OK/NG au sein de la même station EoL insonorisée. Schéma du dispositif de test pour bouche d’air HVAC Résultats client : gains en efficacité, en main-d’œuvre et en qualité Remplacement de l’écoute manuelle par une détection automatisée par machine, permettant des critères unifiés avec des résultats quantitatifs et traçables. Un seul dispositif, trois positions de test : prend en charge les tests parallèles ou mixtes des bouches d’air gauche/centrale/droite du tableau de bord, améliorant l’efficacité de >100 %. Gestion des variantes par changement de dispositif : réutilisation de la même station de test pour différents produits, réduisant les investissements en capital répétés. Inspection « un opérateur, un clic » : une seule ligne peut économiser 1 à 2 opérateurs permanents. Équipement de test EoL pour bouche d’air HVAC automobile Utilisateurs cibles typiques Cette solution est conçue pour les fournisseurs de bouches d’air motorisées et d’autres composants intérieurs automobiles entraînés par moteur, tels que Valeo S.A., Ningbo Joysonquin Automotive Systems Co., Ltd. et Jiangsu Xinquan Automotive Trim Co., Ltd. Configuration principale matérielle et logicielle ProduitQtéRemarqueSet de microphones de mesure CRY3203-S011Set de microphones de mesureCRY5820 SonoDAQ Pro1Analyseur audioCaisse acoustique de test CRY78691Environnement de testOpenTesthttp://www.opentest.com1LogicielDispositif de test1PersonnalisablePC & moniteur1(Optionnel) N’hésitez pas à remplir le formulaire ci-dessous ↓ pour nous contacter. Notre équipe peut partager des recommandations de test EoL spécifiques à votre application, en fonction de vos exigences pour les bouches d’air HVAC automobiles.

Dans la production industrielle et la surveillance de l’environnement, un bruit excessif implique des risques de non‑conformité ou de potentielles plaintes et litiges. Pour y faire face, vous avez besoin d’un sonomètre professionnel (SLM) qui fournisse des « données fiables, traçables et analysables ». Face à des écarts de prix allant de quelques centaines à plusieurs dizaines de milliers de dollars et à une multitude de paramètres complexes, comment choisir sans faire d’erreurs coûteuses ? Nous avons condensé ce processus de sélection complexe en une « méthode de décision en 4 étapes » pour vous aider à trouver rapidement le bon équilibre entre votre budget et vos besoins. Étape 1 : Définir l’« objectif » — Les données doivent‑elles être opposables à des tiers ? C’est le premier point de rupture dans la sélection, qui détermine directement la « classe de précision » de l’équipement. Scénario A : Les données doivent être « opposables à l’externe » Cas d’utilisation typiques : Application de la législation environnementale, essais par des tiers, R&D en laboratoire, arbitrage juridique. Choix obligatoire : Sonomètre de classe 1. Raison principale : La différence entre la classe 1 et la classe 2 va bien au‑delà des seules erreurs de lecture. La différence essentielle réside dans la plage de réponse en fréquence. Appareils de classe 1 (par ex. CRY2851) : Ils couvrent généralement une large bande de 10 Hz à 20 kHz, capturant des vibrations extrêmement basses fréquence et des bruits ultra‑haute fréquence, et répondent pleinement à des normes strictes comme l’IEC 61672‑1:2013 Classe 1. Appareils de classe 2 : Ils ont généralement une plage de fréquences plus étroite (par ex. 20 Hz – 8 kHz) avec une atténuation possible aux extrémités basse ou haute, ce qui les rend inadaptés aux scénarios de mesurage ou de certification stricts. Scénario B : Utilisé uniquement pour la « gestion interne » Cas d’utilisation typiques : Inspections d’atelier, contrôles ponctuels d’équipements, enquêtes de voisinage, comparaisons de procédés internes. Recommandé : Sonomètre de classe 2. Atout principal : Il couvre la grande majorité des besoins de mesure du bruit industriel et environnemental et constitue le choix idéal pour le contrôle interne. Étape 2 : Clarifier les « indicateurs » — Qu’est‑ce que vous mesurez exactement ? Choisir les mauvais indicateurs rend les données inutiles. Concentrez‑vous sur les deux points suivants : Pondération fréquentielle (A, C, Z) : laquelle utiliser ? Pondération A (la plus courante) : Simule la réponse de l’oreille humaine (peu sensible aux basses fréquences). Elle doit être utilisée pour l’évaluation du bruit environnemental et les évaluations de santé au travail (par ex. limites de 85 dB(A)). Pondération C : Moins d’atténuation dans les basses fréquences, reflétant plus fidèlement l’énergie totale du son. Souvent utilisée pour le bruit mécanique et les bruits d’impact présentant des composantes riches en basses fréquences. Pondération Z (zéro) : Réponse plate sur toute la plage de fréquences, sans atténuation. Elle doit être utilisée lorsque vous avez besoin d’une analyse spectrale ou de recherches approfondies sur les composantes du bruit afin de préserver le signal original. « Valeur instantanée » ou « valeur statistique » ? Pour des contrôles rapides sur site : concentrez‑vous sur Lp (niveau de pression acoustique instantané) et Lmax (niveau sonore maximal). Pour une évaluation scientifique ou des rapports : vous devez disposer de Leq (niveau de pression acoustique équivalent continu). C’est l’indicateur clé pour évaluer l’énergie du bruit sur une période donnée. Les équipements professionnels (comme les CRY2850/2851) intègrent par défaut des fonctions d’intégration qui calculent automatiquement Leq. Figure 1. Schéma de l’interface logicielle Étape 3 : Confirmer si une « analyse » est nécessaire — Avez‑vous besoin d’identifier la source de bruit ? C’est ce qui distingue un « simple mesureur de bruit » d’un « sonomètre professionnel ». Regarder une valeur totale (par ex. 85 dB) vous dit seulement « c’est bruyant ici » ; voir le spectre vous indique « où c’est bruyant ». Quand avez‑vous besoin d’une analyse spectrale (octave 1/1, 1/3 d’octave ou FFT) ? Contrôle du bruit : Déterminer si le bruit vient d’un ventilateur (bruit aérodynamique) ou d’un moteur (bruit électromagnétique). R&D : Comparer les différences de qualité sonore entre des produits concurrents ou entre différentes versions d’un produit. Diagnostic : Distinguer un crissement de roulement à haute fréquence d’une résonance structurelle à basse fréquence. Conseil de sélection : En prenant le CRY2851 comme exemple, il prend en charge à la fois l’analyse OCT et l’analyse FFT. Si votre objectif est de « résoudre des problèmes » plutôt que de simplement « enregistrer des chiffres », veillez à choisir un appareil doté de fonctions spectrales. Figure 2. Démonstration de mesure Étape 4 : Planifier le « mode » de mesure — Mesure ponctuelle ou surveillance à long terme ? De nombreux projets échouent parce que l’appareil « mesure avec précision, mais est difficile à utiliser ». Plage dynamique : Dites adieu au « changement de gamme manuel ». Les anciens équipements nécessitent un changement de gamme manuel, ce qui est source d’erreurs. Les sonomètres modernes (comme le CRY2851) disposent d’une plage dynamique étendue de >120 dB, couvrant tout, des chuchotements aux moteurs rugissants, sans changement de gamme — ce qui évite les erreurs et améliore l’efficacité. Exportation des données : Assurez‑vous que les données sont « portables et exploitables ». Vérifiez que l’appareil prend en charge le stockage automatique sur carte SD ou en mémoire interne et l’exportation dans des formats universels (comme CSV). Évitez le piège qui consiste à « mesurer des données sans parvenir à les consigner manuellement ». Capacité de surveillance à distance (essentielle pour l’extérieur / le long terme) Pour des scénarios de longue durée comme les chantiers de construction ou la surveillance du trafic, l’appareil doit disposer : Fonctions de communication : (LAN / port série) pour la transmission de données à distance en temps réel. Protection extérieure : (par ex. associé au kit extérieur NA41, indice IP65) pour résister à la pluie et à la poussière ; sinon, l’équipement est facilement endommagé. Aide‑mémoire de sélection rapide Pour vous aider à décider rapidement, nous avons résumé trois scénarios d’application typiques sur la base de la méthode en quatre étapes ci‑dessus : Figure 3. Utilisation en mesure portative Liste de contrôle « Éviter les pièges » : vérifiez ces 5 points en dernier Vérifier la norme : Confirmez la conformité à la dernière norme IEC 61672‑1:2013. Vérifier la bande passante : Même pour les sonomètres de classe 2, assurez‑vous que la plage de fréquences couvre vos principales sources de bruit afin d’éviter les signaux manqués. Vérifier l’étalonnage : L’achat d’un SLM de classe 1 nécessite un calibreur acoustique de classe 1 (par ex. CRY563A) ; sinon, la précision du système est dégradée. Vérifier la plage : Privilégiez les appareils à « large plage dynamique » ou « plage automatique » ; refusez le changement de gamme manuel. Vérifier les accessoires : Les bonnettes anti‑vent et les protections rigides sont indispensables pour une utilisation en extérieur. Choisir un sonomètre revient essentiellement à trouver un équilibre entre « risque et coût ». Si vous avez encore des doutes sur la question « classe 1 ou classe 2 » ou sur le fait de « savoir si une analyse spectrale est nécessaire », CRYSOUND est prêt à fournir un accompagnement complet sur tout le cycle de vie : Avant‑vente : nos ingénieurs d’application proposent un accompagnement personnalisé, adapté à votre scénario, pour vous aider à choisir avec précision et éviter de dépenser inutilement. Après‑vente : nous proposons un ensemble complet de services, de l’étalonnage et la formation jusqu’au support technique à long terme, afin de garantir une chaîne de preuve complète. Plutôt que de vous débattre seul avec les paramètres, contactez notre équipe à l’aide du formulaire ci‑dessous pour recevoir un plan de configuration adapté à votre application.

Qualité sonore
Cet article s’adresse aux ingénieurs travaillant dans les domaines de l’acoustique et des essais de vibrations. Il présente la façon d’effectuer des mesures de qualité sonore dans OpenTest sur la base de la norme de sonie ISO 532 et des méthodes d’évaluation de tonalité ECMA-74. En mesurant et en comparant trois indicateurs psychoacoustiques clés — Sonie (Loudness), Aigreur (Sharpness) et Proéminence (Tonalité) — les équipes des secteurs de l’électronique grand public, du NVH automobile, de l’électroménager et des équipements informatiques peuvent transformer « à quel point ça sonne bien ou mal » en données d’ingénierie quantitatives, et réaliser un flux de travail standardisé de qualité sonore sur une plateforme unique, depuis l’acquisition des données, en passant par l’analyse, jusqu’au rapport. Pourquoi les mesures de qualité sonore sont importantes Dans les essais de bruit traditionnels, on s’appuie généralement sur les valeurs en dB pour décrire à quel point un appareil est « bruyant ». Mais de plus en plus d’études et de projets sur le terrain rappellent aux ingénieurs que la « sonie » n’est qu’une partie de l’histoire. Dans le NVH automobile, l’électroménager, les équipements informatiques et l’électronique grand public, l’acceptation du bruit d’un produit par les utilisateurs dépend bien davantage de son caractère agréable, aigu, fatigant ou agaçant, et pas uniquement du niveau global de pression acoustique. Les enquêtes industrielles montrent également que la plupart des fabricants considèrent désormais que « la qualité du son » est tout aussi importante que « son niveau de silence », et qu’ils commencent à se préoccuper de la qualité sonore dès les premières phases de conception. À niveau sonore identique, une mauvaise qualité sonore peut diminuer fortement la satisfaction globale vis‑à‑vis du produit. C’est précisément pour cette raison que la discipline de la qualité sonore existe : au moyen d’un ensemble d’indicateurs psychoacoustiques tels que la Sonie (Loudness), l’Aigreur (Sharpness) et la Tonalité / Proéminence, elle transforme des impressions subjectives comme « aigu », « sourd », « agressif » ou « doux » en données mesurables, comparables et traçables, de sorte que les équipes d’ingénierie puissent aller au‑delà du simple contrôle du bruit et véritablement concevoir et optimiser le son des produits en fonction de l’expérience d’écoute. Indicateurs clés pour la mesure de la qualité sonore En pratique d’ingénierie, la qualité sonore n’est pas une valeur unique, mais un ensemble de grandeurs psychoacoustiques. Les indicateurs couramment utilisés comprennent la Sonie (Loudness), l’Aigreur (Sharpness), la Ruguesse (Roughness), la Force de fluctuation (Fluctuation Strength), la Proéminence / Tonalité, etc. Figure 1 – Indicateurs clés pour la mesure de la qualité sonore Sonie (Loudness) – ISO 532-1 La Sonie (Loudness) et le niveau de sonie décrivent à quel point un son est perçu comme fort par l’oreille humaine, plutôt que son simple niveau de pression acoustique en dB. Au niveau international, la norme ISO 532-1:2017 basée sur la méthode de Zwicker est largement utilisée pour le calcul de la sonie. Elle permet de traiter des sons stationnaires comme des sons variables dans le temps et présente une bonne corrélation avec la perception subjective dans de nombreuses applications de bruit technique. D’un point de vue ingénierie, la sonie présente des avantages clairs par rapport au niveau de pression acoustique pondéré A : Elle tient compte de la sensibilité différente de l’oreille selon la fréquence (l’audition humaine est plus sensible dans la zone des moyennes‑hautes fréquences) À niveau de dB identique, la sonie reflète généralement plus fidèlement « est‑ce que cela paraît fort ou non ? » Aigreur (Sharpness) – DIN 45692 L’Aigreur (Sharpness) reflète si un son est perçu comme aigu ou perçant. Lorsque la proportion de contenu haute fréquence est plus élevée, les personnes ont tendance à percevoir le son comme plus « aigu » ou « agressif ». L’aigreur a été normalisée dans la DIN 45692:2009, et est généralement calculée à partir de la distribution de sonie spécifique issue d’un modèle de sonie, avec un sur‑pondération dans les bandes de Bark élevées. Le résultat est exprimé en acum. Dans des applications telles que les ventilateurs, les compresseurs ou les bruits de motorisation électrique, la réduction de l’aigreur améliore souvent plus efficacement le confort subjectif que la simple diminution du niveau global en dB. Ruguesse (Roughness) – asper La Ruguesse (Roughness) correspond approximativement à une modulation rapide d’amplitude dans la plage 15–300 Hz, qui donne une impression « râpeuse, vibrante » — par exemple pour certains sifflements d’onduleurs ou d’engrenages où le son semble « trembler ». Unité : asper Définition classique : 1 asper correspond à une onde pure de 1 kHz et 60 dB, modulée en amplitude à environ 70 Hz avec une profondeur de modulation de 100 % Plus la modulation est profonde et plus la fréquence de modulation est proche de la zone de sensibilité (autour de 70 Hz), plus la ruguesse perçue est élevée En ingénierie, la ruguesse sert souvent à décrire à quel point un son donne une impression de « bourdonnement » ou de « grattement »; elle est particulièrement pertinente pour l’évaluation subjective des bruits techniques dans les systèmes de traction électrique, les boîtes de vitesses et les compresseurs. Force de fluctuation (Fluctuation Strength) – vacil La Force de fluctuation caractérise les fluctuations plus lentes d’amplitude — des amplitudes qui montent et descendent approximativement dans la plage 0,5–20 Hz, perçues comme un bruit « pulsé » ou « respirant », avec une sensibilité maximale typique autour de 4 Hz. Unité : vacil Définition classique de 1 vacil : une onde pure de 1 kHz et 60 dB avec modulation d’amplitude à 4 Hz et 100 % de profondeur de modulation Pour le « bruit de respiration » à l’arrêt dans l’habitacle, ou pour des ventilateurs dont le niveau augmente et diminue périodiquement, la force de fluctuation est un indicateur clé. Vous pouvez considérer la Force de fluctuation et la Ruguesse comme les deux faces d’une même « pièce de modulation » : Force de fluctuation : modulation lente (quelques Hz), perçue comme un bruit « respirant » ou « pulsé » Ruguesse : modulation plus rapide (dizaines de Hz), perçue comme « vibrante, râpeuse, granuleuse » Proéminence / Tonalité (ECMA-74) De nombreux appareils ne sont pas particulièrement bruyants au global, mais deviennent extrêmement agaçants en raison d’une ou deux composantes tonales étroites. Ces « tons qui ressortent » sont généralement quantifiés par la Tonalité / Proéminence. Pour le bruit des équipements informatiques et de technologies de l’information, la norme ECMA-74 spécifie des méthodes basées sur le rapport ton‑bruit (TNR, Tone‑to‑Noise Ratio) et le rapport de proéminence (PR, Prominence Ratio) pour évaluer la proéminence tonale et déterminer si une raie spectrale est un « ton proéminent ». Historiquement, ces indicateurs proviennent de la recherche psychoacoustique et sont aujourd’hui largement utilisés dans l’automobile, l’aéronautique, l’électroménager et les équipements informatiques pour prédire et optimiser le caractère agaçant des bruits. Par exemple, des études ont montré que, pour un niveau de sonie contrôlé, l’Aigreur, la Tonalité et la Force de fluctuation sont des prédicteurs importants de l’agaçement provoqué par le bruit d’hélicoptère. Pourquoi la qualité sonore est plus utile que de simplement « surveiller les dB » Dans de nombreux projets, vous avez probablement déjà vu des questions comme : Deux conceptions de ventilateur ont des niveaux de puissance acoustique similaires, mais l’une « sonne doux » tandis que l’autre présente un sifflement marqué Après réduction du bruit, le niveau global de pression acoustique est plus faible de quelques dB, mais les retours des utilisateurs s’améliorent à peine Sur la ligne de production, le niveau de pression acoustique pondéré A est utilisé comme seul critère, et certaines unités au « mauvais son » passent quand même au travers Fondamentalement, c’est parce que : Niveau de pression acoustique / puissance acoustique = « quelle quantité d’énergie est présente » Indicateurs de qualité sonore = « comment l’oreille le perçoit » Avec des indicateurs comme la Sonie, l’Aigreur, la Ruguesse, la Force de fluctuation et la Proéminence, vous pouvez décomposer des plaintes vagues du type « c’est simplement inconfortable à l’oreille » en : Quelle région de fréquence contient trop d’énergie (ce qui conduit à une aigreur élevée) S’il existe une modulation d’amplitude marquée (entraînant une ruguesse ou une force de fluctuation élevées) Si une composante tonale ressort nettement au‑dessus de son environnement (tonalité / proéminence élevée) Dans les itérations d’ingénierie, ces indicateurs peuvent être directement associés à : L’optimisation de la structure (raideur, modes propres, forme des pales, etc.) Les stratégies de commande (par ex. fréquence PWM, courbes de vitesse de ventilateur et transitions) Les choix de matériaux et de traitement / isolation acoustique Cela fournit des orientations beaucoup plus claires et actionnables que « réduire simplement les dB ». Analyse de la qualité sonore dans OpenTest En tant que plateforme pour les essais acoustiques et vibratoires, OpenTest prend en charge un flux de travail complet de qualité sonore allant de l’acquisition → l’analyse → le reporting. Remplissez le formulaire en bas ↓ de cette page pour nous contacter et obtenir une démonstration d’OpenTest. Exemple d’appareil : bruit du ventilateur d’un PC de bureau Pour rendre le processus concret, nous utilisons un appareil très courant comme exemple : un PC de bureau typique. Objectif de l’essai : évaluer les indicateurs de qualité sonore du bruit de son ventilateur dans différentes conditions de fonctionnement, afin de : Comparer les performances subjectives en bruit de différentes stratégies de refroidissement et de commande de ventilateur Fournir des données quantitatives pour les revues NVH (par ex. la sonie dépasse‑t‑elle la cible, l’aigreur est‑elle trop élevée ?) Fournir une base pour une optimisation ultérieure de la qualité sonore (par ex. suppression des fréquences de sifflement, adoucissement des transitions de vitesse) Les environnements d’essai possibles sont : Une chambre semi‑anéchoïque / un laboratoire à faible bruit (recommandé) ; ou Un bureau calme pour une évaluation comparative en phase amont Système de mesure : SonoDAQ + module de qualité sonore OpenTest Côté matériel, nous utilisons un système d’acquisition de données multivoies CRYSOUND SonoDAQ (pour plus de détails sur les modèles, veuillez nous contacter), associé à un ou plusieurs microphones de mesure placés à proximité du ventilateur du PC ou à la position d’écoute, selon les exigences de l’essai. Figure 2 – Système d’acquisition de données multivoies SonoDAQ Pro Bien sûr, OpenTest prend également en charge la connexion via openDAQ, ASIO, WASAPI et d’autres interfaces audio grand public, de sorte que vous puissiez réutiliser, si besoin, les dispositifs d’acquisition ou interfaces audio existants pour la mesure. Côté logiciel, le module de qualité sonore d’OpenTest est l’un des modules de mesure. Combiné à l’analyse FFT, à l’analyse par bandes d’octave et à l’analyse de niveau sonore, il couvre la plupart des besoins standard d’essais audio et vibratoires. Configuration des paramètres de mesure Après avoir créé un nouveau projet dans OpenTest, procédez comme suit : 1. Configuration et étalonnage des voies Dans le menu Channel Setup, sélectionnez les voies de microphone à utiliser et définissez la sensibilité, la fréquence d’échantillonnage et la pondération fréquentielle selon les besoins Utilisez un calibreur acoustique (par ex. 1 kHz, 94 dB SPL) pour étalonner les microphones de mesure, afin de garantir que la sonie et les indicateurs associés disposent d’une référence absolue fiable 2. Basculer vers le module « Measure > Sound Quality » Sélectionnez les indicateurs à calculer : Sonie (Loudness), Aigreur (Sharpness), Proéminence Définissez la bande passante d’analyse, la résolution fréquentielle et les modes de moyennage temporel Configurez éventuellement la durée d’essai et les libellés pour les différentes conditions de fonctionnement En substance, cette étape transforme les « définitions de calcul » des normes ISO 532, DIN 45692 et ECMA-74 en un gabarit de scénario de qualité sonore OpenTest réutilisable. Acquisition des données sonores pour différentes conditions de fonctionnement Une fois l’environnement d’essai mis en place et les paramètres configurés, cliquez sur Start pour mesurer les données de qualité sonore dans différentes conditions de fonctionnement. Chaque enregistrement d’essai est sauvegardé automatiquement pour une analyse ultérieure. Comme la qualité sonore se concentre sur la perception du son en conditions réelles d’utilisation, il est recommandé d’enregistrer plusieurs conditions typiques, par exemple : Veille / repos (ventilateur à l’arrêt ou à basse vitesse) Charge bureautique typique (documents, navigation multi‑onglets, etc.) Forte charge / test de stress (CPU / GPU à pleine charge) Avec cette décomposition, les ingénieurs peuvent gérer clairement quel résultat de qualité sonore correspond à quelle condition de fonctionnement. Figure 3 – Superposition de plusieurs enregistrements de qualité sonore dans OpenTest Des mesures multiples à un rapport de qualité sonore unique Après avoir mesuré plusieurs conditions de fonctionnement (par ex. repos, charge bureautique typique et test de stress en pleine charge), vous pouvez effectuer les opérations suivantes dans OpenTest. Dans la liste des jeux de données, sélectionnez les enregistrements que vous souhaitez comparer et superposer : Comparer les courbes de sonie dans les différentes conditions Vérifier si l’aigreur présente des pics lors des accélérations ou des transitions de vitesse Identifier les conditions où apparaissent des tons étroits proéminents (forte proéminence) Dans le Data Selector, enregistrez les formes d’onde et résultats d’analyse associés : Exporter des fichiers .wav pour des essais d’écoute ou des évaluations subjectives ultérieurs Exporter des fichiers .csv / Excel pour des statistiques ou des modélisations complémentaires Cliquez sur le bouton Report dans la barre d’outils : Saisissez les informations relatives au projet, au DUT et aux conditions de fonctionnement Sélectionnez les indicateurs de qualité sonore et les graphiques à inclure (par ex. sonie en fonction du temps, diagrammes en barres de l’aigreur, spectres avec mise en évidence de la proéminence tonale) Générez en un clic un rapport de qualité sonore pour les revues internes ou la remise au client Figure 4 – Exemple de rapport de qualité sonore dans OpenTest Le rapport généré comprend les conditions de mesure et les modes de fonctionnement, les principaux indicateurs de qualité sonore tels que la Sonie, l’Aigreur et la Proéminence, ainsi qu’une comparaison avec les indicateurs acoustiques traditionnels (niveau de pression acoustique, spectres 1/3 d’octave, puissance acoustique, etc.), ce qui permet aux équipes projet de discuter à partir d’un ensemble d’indicateurs à la fois objectifs et étroitement liés au son perçu. Scénarios d’application typiques Vous pouvez créer différents scénarios de tests de qualité sonore dans OpenTest pour différents domaines d’activité, par exemple : Électronique grand public / équipements informatiques (ordinateurs portables, routeurs, ventilateurs, etc.) Utilisez la sonie + l’aigreur +, le cas échéant, la ruguesse pour évaluer le « confort subjectif » de différentes stratégies thermiques / de commande de ventilateur Comparer la qualité sonore pour différentes courbes de vitesse ou différents schémas PWM NVH automobile / systèmes de traction électrique Utiliser l’acquisition multivoies pour enregistrer de manière synchrone le bruit intérieur et les signaux de vitesse Combiner l’analyse d’ordres avec les indicateurs de qualité sonore pour évaluer à quel point un sifflement de traction électrique est « aigu » et s’il existe une modulation marquée provoquant de la ruguesse Électroménager et équipements industriels Lorsque la puissance acoustique respecte déjà les normes, utiliser les indicateurs de qualité sonore pour filtrer en plus les « bruits agaçants », au lieu de se baser uniquement sur les dB Si vous mettez en place ou mettez à niveau vos capacités d’essais de qualité sonore, vous pouvez utiliser les normes ISO 532 et ECMA-74 comme colonne vertébrale et laisser OpenTest relier environnement, acquisition, analyse et reporting en une chaîne reproductible. De cette façon, chaque essai de qualité sonore est clairement traçable et a beaucoup plus de chances d’évoluer d’une expérience isolée vers un actif d’ingénierie à long terme. Nous vous invitons à remplir le formulaire ci‑dessous ↓ pour nous contacter et réserver une démonstration et un essai du module de qualité sonore OpenTest. Vous pouvez également visiter le site Web d’OpenTest à l’adresse www.opentest.com pour en savoir plus sur ses fonctionnalités et ses cas d’application.

Les microphones de mesure sont utilisés en métrologie acoustique, pour les essais de type et pour les mesures d’ingénierie. Contrairement aux applications générales de capture audio, les scénarios de mesure accordent une importance bien plus grande à la constance et à la traçabilité : le même microphone doit fournir un signal de sortie stable lorsqu’il est re‑testé dans le temps ; la dispersion au sein d’un même lot de production doit rester suffisamment faible ; et les variations de performances entre lots doivent rester maîtrisables. Dans ces applications, de minuscules contaminants introduits pendant la fabrication ne provoquent peut‑être pas de « défaillance » immédiate, mais peuvent s’accumuler au fil du temps sous forme de bruit propre accru, de légers décalages de la réponse en fréquence, de modifications des fuites d’isolation ou de dérive à long terme — augmentant in fine l’incertitude de mesure et les coûts de recalibration. Par conséquent, réaliser les étapes critiques d’assemblage des composants et de scellement dans un environnement propre contrôlé (une salle blanche) est une approche d’ingénierie courante pour obtenir des performances stables et une constance de lot à lot pour les microphones de mesure. Cet article commence par présenter les structures des microphones de mesure et les exigences de traçabilité, puis explique comment la contamination particulaire et moléculaire affecte le bruit, la réponse et la dérive. Il décrit ensuite les dispositifs de contrôle en salle blanche (classe de propreté, environnement, flux des personnes et des matériaux) qui réduisent les risques. Enfin, il résume les avantages en termes de constance et de coût de recalibration. Figure 1. Assemblage de précision en salle blanche Structure critique et exigences de niveau métrologique En prenant comme exemple un microphone de mesure à condensateur, sa structure centrale se compose de la membrane, de la plaque arrière, d’un entrefer extrêmement réduit et des chemins acoustiques. Les dimensions et l’état de surface de ces structures influencent directement la sensibilité, la réponse en fréquence, les caractéristiques de phase et le bruit propre. Les microphones de mesure doivent généralement satisfaire à des exigences normalisées géométriques et électroacoustiques et permettre une chaîne d’étalonnage traçable. Par exemple, la série IEC 61094 spécifie des exigences relatives aux caractéristiques et à l’étalonnage des microphones de mesure, ce qui contribue à garantir la comparabilité et la constance lorsqu’ils sont utilisés comme instruments de métrologie et étalons de transfert. Comment la contamination affecte les performances La contamination se répartit généralement en deux catégories : la contamination particulaire (poussières, fibres, squames de peau, débris métalliques, etc.) et la contamination moléculaire (brouillards d’huile, composés organiques volatils résiduels, résidus de produits de nettoyage, etc.). Pour les microphones de mesure, les deux types peuvent modifier les conditions aux limites du mouvement de la membrane, l’amortissement acoustique ou l’isolation électrique. Contamination particulaire : bruit propre, non‑linéarité et déviation de la réponse Lorsque des particules pénètrent dans les interstices critiques ou adhèrent à proximité de la membrane, elles peuvent introduire des frottements localisés et modifier l’amortissement, augmentant le bruit propre et réduisant la plage dynamique exploitable pour les mesures de faible niveau. Dans les cas plus extrêmes, les particules peuvent provoquer des contacts intermittents ou limiter le mouvement, entraînant une distorsion non linéaire et une moins bonne répétabilité. Figure 2. Structure en coupe transversale d’un microphone Contamination moléculaire : modifications de l’isolation et de la stabilité de charge La contamination moléculaire se présente souvent sous forme de dépôts de couches minces à la surface des composants. De tels films peuvent modifier la résistance de surface des pièces isolantes, changer les courants de fuite et donc affecter les conditions de polarisation effectives et la stabilité aux basses fréquences, ce qui peut augmenter le bruit électrique. Pour les chaînes de mesure nécessitant une stabilité à long terme, les problèmes causés par la contamination moléculaire sont plus subtils et se manifestent souvent sous forme de dérive lente. Absorption/migration d’humidité et variation entre lots : stabilité et constance à long terme Certains contaminants sont hygroscopiques ou migrateurs. Sous l’effet des cycles de température et d’humidité et du vieillissement à long terme, leur répartition et leur état de surface peuvent continuer à évoluer, provoquant une dérive progressive de la sensibilité et de la réponse en fréquence. Parallèlement, les événements de contamination sont intrinsèquement aléatoires : l’emplacement et la quantité de particules déposées sont difficiles à reproduire, ce qui peut amplifier la dispersion au sein d’un lot et entraîner des fluctuations de rendement — augmentant finalement la charge de travail liée à l’étalonnage au niveau système et au contrôle de constance. La valeur d’ingénierie d’une salle blanche : placer le « risque de contamination » sous contrôle du procédé Une salle blanche maintient la contamination particulaire et moléculaire dans une plage vérifiable et stabilise des paramètres environnementaux tels que la température, l’humidité et les différentiels de pression. La classification des salles blanches se réfère couramment à la norme ISO 14644‑1, qui utilise la concentration de particules en suspension dans l’air comme métrique principale. Pour les microphones de mesure, l’essentiel est de placer sous contrôle de procédé le risque de contamination lors des étapes d’assemblage, de scellement et de conditionnement. Effectuer les opérations critiques d’assemblage et de scellement dans un environnement à faible concentration de particules réduit la probabilité de contamination aléatoire par des poussières et des fibres. La maîtrise de la température et de l’humidité, des différentiels de pression et la mise en place d’une gestion électrostatique réduisent les risques liés à l’adsorption et aux dépôts secondaires. Le respect de protocoles standardisés pour l’entrée du personnel et des matériaux ainsi que pour la maintenance des outils — et le maintien d’un conditionnement propre — contribue à préserver un état « tel qu’expédié » constant. Chez CRYSOUND, les opérations critiques d’assemblage et de scellement sont réalisées dans une salle blanche de classe 1 000, équivalente à la classe ISO 6 selon l’ISO 14644‑1. Cela permet de réduire le risque de contamination particulaire pendant la production de masse tout en maintenant des conditions de procédé stables. Figure 3. Zone de fabrication en salle blanche Salles blanches et étalonnage : complémentaires, non substituables Une salle blanche maîtrise les variables de contamination pendant la fabrication afin de réduire les risques de dispersion des performances et de dérive. L’étalonnage établit la traçabilité et fournit des paramètres tels que la sensibilité dans des conditions spécifiées. Une fabrication propre ne peut pas se substituer à l’étalonnage, mais elle peut améliorer la constance lors des re‑tests et réduire l’impact de la dérive sur les intervalles d’étalonnage et sur l’incertitude. Figure 4. Fabrication en salle blanche Valeur directe pour les applications finales Une fois les variables de contamination maîtrisées, les niveaux de bruit propre et les caractéristiques de réponse deviennent plus stables, et les différences de lot à lot sont plus faciles à gérer. Dans les systèmes multivoies, les mesures d’imagerie acoustique et la surveillance de la constance sur les lignes de production, l’interchangeabilité des capteurs est plus facile à atteindre — et il devient également plus simple de définir des stratégies de recalibration et de vérification périodique plus adaptées. Un environnement propre et contrôlé offre des conditions stables de maîtrise de la contamination pour les étapes clés de fabrication des microphones de mesure, ce qui aide à réduire les risques de bruit propre élevé, de déviation de la réponse et de dérive à long terme. Combiné à une conception normalisée, à des contrôles en cours de procédé et à un étalonnage traçable, cela permet de maintenir des résultats de mesure fiables tout au long du cycle de vie du produit. Nous vous invitons à en savoir plus sur les fonctions de microphone et les solutions matérielles sur notre site web et à utiliser le formulaire « Get in touch » pour contacter l’équipe CRYSOUND.

Avant de commencer tout travail formel d’acquisition de données, une étape essentielle consiste à connecter le frontal DAQ au PC. Dans l’ingénierie au quotidien, les options les plus courantes incluent une connexion USB directe, le Wi‑Fi sans fil, l’Ethernet et le PXIe. Cet article présente ces quatre méthodes de connexion courantes sous plusieurs angles : en quoi elles diffèrent, dans quels cas chacune excelle et leurs limites pratiques, afin de vous aider à développer une compréhension plus approfondie et plus intuitive de la connectivité DAQ. Connexion Ethernet Une connexion Ethernet signifie que le frontal rejoint un réseau local (LAN) via son port réseau et que le PC accède au dispositif via IP. Un chemin de données typique ressemble à ceci : Capteur → échantillonnage par le frontal → transport Ethernet (TCP/UDP, etc.) → stockage et traitement sur PC/serveur. Cette topologie peut aller du très simple au très complexe, par exemple : Frontal ↔ PC (liaison directe point à point) Plusieurs frontaux → commutateur → PC/serveur (système distribué) Figure 1. Connexion Ethernet Avantages des connexions Ethernet Topologie flexible : les configurations à nœud unique, multi‑nœuds et distribuées sont toutes faciles à organiser ; Distances et câblage confortables : l’Ethernet cuivre ou la fibre facilitent le déploiement entre différentes pièces, étages, voire bâtiments, et le routage peut être plus standardisé ; Infrastructure mature et bonne maintenabilité : les commutateurs, câbles, émetteurs‑récepteurs, fibres et accessoires de baie sont largement disponibles, et les problèmes sont généralement plus faciles à localiser et à dépanner ; Limites des connexions Ethernet Le réseau introduit de l’incertitude : topologie, performances des commutateurs, congestion des ports, tempêtes de broadcast et erreurs de liaison peuvent tous provoquer des fluctuations de débit et de latence ; Avec plusieurs dispositifs/nœuds, le besoin de planification réseau augmente rapidement : adressage IP, sous‑réseaux, recours ou non au DHCP, routage entre sous‑réseaux, profondeur de cascade des commutateurs, etc. À mesure que le système grandit, les choses peuvent devenir confuses sans plan d’ensemble. La qualité des câbles, le blindage/la mise à la terre, un routage trop proche de lignes de puissance, un mauvais contact des ports ou une alimentation instable des commutateurs peuvent se traduire par des pertes de paquets, des retransmissions ou des anomalies de négociation de vitesse. Pour les ingénieurs, l’Ethernet est simple à utiliser sur le site de test : dans de nombreuses configurations, un seul câble suffit pour mettre le frontal DAQ en ligne avec le PC ; la configuration des paramètres, le démarrage/l’arrêt, le suivi en temps réel et l’enregistrement se font de manière fluide. Lorsque la distance augmente, vous pouvez prolonger la liaison cuivre ou passer à la fibre pour maintenir une transmission stable. Dans des environnements multi‑étages ou multi‑pièces – ou lorsque les contraintes de bruit/sécurité rendent peu pratique le fait de rester près du banc d’essai – les données peuvent être acquises et surveillées depuis un bureau ou une salle de contrôle via le réseau. Bien sûr, des longueurs de câble très importantes peuvent devenir une source de complications en soi. SonoDAQ Pro est livré de série avec deux ports LAN Gigabit (GLAN, chaînage possible, prise en charge de l’alimentation PoE++ 90 W) et fournit également un port USB‑C avec un débit de classe gigabit, offrant ainsi aux utilisateurs des options de connexion de type réseau plus flexibles. Figure 2. Panneau arrière SonoDAQ Connexion Wi‑Fi Un DAQ Wi‑Fi signifie que le nœud d’acquisition communique avec un PC ou un LAN via un réseau sans fil. Contrairement au simple fait de « remplacer le câble par du sans‑fil », les systèmes DAQ Wi‑Fi fonctionnent généralement selon deux modes : Diffusion en temps réel : après l’échantillonnage, les données sont envoyées au PC via Wi‑Fi en temps réel ; Mise en mémoire tampon/stockage local : les données sont d’abord mises en mémoire tampon ou stockées sur le frontal ; le Wi‑Fi est utilisé principalement pour le pilotage, l’aperçu, le transfert de segments sélectionnés ou l’exportation après l’acquisition. Deux configurations réseau courantes sont : Le frontal DAQ rejoint un point d’accès sur site (mode STA) ; Le PC crée un point d’accès et le frontal DAQ s’y connecte. En résumé, le frontal doit prendre en charge le Wi‑Fi et se trouver sur le même LAN que le PC. Figure 3. Connexion Wi‑Fi Avantages des connexions Wi‑Fi Aucun câblage : lorsque le tirage de câbles est difficile ou interdit, le DAQ peut être placé au plus près du point de mesure et piloté via Wi‑Fi ; Acquisition distante flexible : en rendant l’adresse IP du DAQ accessible sur Internet, le PC peut atteindre le DAQ par adresse IP pour un pilotage à très grande distance. Limites des connexions Wi‑Fi Incertitude pour les transferts soutenus à haut volume : la bande passante radio disponible peut changer à tout moment, de sorte que les acquisitions longues et continues exposent plus facilement pertes de paquets, retransmissions et débordements de tampons – plus la charge de données est lourde, plus ces effets deviennent visibles ; La stabilité dépend fortement de l’environnement : trajets multiples, interférences sur le même canal, congestion du point d’accès et mouvements (modifiant le trajet RF) peuvent tous provoquer des variations de débit ainsi qu’une latence/jitter accrus, se traduisant par des courbes temps réel hachées ou des déconnexions/reconnexions occasionnelles. En pratique, le Wi‑Fi est le plus souvent utilisé lorsque le câblage est peu pratique ou interdit, ou lorsque l’acquisition à distance/hors site est nécessaire mais que le déploiement de l’Ethernet est irréaliste. Les ingénieurs peuvent configurer les paramètres à distance, démarrer/arrêter l’acquisition, surveiller les indicateurs clés ou récupérer des segments spécifiques. Pour des jeux de données plus volumineux ou des enregistrements de longue durée, il est courant d’associer le Wi‑Fi à une mise en mémoire tampon/un stockage local côté frontal : le Wi‑Fi assure la visibilité et le contrôle, tandis que le frontal préserve l’intégrité des données. Connexion USB Un dispositif DAQ USB signifie généralement que l’échantillonnage a lieu dans un frontal externe (avec CAN intégrés, conditionnement de signal, horloges, etc.). Le PC prend en charge la configuration, la visualisation/l’analyse et le stockage des données, tandis que l’USB « transporte » les données vers l’ordinateur. Dans cette relation, le PC agit comme hôte USB et le frontal comme périphérique USB. Figure 4. Connexion USB Avantages des connexions USB Seuil d’entrée faible et mise en route rapide : aucune configuration IP et aucune dépendance vis‑à‑vis d’une infrastructure réseau – il suffit de brancher, d’installer le pilote/le logiciel et vous pouvez généralement commencer à acquérir des données ; Très portable : un boîtier externe plus un ordinateur portable constituent une combinaison courante, bien adaptée aux travaux sur le terrain, aux sites clients et aux configurations temporaires ; Interface omniprésente : câbles, adaptateurs, clips de fixation et stations d’accueil sont faciles à se procurer ; Limites des connexions USB La montée en charge est en général moins « naturelle » qu’avec les approches réseau/plateforme. Lorsque l’on passe d’un seul frontal à plusieurs frontaux avec mesures multi‑points coordonnées, le câblage, la gestion des dispositifs et la synchronisation dépendent davantage de l’implémentation spécifique ; Si plusieurs dispositifs à haut débit partagent le même contrôleur USB (frontal DAQ, SSD externe, caméra, etc.), vous pouvez observer des fluctuations de débit, des alertes de débordement de tampon et des à‑coups occasionnels. Les contrôleurs USB, piles de pilotes, charges système et politiques de gestion d’alimentation varient d’un PC à l’autre, de sorte qu’un même dispositif peut se comporter différemment selon l’hôte. La plupart des frontaux USB sont des dispositifs externes portables. Ils intègrent souvent un ensemble assez complet d’interfaces de mesure à usage général : entrées/sorties analogiques, E/S numériques, compteurs/encodeurs, etc. Avec un seul câble USB, vous obtenez à la fois la connexion et le contrôle vers le PC pour l’acquisition, l’affichage et le stockage. Par conséquent, l’USB est largement utilisé pour des mesures temporaires sur le terrain ou chez les clients, pour la mise au point et le débogage rapides en R&D, ainsi que pour des tests à peu de voies et de courte durée. Interface PXIe PXIe est un format de plateforme basé sur un châssis, un fond de panier et des modules. Les modules de mesure/de test se branchent dans le châssis et sont interconnectés via le fond de panier ; le châssis fonctionne ensuite avec un contrôleur ou un lien externe vers une station de travail PC. Comparé à un unique boîtier DAQ externe, le PXIe est plus orienté plateforme, modulaire et apte à la composition de systèmes. Si un contrôleur PXIe est installé dans le châssis, celui‑ci devient effectivement l’hôte et peut exécuter les acquisitions de manière autonome. Sans contrôleur PXIe, un châssis PXIe n’est généralement pas relié à un PC via un port Ethernet standard. Il utilise plutôt un lien de télé‑commande qui « étend le bus PCIe » afin qu’un PC externe voie les modules du châssis comme s’il s’agissait de dispositifs PCIe locaux. En pratique, les deux options les plus courantes sont le MXI‑Express (carte d’interface hôte dans le PC plus module de télé‑commande dans le châssis, reliés par un câble dédié) et le Thunderbolt. Un chemin de données typique ressemble à ceci : Capteur → échantillonnage/traitement par le module PXIe → fond de panier du châssis → contrôleur/lien → PC/stockage Figure 5. Interface PXIe Avantages de l’interface PXIe Vous pouvez peupler le châssis avec les modules fonctionnels dont vous avez besoin (analogique, numérique, interfaces de bus, matrices de commutation, etc.). Les capacités du système découlent de la « combinaison de modules », et l’ajout ou le remplacement ultérieur de modules est simple ; Niveau élevé d’intégration d’ingénierie : alimentation, refroidissement et format mécanique s’apparentent davantage à une plateforme de test. Dans les systèmes en baie/sur banc, le câblage, la maintenance et la gestion des pièces de rechange sont plus faciles à standardiser ; Lorsqu’un système de test est appelé à évoluer – davantage de voies, plus de fonctions, mises à niveau de modules au fil du temps – la capacité de montée en charge à long terme de la plateforme est un atout majeur. Limites de l’interface PXIe Coût plus élevé et encombrement plus important : un écosystème châssis + modules représente généralement un investissement plus important que « PC + carte/boîtier unique », et il s’agit le plus souvent d’une installation fixe. Moins adapté au travail mobile/sur le terrain : pour des scénarios nécessitant des transports fréquents et une mise en service rapide, les avantages de plateforme du PXIe peuvent se transformer en contrainte ; Complexité plus élevée de construction du système : cela ressemble davantage à la conception d’un système de test, où la disposition en baie, la gestion du faisceau de câbles, la conception thermique, la marge de puissance et la mise à la terre doivent toutes être prises en compte. En pratique, SonoDAQ Pro adopte une architecture de fond de panier modulaire basée sur PCIe. Chaque module fonctionnel est relié à la plateforme de contrôle principale (ARM) via le fond de panier pour l’ascendant/descendant de données à haut débit, la synchronisation et la distribution de puissance. Nous appelons cette interconnexion interne « Trilink ». Tout en permettant l’extension modulaire interne, SonoDAQ Pro prend également en charge des interfaces de communication externes telles que GLAN, Wi‑Fi et USB‑C, ce qui améliore considérablement la flexibilité de déploiement. Pour une vue plus pratique du fonctionnement de SonoDAQ avec différents modes de connexion (USB / Wi‑Fi / GLAN) – y compris des flux de travail réels, des scénarios représentatifs et des listes de vérification de configuration courantes – veuillez remplir le formulaire Contactez‑nous ci‑dessous et nous vous recontacterons rapidement.

L’interface A²B CRY580 est un pont bidirectionnel conçu pour connecter l’écosystème A²B (Automotive Audio Bus) aux configurations de test et de mesure standard (par ex. SonoDAQ, CRY6151B, Audio Precision). Cet article explique ce qui rend les tests A²B difficiles — la plupart des analyseurs ne disposent pas d’une interface A²B native — et comment le CRY580 y répond en encodant/décodant les flux A²B et en les convertissant en sorties analogiques ou S/PDIF mesurables, tout en prenant en charge des chemins audio multicanaux I²S/TDM pour une validation rapide et répétable. Tests audio automobiles plus rapides avec le CRY580 Un pont A²B bidirectionnel unique pour les tests : appliquer un stimulus de test analogique/numérique pour les tests d’amplificateurs A²B, et extraire les flux de capteurs microphone ou accéléromètre A²B en analogique ou S/PDIF pour la mesure. Le bus audio A²B redéfinit l’audio embarqué La technologie A²B permet un transport économique de données audio sur de longues distances, en combinant l’audio multicanal (I²S/TDM), le contrôle (I²C) et l’alimentation sur un câblage abordable. Transfert de données bidirectionnel avec une bande passante de 50 Mbps Latence faible et déterministe (50 µs) Diagnostics au niveau système Les nœuds esclaves peuvent être alimentés localement ou par le bus Programmable via l’interface graphique SigmaStudio® d’ADI Utilise des câbles économiques (paire torsadée non blindée) La difficulté des tests : A²B ajoute des performances — et de la complexité Les analyseurs audio traditionnels n’intègrent pas d’interfaces A²B, ce qui rend impossible le test direct des dispositifs A²B. Pour effectuer des tests précis, un codec A²B dédié est nécessaire pour décoder et convertir les signaux audio A²B en formats analogiques ou numériques standard destinés à la mesure et à l’analyse. Comment le pont vers les mesures fonctionne en pratique Comment la technologie A²B et les microphones numériques permettent des performances supérieures dans les nouvelles applications automobiles Microphone A²B Accéléromètre A²B Amplificateur A²B Dans la pratique, le « pontage » consiste à convertir les signaux audio A²B en formats analogiques ou numériques standard pour les tests : pour les tests d’amplificateurs A²B, injecter un stimulus analogique/numérique dans le bus A²B ; et pour les tests de capteurs A²B, extraire les données audio A²B en analogique ou S/PDIF pour la mesure. Le CRY580 sert de pont de test bidirectionnel idéal, facilitant une conversion et une mesure transparentes dans les deux sens. Présentation du CRY580 : une interface A²B conçue pour les tests automobiles Le CRY580 est une interface A²B polyvalente conçue pour relier de manière transparente les réseaux A²B aux équipements de test. Elle offre des fonctions de décodage et d’encodage, permettant un transfert efficace des données audio entre les dispositifs A²B et les systèmes de mesure standard. Que vous testiez des microphones, des amplificateurs ou des capteurs A²B, le CRY580 permet des flux de test fluides et fiables, garantissant des résultats précis pour un large éventail d’applications audio automobiles. Qui achète le CRY580 et ce qu’ils testent Équipes audio des OEM / rang 1 : intégration, débogage et tests d’acceptation sur les réseaux A²B. Fournisseurs de microphones et d’array de micros A²B : vérifications de la sensibilité, de la réponse en fréquence (FR) et de la cohérence de phase. Fournisseurs d’amplificateurs A²B / processeurs audio : tests d’amplificateurs avec stimuli injectés, ainsi que cartographie et vérification des performances. Laboratoires de test : processus et livrables de mesure A²B standardisés. Fabrication / CQ fin de ligne : tests de validation réussie/échec répétables avec une localisation des pannes plus rapide. Configurations de test typiques : bien plus qu’une simple interface Chez CRYSOUND, nous fournissons bien plus que la seule interface A²B CRY580. Nous proposons une solution complète de test audio automobile, comprenant des cartes d’acquisition audio, des microphones et des capteurs, des sources acoustiques, des gabarits sur mesure, des caissons de test acoustique et des vibrateurs, pour offrir une expérience de test complète et rationalisée. Voici une description du schéma-bloc de test, incluant l’utilisation de la dernière version du logiciel OpenTest Audio Test & Measurement https://opentest.com L’interface A²B CRY580 peut être utilisée en conjonction avec l’Audio Precision. Interface numérique Interface analogique « Réaliser des tests de performance de microphones A²B (réponse en fréquence, THD+N, phase, SNR, AOP) dans une chambre anéchoïque, en utilisant le CRY5820 SonoDAQ Pro, l’interface A²B CRY580 et d’autres équipements. » Pourquoi CRYSOUND : un écosystème complet de test audio automobile La valeur de la prestation de bout en bout : réduction du temps d’intégration système et minimisation des coûts de coordination entre plusieurs fournisseurs. Nous couvrons tout, de la R&D aux tests en ligne de production. Liste de nomenclature (BOM) de la solution Le CRY580 relie l’A²B aux configurations de test et de mesure grand public dans les deux sens, transformant la validation audio embarquée complexe en un flux de travail plus rapide et répétable, de la R&D jusqu’à la production en fin de ligne. Pour discuter de votre cas d’usage, de votre configuration système ou d’une démonstration, veuillez remplir le formulaire Contactez-nous ci-dessous et nous vous recontacterons rapidement.

Dans les essais audio et vibratoires, l’analyse FFT (Fast Fourier Transform) est l’un des outils qu’à peu près tous les ingénieurs finissent par utiliser tôt ou tard : Réponse en fréquence de haut-parleur Distorsion des écouteurs Diagnostics NVH Dépannage des résonances structurelles Bruit de production et chasse aux « tonalités mystérieuses » Beaucoup de questions pratiques reviennent en fait à demander les mêmes quelques éléments : Où l’énergie est-elle concentrée en fréquence ? Est-elle dominée par une seule tonalité ou par un ensemble d’harmoniques ? À quel niveau se situe le bruit de fond ? Y a-t-il des pics de résonance ? La FFT est le point d’entrée le plus universel pour répondre à ces questions. Cet article vous aidera à clarifier trois points d’un point de vue ingénierie : Ce qu’est l’analyse FFT Comment la FFT fonctionne conceptuellement Comment utiliser la FFT correctement et efficacement en pratique Qu’est-ce que la FFT ? Dans le domaine temporel, un signal n’est qu’une forme d’onde qui évolue dans le temps – tous les composants étant « empilés » ensemble sur une seule trace. On peut le voir, mais il est difficile de dire quelles fréquences il contient. La FFT (Fast Fourier Transform) décompose un signal dans le domaine temporel en une somme de sinusoïdes à différentes fréquences. Dans le domaine fréquentiel, le signal est représenté par fréquence + amplitude + phase. En termes simples : Domaine temporel : comment le signal évolue dans le temps Domaine fréquentiel : quels composants fréquentiels il contient, lesquels sont les plus forts, et comment ils se rapportent les uns aux autres Historiquement, l’idée clé de Fourier (au début du XIXe siècle) était qu’une fonction périodique complexe peut être exprimée comme une somme de sinusoïdes et de cosinus. Cela a évolué vers la transformée de Fourier en temps continu, qui projette les signaux sur un axe de fréquence continu. À l’ère de l’informatique, les choses ont changé : les ingénieurs travaillent avec des données échantillonnées et ne disposent généralement que d’un enregistrement de longueur finie de N échantillons. Cela conduit à la DFT (Discrete Fourier Transform), qui met en correspondance N échantillons temporels avec N raies de fréquence discrètes. La FFT (Fast Fourier Transform) n’est pas une transformée différente. C’est une famille d’algorithmes qui calcule exactement la même DFT de manière beaucoup plus efficace : DFT directe : complexité ~ O(N²) FFT : complexité ~ O(N log N) La sortie X[k] est identique au résultat de la DFT – la FFT y parvient simplement beaucoup plus rapidement en exploitant la symétrie et le principe « diviser pour régner ». Ce à quoi la FFT est adaptée – et ce à quoi elle ne l’est pas La FFT est très performante pour : Trouver des composantes déterministes à bande étroite Tonalités fondamentales, harmoniques, fréquences de commutation, sifflements, raies liées à la vitesse Observer des distributions large bande Bruit de fond, pentes 1/f, puissance en bande, SNR Caractériser le comportement d’un système Fonctions de transfert, résonances / anti-résonances, cohérence, estimation de délai Servir de base à l’analyse temps–fréquence STFT, spectrogrammes, etc. La FFT n’est pas adaptée (ou pas suffisante à elle seule) pour : Des signaux fortement non stationnaires et la « fréquence instantanée » Pour les chirps et les contenus évoluant rapidement, il faut utiliser des STFT, ondelettes ou autres méthodes temps–fréquence, et non une seule FFT sur un long enregistrement Séparer deux tonalités extrêmement proches en dessous de votre résolution fréquentielle Si l’écart est plus petit que la résolution de vos raies (définie par N), aucun algorithme ne les résoudra « magiquement » Transformer de courtes données en « longues mesures » Le bourrage de zéros n’interpole que visuellement le spectre ; il n’ajoute pas de nouvelle information Avant d’utiliser la FFT : concepts clés à bien maîtriser Pour bien utiliser la FFT, vous devez être à l’aise avec quelques fondamentaux : Fréquence d’échantillonnage La DFT et son interprétation Ce que vous tracez réellement (module, amplitude, puissance, PSD) Fenêtrage et fuite spectrale Moyennage Fréquence d’échantillonnage : jusqu’à quelle fréquence vous pouvez « voir » Avant la FFT, vous avez déjà pris une décision cruciale : l’échantillonnage. Un signal en temps continu x(t) est transformé en une suite discrète x[n]=x(n/fs). La fréquence d’échantillonnage fsf_sfs détermine la fréquence la plus élevée que vous pouvez observer sans repliement spectral (aliasing) : la fréquence de Nyquist, fs/2. Si le signal analogique contient de l’énergie au-dessus de fs/2, elle ne disparaît pas – elle se replie dans la bande sous Nyquist sous forme d’aliasing. Une fois que l’aliasing s’est produit, la FFT ne peut pas « l’annuler » ; l’information est irréversiblement mélangée. En pratique, vous devez utiliser un filtre anti-repliement avant l’ADC (ou avant tout rééchantillonnage) pour supprimer les composantes au-dessus de Nyquist. Exemple : une sinusoïde de 900 Hz échantillonnée à fs=1 kHz apparaîtra à 100 Hz dans le spectre discret – un artefact classique d’aliasing. Calcul et interprétation de la DFT Étant donné N échantillons x[0]..x[N−1], la DFT est définie comme suit : La transformée inverse (IDFT) reconstruit le signal temporel : Intuitivement, X[k] vous indique à quel point le signal est fortement corrélé avec une exponentielle complexe à la fréquence de cette raie. Le module X[k] indique « combien » de ce composant fréquentiel est présent La phase encode l’alignement temporel par rapport aux autres composantes Que tracez-vous ? Module, amplitude, puissance, PSD À partir d’un seul jeu de résultats FFT X[k], vous pouvez créer de nombreux « spectres » différents qui se ressemblent mais représentent des grandeurs physiques différentes. C’est là que naît souvent la confusion entre outils et plates-formes. Les variantes courantes incluent : Spectre de module |X[k]| Les unités dépendent de la normalisation (par ex. « V·échantillons ») Utile pour localiser les pics, les harmoniques et la forme spectrale générale Spectre d’amplitude Module correctement mis à l’échelle, en unités physiques (par ex. V) Approprié pour lire les amplitudes de sinusoïdes et effectuer des mesures étalonnées Spectre de puissance |X[k]|² Là encore, l’échelle dépend de la convention ; souvent utilisé pour comparer des puissances/énergies lorsque les conventions sont fixées Densité spectrale de puissance (PSD) Sxx(f) Unités de type V²/Hz ou Pa²/Hz Utilisée pour l’analyse de bruit, la puissance en bande et les comparaisons entre différentes longueurs de FFT Si vous voulez comparer des niveaux de bruit entre différentes tailles de FFT, fenêtres ou outils, utilisez la PSD (ou la densité spectrale d’amplitude). Les valeurs brutes |X| ou |X|² sont rarement directement comparables. Un exemple concret : deux tonalités dans le temps et en fréquence Imaginez un signal composé de deux sinusoïdes à des fréquences différentes. Dans le domaine temporel, leur somme peut ressembler à une forme d’onde « chancelante » (wobbly). Dans le domaine fréquentiel (FFT/PSD), vous verrez deux pics étroits distincts aux fréquences correspondantes. Dans l’analyse FFT d’OpenTest, vous pouvez visualiser simultanément le spectre et la PSD/ASD côte à côte, ce qui facilite : Identifier les composantes tonales Inspecter la répartition du bruit Comparer différentes conditions de fonctionnement sur la même grille de fréquences Essayez par vous-même : téléchargez l’édition OpenTest gratuite et exécutez une FFT sur un simple signal à deux tonalités pour voir clairement les deux pics séparés. Fonctions de fenêtre et fuite spectrale : nettoyer les spectres En théorie, la FFT suppose que le bloc échantillonné contient un nombre entier de périodes et qu’il est ensuite répété périodiquement. En réalité, l’enregistrement ne correspond presque jamais parfaitement à un nombre entier de cycles. Lorsque vous répétez ce bloc, vous obtenez des discontinuités aux frontières, ce qui provoque une dispersion de l’énergie dans les raies voisines — c’est la fuite spectrale. Pour réduire la fuite, on applique généralement une fonction de fenêtre à l’enregistrement temporel avant d’effectuer la FFT. Une fenêtre affecte simultanément : La largeur de la lobe principale Lobe principale plus large = pics plus étendus → il est plus difficile de séparer des tonalités proches La hauteur des lobes secondaires Des lobes secondaires plus faibles = il est plus facile de voir des petits pics près d’un grand (meilleure dynamique) L’échelle d’amplitude/d’énergie Les fenêtres modifient la relation entre l’amplitude réelle d’une sinusoïde pure et le pic observé, ainsi que le niveau de bruit de fond Quelques recommandations pratiques : Fenêtre rectangulaire À n’utiliser que lorsque vous pouvez garantir un échantillonnage cohérent (un nombre entier de périodes dans l’enregistrement) et que vous voulez la lobe principale la plus étroite possible Fenêtre de Hanning (Hann) Un choix par défaut très robuste pour les travaux généraux en acoustique et vibration Largement utilisée avec les méthodes de Welch/PSD Hamming Similaire à Hann, avec un comportement de lobes secondaires légèrement différent, courant dans les communications Blackman / Blackman–Harris Lobes secondaires plus faibles, utile lorsque vous devez voir de petits pics à côté de grands, au prix d’une lobe principale plus large Dans OpenTest, vous pouvez basculer entre différentes fonctions de fenêtre dans le module d’analyse FFT et voir immédiatement l’impact sur la largeur des pics, les lobes secondaires et le bruit de fond. Moyennage : rendre les spectres plus stables Pour des signaux bruités ou non stationnaires, une seule FFT peut paraître très « irrégulière » ou instable. En moyennant plusieurs spectres, vous obtenez un résultat plus lisse et plus reproductible. Les types de moyennage courants incluent : Moyennage linéaire Une simple moyenne arithmétique de plusieurs résultats FFT Moyennage exponentiel Les données récentes ont plus de poids ; pratique pour la surveillance en temps réel lorsque le spectre doit réagir sans fluctuer de manière excessive Moyennage d’énergie (de puissance) Basé sur la puissance ; garantit la cohérence des grandeurs liées à la puissance Une bonne configuration de moyennage trouve un équilibre entre la suppression des fluctuations aléatoires et la préservation des variations réelles du signal. Où utilisons-nous la FFT en pratique ? Audio et acoustique Les applications typiques incluent : Recherche des fréquences de larsen, de la distorsion harmonique et des bruits de fond des dispositifs Mesure de la réponse en fréquence (fonction de transfert) Analyse des modes de salle / résonances Spectrogrammes de la parole, de la musique et du bruit d’équipements En audio/acoustique, vous devez être clair sur les unités et les conventions : dB SPL, pondération A, bandes 1/3 d’octave, etc. La FFT est le moteur ; la convention de restitution (référence, pondération, largeur de bande) doit être clairement définie. Vibration et machines tournantes Identification des pics liés à la vitesse (1X, 2X, fréquences d’engrènement) Résonances structurelles et comportement modale sous différentes conditions de fonctionnement Diagnostics de roulements, sifflements d’engrenages, balourd, désalignement Pour l’analyse de roulements et de boîtes de vitesses, la détection d’enveloppe/démodulation est souvent utilisée : Filtrer le signal par un passe-bande Démoduler puis effectuer une FFT sur l’enveloppe pour révéler les fréquences de défaut Si la vitesse de rotation varie, une simple FFT « étalera » les pics. Dans ce cas, un suivi d’ordres ou un rééchantillonnage synchrone est plus approprié, transformant l’axe de « fréquence » en « ordre ». Électronique de puissance et qualité de l’énergie Harmoniques de la fréquence secteur (50/60 Hz et multiples), THD, ondulation, pointes de commutation Vérifications EMI de pré-conformité : raies spectrales, bruit de fond, puissance en bande Dans les systèmes de puissance, l’échantillonnage non cohérent est un problème courant : si la durée d’enregistrement n’est pas un nombre entier de cycles secteur, la fuite dégrade la précision des harmoniques. Les solutions incluent l’échantillonnage synchrone, des fenêtres sur un nombre entier de cycles ou des analyseurs d’harmoniques spécialisés. RF et communications (vue bande de base) Spectres de signaux modulés et masques spectraux Analyse spectrale OFDM et multiporteuse, fuite vers les canaux adjacents Ici, la cohérence est primordiale : Mêmes unités Même largeur de bande de résolution (RBW) Même fenêtre, même détecteur et même style de moyennage La FFT en elle-même est simple ; la transformer en mesures de puissance comparables nécessite des réglages précisément définis. Imagerie et filtrage 2D La FFT 2D étend la même idée aux images : Les contours correspondent aux hautes fréquences spatiales ; les zones uniformes aux basses fréquences Filtrage passe-bas / passe-haut, suppression du bruit périodique, accélération des convolutions dans le domaine fréquentiel La même hypothèse d’extension périodique s’applique désormais en 2D : les discontinuités aux bords de l’image produisent de forts artefacts dans le domaine fréquentiel. Le bourrage, les bords réfléchis ou les fenêtres 2D sont des moyens courants d’atténuer ce phénomène. Faire de la FFT un outil d’ingénierie au quotidien D’un point de vue mathématique, la FFT n’est pas particulièrement « légère ». Mais dans l’utilisation en ingénierie, l’objectif est en réalité simple : Voir plus clairement et beaucoup plus rapidement ce qui est caché à l’intérieur du signal. Lorsque vous comprenez : Ce que la FFT calcule réellement Comment l’échantillonnage, le fenêtrage, l’échelle et le moyennage affectent le résultat Quand utiliser des spectres plutôt que la PSD, et quels réglages sont importants pour votre cas d’usage … alors la FFT cesse d’être un sujet mathématique abstrait et devient un outil pratique du quotidien pour les travaux en acoustique et vibration – de la R&D et la validation jusqu’aux essais de production. Téléchargez et commencez dès maintenant -> ou remplissez le formulaire ci-dessous ↓ pour planifier une démonstration en direct. Découvrez plus de fonctionnalités et de cas d’usage sur www.opentest.com.
Dans les mesures acoustiques (SPL, réponse en fréquence, bruit, réverbération, etc.), les erreurs les plus importantes ne proviennent souvent pas de la précision de l’instrument, mais d’une inadéquation entre le champ sonore supposé et le champ réel. Ce que le microphone mesure comme pression acoustique n’est pas strictement équivalent d’un champ à l’autre—en particulier aux fréquences moyennes et élevées, où les dimensions du microphone deviennent comparables à la longueur d’onde acoustique. Les microphones de mesure sont généralement classés selon le champ pour lequel leur étalonnage/leur compensation est défini : champ libre, champ de pression et champ diffus (incidence aléatoire). Cet article utilise des tableaux de comparaison orientés ingénierie et des listes de points de vigilance courants pour expliquer les différences entre ces trois types de champs sonores, leurs scénarios d’application typiques et les principaux points d’attention pour leur utilisation. Il fournit également des règles de sélection pouvant être directement intégrées aux plans de test, afin d’améliorer la répétabilité et la comparabilité des mesures. Développer son intuition avec une seule image Les schémas suivants illustrent les trois hypothèses de champ sonore typiques utilisées pour l’étalonnage et la sélection des microphones. Figure 1 Champ libre : réflexions négligeables, onde incidente principalement depuis une direction Figure 2 Champ de pression : mesure en coupleur/cavité centrée sur la pression à la surface de la membrane Figure 3 Champ diffus (incidence aléatoire) : l’énergie arrive de nombreuses directions (au sens statistique) Comparaison rapide pour le choix en ingénierie TypeHypothèse de champScénarios typiquesPositionnement / orientationPrincipaux facteurs d’erreurMicrophone pour champ libreRéflexions négligeables ; incidence principalement monodirectionnelle (souvent 0°)Mesures anéchoïques ; réponse des haut-parleurs sur l’axe ; SPL en champ avantOrienter vers la source (0°)Écart d’angle ; réflexions involontaires ; diffusion due aux montagesMicrophone pour champ de pressionMesurer la vraie pression à la surface de la membrane (souvent dans de petites cavités)Coupleurs ; simulateurs d’oreille ; mesures en paroi/affleurantesMonté à fleur ou connecté à un coupleurFuites ; résonances de cavité ; répétabilité de l’assemblage/couplageMicrophone pour champ diffus (incidence aléatoire)L’énergie arrive de toutes les directions avec une probabilité égale (au sens statistique)Salles réverbérantes ; enceintes fortement réfléchissantes ; essais en champ diffusOrientation moins critique, mais le montage doit être maîtriséChamp pas vraiment diffus dans les salles réelles ; occultations/réflexions locales Champ libre : estimer la pression acoustique non perturbée Un champ libre est un environnement dans lequel les réflexions sont négligeables et où le son arrive principalement d’une direction définie (généralement 0° par rapport à l’axe du microphone). Comme le corps du microphone perturbe le champ, un microphone pour champ libre intègre généralement une compensation de champ libre, de sorte que la pression indiquée représente mieux la pression qui existerait sans la présence du microphone. Cas d’utilisation typiques Mesures de SPL en champ anéchoïque ou quasi libre Réponse en fréquence sur l’axe des haut-parleurs et caractérisation de la source Essais avec une direction d’incidence strictement définie Remarques pratiques Maintenir une incidence à 0° lorsque c’est spécifié ; des angles hors axe peuvent provoquer des écarts significatifs aux hautes fréquences. Minimiser la diffusion due aux montages (pieds, adaptateurs, fixation, câble, bonnettes anti-vent). Contrôler les surfaces réfléchissantes proches qui remettent en cause l’hypothèse de champ libre. Champ de pression : mesurer la pression à la surface de la membrane Un champ de pression est généralement associé à de petits volumes fermés (coupleurs/cavités). Ici, la grandeur d’intérêt est la véritable pression à la surface de la membrane. Le microphone fait souvent partie de la paroi de la cavité. Cas d’utilisation typiques Étalonnage par pistonphone/coupleur et mesures de cavité Simulateurs d’oreille et coupleurs IEC pour les essais de casques et d’intra-auriculaires Mesures de pression affleurantes/en paroi Remarques pratiques L’étanchéité et le couplage sont essentiels ; de petites fuites peuvent fortement affecter les basses et moyennes fréquences. Les résonances de cavité peuvent façonner la réponse aux hautes fréquences ; suivre la norme ou la méthode applicable. Maintenir une force de serrage et un assemblage constants pour assurer la répétabilité. Champ diffus : une moyenne sur les angles Un champ diffus (incidence aléatoire) suppose que l’énergie acoustique arrive de toutes les directions avec une probabilité égale, au sens statistique. On s’en approche dans les salles réverbérantes ou les enceintes fortement réfléchissantes. Les microphones pour champ diffus sont conçus pour que leur réponse corresponde mieux à la moyenne sur de nombreux angles d’incidence. Cas d’utilisation typiques Mesures en salle réverbérante et acoustique des salles Mesures de bruit et de SPL dans des cabines réfléchissantes (véhicule ou enceinte) Mesures statistiques où une incidence multidirectionnelle domine Remarques pratiques Une pièce ordinaire n’est pas nécessairement diffuse ; un champ direct important remet en cause cette hypothèse. Une installation et une exploitation correctes restent essentielles : des montages volumineux, des équerres de fixation et des obstacles peuvent modifier les caractéristiques du champ acoustique local. Conserver des positions de mesure cohérentes ; les changements de position modifient les contributions modales et réverbérantes. Règle empirique : consigner l’hypothèse de champ dans le plan de test Quasi-anéchoïque, direction définie → choisir un microphone pour champ libre Mesure de pression en coupleur/cavité/paroi → choisir un microphone pour champ de pression Environnement très réfléchissant, incidence multidirectionnelle → choisir un microphone pour champ diffus Lorsque le champ est incertain, définir d’abord la géométrie (rapport direct/réverbéré, direction d’incidence, distance), puis appliquer une stratégie d’étalonnage ou de correction appropriée pour maîtriser les principales sources d’erreur. Erreurs courantes Utiliser un microphone pour champ libre dans un coupleur/une cavité : les écarts aux hautes fréquences sont souvent amplifiés. Essais en champ libre sans contrôle de l’angle : l’erreur hors axe augmente aux fréquences moyennes et élevées. Considérer une pièce ordinaire comme diffuse : si le champ direct domine, l’hypothèse de champ diffus n’est plus valable. Conclusion Le champ libre, le champ de pression et le champ diffus ne sont pas des termes marketing : ils relient la conception et les hypothèses d’étalonnage des microphones à des modèles acoustiques spécifiques. En documentant explicitement le champ supposé (géométrie, angle, réflexions, étalonnage et corrections) dans votre plan de test, vous pouvez améliorer significativement la répétabilité et la comparabilité entre les mesures. Pour en savoir plus sur les fonctions des microphones et sur les solutions de matériel de mesure, visitez notre site web—et si vous souhaitez échanger avec l’équipe CRYSOUND, veuillez remplir le formulaire « Get in touch ».

Le système d’imagerie acoustique de détection de fuites de gaz est développé par CRYSOUND et a déjà été déployé dans de nombreuses installations de chimie du charbon, de pétrochimie et de gaz naturel. Il est utilisé pour la surveillance en ligne des fuites dans les zones à haut risque. Cet article est rédigé par l’équipe projet du système d’imagerie acoustique de détection de fuites de gaz de CRYSOUND, sur la base d’expériences réelles de déploiement et d’exploitation. De façon simple et directe, nous allons expliquer pourquoi un tel système est nécessaire, comment il fonctionne en principe, ce qui change réellement après sa mise en service sur site, et ce qu’il peut ou ne peut pas faire. Pourquoi l’inspection traditionnelle des fuites est‑elle si difficile ? Dans les usines pétrochimiques, les postes de gaz naturel, les complexes de chimie du charbon et les aires de stockage de produits chimiques dangereux, tout le monde comprend à quel point le mot « fuite » est sensible. Ce qui complique vraiment la vie, c’est que de nombreux points critiques sont situés en hauteur, sur des racks de tuyauteries ou au sommet des colonnes. Par le passé, trouver une petite fuite en hauteur signifiait généralement suivre un processus de ce type : • Monter un échafaudage ou utiliser une nacelle élévatrice et passer des heures à monter et descendre ; • Circuler sur les racks de tuyauteries avec une solution savonneuse ou des instruments portables à la main ; • En hiver, les mains sont gelées ; en été, les vêtements sont trempés de sueur, et même après avoir terminé une ronde complète, on se demande encore : « Il y a tellement de vannes et de brides, est‑ce qu’on n’a rien oublié ? » En résumé, l’inspection traditionnelle des fuites sur de tels sites présente plusieurs points de douleur persistants : • Emplacements en hauteur : les racks de tuyauteries à 20 mètres ou les sommets de colonnes sont difficiles d’accès. Les moyens d’accès temporaires sont coûteux et risqués à utiliser. • Fuites très discrètes : les signaux ultrasonores générés par de petites fuites sont noyés dans le bruit des pompes et des ventilateurs, et sont pratiquement impossibles à entendre à l’oreille humaine. • Fuites invisibles : aux premiers stades, le débit de fuite est infime. La solution savonneuse ne fait pas de bulles et l’odeur est à peine perceptible. Au moment où l’on voit réellement des traces ou que l’on sent le gaz, la fuite s’est généralement déjà propagée. • Faible efficacité : une seule zone de procédé peut facilement comporter des milliers de points de surveillance. L’inspection manuelle « en montant et en descendant » se limite en grande partie à des contrôles par sondage, et il est très difficile d’atteindre une couverture réellement continue et complète. Les méthodes de détection électrochimiques, infrarouges et laser traditionnelles sont essentiellement des surveillances en point ou en ligne : • Mesurer en un point fixe pour voir si la concentration dépasse un seuil ; • Surveiller le long d’un trajet optique unique pour voir si un gaz le traverse. Ce que les exploitants souhaitent réellement, cependant, ce n’est pas seulement savoir si une fuite existe, mais aussi voir clairement, sur une large zone, l’endroit précis où la fuite se produit. C’est précisément ce problème que le système ultrasonore d’imagerie acoustique de détection de fuites de gaz (Acoustic Imaging Leak Detection System) est conçu pour résoudre. Système d’imagerie acoustique de détection de fuites de gaz : transformer le « bruit de fuite inaudible » en cartographie sonore colorée à l’écran Principe de base : fuite de gaz sous pression → signal ultrasonore → cartographie sonore colorée sur l’image Lorsque du gaz sous pression s’échappe par des jeux de vanne, de petites fissures de brides ou des défauts de soudure, il interagit avec l’air ambiant et produit une turbulence intense, créant une catégorie de signaux ultrasonores aux caractéristiques distinctes : • Plus le débit de fuite est important, plus le signal ultrasonore est fort ; • Plus la différence de pression est élevée, plus les caractéristiques acoustiques sont marquées ; • Ces signaux sont très différents du bruit mécanique de basse fréquence des moteurs et des pompes, ce qui permet de les distinguer du bruit de fond. Ce que fait le système d’imagerie acoustique de détection de fuites de gaz, c’est convertir ce « son inaudible » en « images visibles » de manière intelligente : • Une matrice de capteurs ultrasonores multivoies est utilisée pour acquérir simultanément les signaux ultrasonores provenant de plusieurs directions ; • En frontal, des opérations d’amplification, de filtrage et de réduction de bruit sont effectuées pour éliminer autant que possible les interférences électromagnétiques et le bruit de fond de basse fréquence ; • Les différences de phase et d’amplitude entre les voies sont analysées pour estimer la répartition spatiale de l’énergie sonore et déduire de quelle direction et de quelle zone provient le bruit de fuite ; • La répartition de l’énergie sonore est convertie en une « carte thermique » bidimensionnelle et superposée à l’image vidéo en direct du terrain. Au final, l’emplacement où le signal de fuite est le plus fort apparaît sous forme de « nuage » rouge‑jaune‑vert sur l’afficheur. Pour les opérateurs, l’effet est très intuitif : partout où un nuage apparaît sur l’image, c’est là qu’il y a quelque chose de suspect. Paramètres d’ingénierie : à quelle distance et quelle taille minimale peuvent être détectées ? Sur la base d’essais sur site et de résultats de calibration conjointe issus de plusieurs projets en ligne, le système d’imagerie acoustique de détection de fuites de gaz présente les capacités typiques suivantes en application industrielle : Distance de détection recommandée : 0,5–50 m. Dans la plage d’environ 1–30 m, le système obtient un meilleur rapport signal‑sur‑bruit et de meilleures performances d’imagerie pour les petites fuites. Plage de fréquences de fonctionnement : Le système d’imagerie acoustique de détection de fuites de gaz fonctionne dans la bande ultrasonore (au‑delà de 20 kHz). Un filtre passe‑bande est utilisé pour sélectionner la bande caractéristique de fuite (généralement 20–40 kHz), ce qui permet de supprimer efficacement le bruit audible et le bruit mécanique de basse fréquence. Débit de fuite minimal détectable / taille d’orifice minimale (dans des conditions typiques) : Avec une différence de pression minimale d’environ 0,6 MPa, le système d’imagerie acoustique de détection de fuites de gaz peut fournir une détection visuelle des fuites précoces de l’ordre de 0,1 mm au niveau des jeux de vanne et des micro‑fissures de brides. La sensibilité réelle varie en fonction du type de gaz, de la pression, du bruit de fond et de l’implantation des capteurs. Précision de localisation : Dans la distance de détection recommandée, le système d’imagerie acoustique de détection de fuites de gaz peut localiser les fuites avec une précision de l’ordre du centimètre. Combiné à l’image vidéo, il permet de pointer efficacement un équipement spécifique ou une zone de bride à l’écran. Ces valeurs ne sont pas des limites rigides et immuables, mais plutôt des performances typiques au niveau industriel, vérifiées sur plusieurs projets en conditions réelles. Indice de protection : Le système d’imagerie acoustique de détection de fuites de gaz a obtenu la certification antidéflagrante Ex ib IIC T4 Gb et a passé les essais d’indice de protection IP66, ce qui le rend adapté à un déploiement à long terme dans des zones dangereuses typiques. Architecture système : bien plus qu’un simple capteur, c’est un système complet en ligne Le système d’imagerie acoustique de détection de fuites de gaz n’est pas seulement un « capteur intelligent ». C’est un système complet de surveillance en ligne qui peut être grossièrement décomposé en trois couches : Couche de détection frontale : Des détecteurs de fuites par imagerie ultrasonore avec tête orientable panoramique/inclinaison sont déployés sur site. Ils « écoutent » les fuites, capturent l’image vidéo et produisent l’image acoustique en couleurs. La tête panoramique/inclinable peut pivoter et s’incliner pour balayer une large zone. Couche de stockage intermédiaire : Les NVR et autres équipements de stockage reçoivent les données des dispositifs frontaux, en enregistrant intégralement les vidéos, les images acoustiques et les historiques d’alarme pour une relecture ultérieure et l’analyse des incidents. Couche de gestion dorsale : Les plateformes de gestion de type VMS et autres systèmes de gestion se connectent à plusieurs dispositifs frontaux pour assurer la gestion unifiée des équipements, le pilotage des détections, l’affichage des alarmes et la génération de rapports, et présentent toutes les données de manière centralisée sur le mur d’images de la salle de contrôle. En bref : • La couche frontale « voit » le point de fuite ; • La couche intermédiaire « se souvient » du déroulement ; • La couche dorsale « gère tout le site sur un seul écran ». Un site typique : passer de l’escalade des racks de tuyauteries à l’observation de nuages colorés Prenons comme exemple une unité type de chimie du charbon située au Ningxia. Dans cette installation, 11 unités du système d’imagerie acoustique de détection de fuites de gaz ont été installées, couvrant les gazéificateurs, les réchauffeurs, les parcs de réservoirs et les racks de tuyauteries. Nous pouvons examiner comment le travail quotidien a changé après l’introduction du système d’imagerie acoustique de détection de fuites de gaz. Avant le rétrofit : six personnes escaladant pendant une demi‑journée pour ne toujours pas être rassurées Dans une zone type de gazéificateur, il y a de nombreuses tuyauteries, vannes et brides à haute température et haute pression à l’intérieur de l’unité. De nombreux points clés se trouvent à environ 20 mètres au‑dessus du sol. Les fluides sont pour l’essentiel des gaz inflammables ou toxiques, si bien que toute fuite non seulement gaspille le produit, mais pose aussi des risques pour la sécurité du personnel et la stabilité de l’installation. Auparavant, l’inspection se déroulait globalement comme suit : • Plusieurs inspecteurs et techniciens de maintenance étaient mobilisés, des échafaudages ou plateformes d’accès étaient préparés, puis ils montaient sur les racks de tuyauteries ; • Munis d’une solution savonneuse et de détecteurs portables, ils parcouraient les racks et plateformes, en contrôlant une à une chaque bride et chaque vanne ; • Une seule ronde pouvait facilement prendre une demi‑journée. Lors des grandes inspections ou des campagnes spécifiques, il leur arrivait de répéter ce travail plusieurs jours d’affilée. Le personnel de première ligne décrivait ce mode de travail en trois mots : « fatigant, lent et anxiogène ». Fatigant : monter et descendre sans cesse en hauteur et se contorsionner dans des positions inconfortables pour observer et écouter au plus près des équipements ; Lent : dans une zone comportant des dizaines ou des centaines de points, les vérifier un par un prend beaucoup de temps ; Anxiogène : avec un bruit de fond élevé et un grand nombre de points, on a toujours le sentiment que les yeux et les oreilles seuls peuvent passer à côté de signaux subtils. Pendant le rétrofit : laisser la tête orientable « balayer la zone » chaque jour Après évaluation des risques de fuite et de la charge de travail d’inspection, nous avons travaillé avec le client pour déployer plusieurs détecteurs de fuites par imagerie ultrasonore avec tête orientable à différentes hauteurs de plateforme et les connecter au système d’imagerie acoustique de détection de fuites de gaz : • Les unités en hauteur couvrent des zones clés telles que les têtes de gazéificateurs et les lignes de charbon pulvérisé ; • Les unités de niveau intermédiaire couvrent les réservoirs tampons, les lignes de traçage électrique et les zones denses en brides et en vannes ; • Les unités de bas niveau couvrent les cuves d’alimentation et les tuyauteries au sol. Configuration des rondes de patrouille et des présélections Pour chaque tête orientable, plusieurs vues présélectionnées sont configurées — par exemple le long d’un rack de tuyauteries spécifique, d’un groupe de brides ou d’une zone de plateforme particulière. Les cycles de patrouille sont définis en fonction des sections de procédé et des niveaux de risque, les zones les plus critiques étant balayées plus fréquemment. Connexion au système de contrôle central Toutes les images acoustiques et toutes les informations d’alarme provenant des dispositifs frontaux sont remontées sur la plateforme de gestion du système d’imagerie acoustique de détection de fuites de gaz. Sur le mur d’images de la salle de contrôle, les opérateurs peuvent voir simultanément une vue d’ensemble de l’unité, les images de nuages colorés et la liste des alarmes. Dès lors, les dispositifs suivent globalement la stratégie configurée et « balaient la zone » automatiquement chaque jour : • Chaque tête orientable pivote et s’incline selon sa ronde présélectionnée, en balayant les zones clés à chaque niveau ; • Dès que des signaux ultrasonores caractéristiques de fuite apparaissent à un endroit donné, un nuage surgit à la position correspondante sur l’écran ; • Lorsque les opérateurs en salle de contrôle voient un nuage anormal, ils peuvent immédiatement prévenir la maintenance, qui se rend directement à la vanne ou à la bride indiquée pour vérifier et résoudre le problème. Après le rétrofit : passer de « des équipes qui traquent les problèmes » à « des problèmes qui se signalent d’eux‑mêmes » Après une période d’exploitation, les retours du site se sont principalement concentrés sur trois aspects : Moins de travaux en hauteur Là où il fallait auparavant 2 à 3 rondes complètes d’inspection en hauteur par mois, on est désormais passé à des campagnes saisonnières complétées par des contrôles à la demande lorsque des nuages anormaux apparaissent. Les travaux en hauteur sont beaucoup plus ciblés sur des problèmes spécifiques, et la fréquence globale a nettement diminué. Les problèmes sont détectés plus tôt et à plus petite échelle Auparavant, de nombreuses petites fuites n’étaient remarquées que lorsque l’on sentait une odeur ou que l’on voyait des signes visibles. À présent, dès qu’une fuite atteint le seuil de détection, des anomalies peuvent apparaître à l’avance sur l’image de nuage, ce qui permet de prendre des mesures correctives plus tôt. La maintenance est plus efficace Auparavant, lorsqu’on signalait « ça sent le gaz dans cette zone », les équipes de maintenance devaient contrôler une par une des dizaines de brides et de vannes. Désormais, le système d’imagerie acoustique de détection de fuites de gaz indique directement à l’écran quel équipement présente une forte anomalie acoustique, de sorte que les techniciens peuvent prendre leurs ordres de travail et se rendre directement dans la zone ciblée. Le personnel de première ligne a résumé la situation de manière parlante : « Avant, nous parcourions l’installation à la recherche de problèmes ; désormais, ce sont les problèmes qui apparaissent d’eux‑mêmes sur l’écran. » C’est, en substance, le passage de l’escalade des racks de tuyauteries à l’observation de nuages colorés. Ce que le système d’imagerie acoustique de détection de fuites de gaz peut faire — et ce qu’il ne peut pas faire D’un point de vue sécurité et ingénierie, il est très important de bien comprendre les limites du système — c’est faire preuve de responsabilité à la fois vis‑à‑vis de l’installation et du système lui‑même. Ce dans quoi le système d’imagerie acoustique de détection de fuites de gaz excelle particulièrement Surveillance en ligne de grandes zones situées en hauteur et à haut risque En combinant des têtes orientables avec des réseaux de capteurs, le système d’imagerie acoustique de détection de fuites de gaz peut effectuer des balayages de zones dans un rayon d’environ 0,5–50 m, ce qui le rend particulièrement adapté aux racks de tuyauteries à 20 m, aux sommets de colonnes et à d’autres emplacements où les accès manuels fréquents sont difficiles. Localisation visuelle Le système d’imagerie acoustique de détection de fuites de gaz ne se contente pas de signaler « il y a une fuite », il affiche aussi directement un nuage sur l’image pour indiquer où elle se trouve. Avec une précision de localisation de l’ordre du centimètre, il permet de se concentrer rapidement sur un équipement ou une zone de bride spécifique. Surveillance 24 h/24 et 7 j/7 Le système d’imagerie acoustique de détection de fuites de gaz peut fonctionner en ligne 24 h/24 et 7 j/7, ce qui réduit considérablement la dépendance au fait « que quelqu’un passe par là au bon moment ». Comparé aux méthodes reposant sur l’accumulation de concentration de gaz, le système d’imagerie acoustique de détection de fuites de gaz est moins influencé par la dispersion due au vent, car il se concentre sur le signal ultrasonore généré par le jet lui‑même, plutôt que sur les mesures de concentration en un point unique. Réduction des travaux en hauteur et des inspections répétitives En passant de « fréquentes inspections en hauteur » à « ne monter que lorsqu’un nuage anormal apparaît », le système d’imagerie acoustique de détection de fuites de gaz contribue à réduire la charge de travail et les risques associés aux travaux en hauteur tout en améliorant l’efficacité globale des inspections. Ce que le système d’imagerie acoustique de détection de fuites de gaz ne peut pas faire : des limites à reconnaître honnêtement Il ne peut pas « voir » les fuites complètement masquées Le signal ultrasonore de fuite ne peut être détecté et imagé efficacement que lorsqu’il peut se propager jusqu’au réseau de capteurs ultrasonores. Si la source de fuite est complètement masquée par des structures ou des enveloppes à paroi épaisse sur le trajet, le réseau recevra un signal de fuite beaucoup plus faible, voire aucun signal. Ces zones doivent être compensées par une implantation judicieuse des capteurs, une couverture multi‑angles ou d’autres méthodes de détection complémentaires. Les fortes sources d’interférences ultrasonores exigent une conception spécifique On peut citer par exemple les points de purge de procédé, les évents de vapeur ouverts pendant de longues périodes et les dispositifs pneumatiques à haute fréquence, qui peuvent tous générer des signatures ultrasonores similaires à celles des fuites. Pour ces points, une analyse du spectre de bruit sur site est généralement effectuée lors de la conception du projet, et des mesures telles que le masquage par zone ou le filtrage logique sont mises en œuvre. Le système d’imagerie acoustique de détection de fuites de gaz n’est pas un substitut universel, mais un complément puissant Pour certains scénarios où la concentration de gaz elle‑même doit être surveillée — par exemple pour les alarmes de gaz toxiques dans les zones occupées — les capteurs électrochimiques, infrarouges et laser restent indispensables. Le système d’imagerie acoustique de détection de fuites de gaz est plutôt destiné à constituer un « réseau de radar sonore » qui fait apparaître le plus tôt possible les risques de fuite à l’écran. Si l’on considère l’ensemble du dispositif de surveillance des fuites comme une équipe : • Les capteurs de concentration sont chargés de « défendre la ligne de fond » (vérifier si la concentration dépasse la limite) ; • Le système d’imagerie acoustique de détection de fuites de gaz joue le rôle d’« éclaireur précoce », indiquant où des jets suspects peuvent se produire et vous rappelant d’y regarder de plus près. Conclusion : laisser le système voir le problème en premier pour que les équipes puissent le résoudre plus en sécurité Avec un système d’imagerie ultrasonore de détection de fuites de gaz tel que le système d’imagerie acoustique de détection de fuites de gaz, la façon de travailler peut changer en profondeur : • Le système balaie l’unité chaque jour selon des rondes présélectionnées ; • Dès qu’un nuage coloré apparaît sur l’afficheur, le personnel prend ses ordres de travail et monte de façon ciblée pour traiter le problème ; • Les travaux en hauteur deviennent plus ciblés et moins fréquents, et de nombreuses fuites peuvent être résolues avant qu’elles n’aient un impact sensible. Pour les secteurs tels que la pétrochimie, le gaz naturel et la chimie du charbon, le système d’imagerie acoustique de détection de fuites de gaz n’est pas un gadget tape‑à‑l’œil, mais un moyen de détecter les fuites plus tôt, d’organiser les inspections de manière plus sûre et de gérer les risques de façon plus systématique. Il est important de souligner que le système d’imagerie acoustique de détection de fuites de gaz ne remplace pas toutes les techniques de détection traditionnelles, mais constitue un élément important de l’ensemble. Dans les projets réels, nous combinons généralement le système d’imagerie acoustique de détection de fuites de gaz avec la détection de concentration, les interverrouillages de procédé et les inspections manuelles, en adoptant une approche de défense en couches pour améliorer la maîtrise globale des fuites. Si votre site est confronté à des problèmes tels qu’un grand nombre de points en hauteur nécessitant souvent des échafaudages, une détection tardive et un dépannage lent des petites fuites, ou une forte pression d’inspection la nuit et par mauvais temps, vous pouvez envisager de déployer un système d’imagerie ultrasonore de détection de fuites de gaz comme le système d’imagerie acoustique de détection de fuites de gaz — en laissant les problèmes apparaître clairement à l’écran pour que les équipes puissent les traiter plus sereinement et en toute sécurité. Pour discuter de votre cas d’application ou vérifier si le système d’imagerie acoustique de détection de fuites de gaz est adapté, veuillez nous contacter via notre formulaire Contactez‑nous.

Un système d’acquisition de données (DAQ) est l’interface de mesure en amont : il convertit les sorties analogiques des capteurs — telles que la tension, le courant et la charge — en données numériques. Le signal est d’abord conditionné (amplification, filtrage, isolation, excitation IEPE, etc.), puis envoyé vers un CAN, où il est numérisé à la fréquence d’échantillonnage et à la résolution spécifiées ; le logiciel prend ensuite en charge la visualisation, le stockage et l’analyse. Cet article passe systématiquement en revue les facteurs de forme DAQ courants, notamment les cartes enfichables PCIe/PXI, les dispositifs externes USB/Ethernet/Thunderbolt, les enregistreurs de données intégrés et les systèmes modulaires distribués. Il résume également les principaux critères de sélection — compatibilité des signaux, marge et évolutivité en nombre de voies, fréquence d’échantillonnage et filtrage anti-repliement, plage dynamique, THD+N, synchronisation d’horloge et retard inter-voies, ainsi que livraison et support après-vente — afin d’aider les lecteurs à construire rapidement une compréhension claire des systèmes DAQ. Pourquoi l’acquisition de données est-elle importante ? Dans le monde réel, des stimuli physiques tels que la température, le son et les vibrations sont partout. Nous pouvons les percevoir directement ; en un sens, le corps humain lui-même est un « système d’acquisition de données » : nos sens jouent le rôle de capteurs qui capturent les signaux, le système nerveux gère la transmission et l’encodage, le cerveau fusionne et analyse l’information pour prendre des décisions, et les muscles exécutent les actions — formant une boucle de rétroaction fermée. Les progrès de la science et de l’ingénierie reposent en fin de compte sur l’observation, la compréhension et la validation du monde au moyen de méthodes plus fiables. Les grandeurs physiques telles que la température, la pression acoustique, la vibration, la contrainte mécanique et la tension électrique sont les principaux vecteurs d’information. Cependant, la perception humaine est subjective et ne peut pas quantifier ces variations de manière précise et répétable ; et dans des environnements à fort courant, haute température, forte contrainte ou fort niveau de pression acoustique, une exposition directe peut même causer des dommages irréversibles. Pour permettre des mesures quantifiables, enregistrables et plus sûres, les systèmes d’acquisition de données (DAQ) sont apparus. En termes simples, un système d’acquisition de données (DAQ) est un frontal analogique qui convertit la sortie analogique d’un capteur (tension/courant/charge, etc.) en données numériques à une fréquence d’échantillonnage et une résolution définies, puis les transmet à un logiciel pour l’affichage, l’enregistrement et l’analyse (généralement avec le conditionnement de signal nécessaire). Il aide les ingénieurs à voir les problèmes plus clairement — et à les résoudre. Dans les cycles de développement actuels — des automobiles et aéronefs à l’électronique grand public — il est difficile de valider efficacement les performances, la sécurité et la fiabilité sans acquisition de données. Dans les essais d’endurance, le DAQ enregistre les charges et déformations cycliques pour l’analyse de la durée de vie en fatigue ; dans la maîtrise du bruit, l’acquisition synchrone multipoint des vibrations et de la pression acoustique aide à identifier les sources de bruit et les chemins de transmission. Cette capacité de quantification est ce qui fournit une base scientifique aux améliorations d’ingénierie. Les applications DAQ couvrent un large éventail de domaines : Essais NVH automobiles et vibrations mécaniques : utilisé pour acquérir les vibrations de carrosserie, le bruit, l’équilibrage moteur, les données modales structurelles, etc. — afin d’aider les ingénieurs à améliorer le confort de conduite des véhicules. Tests audio : dans le développement et la production de haut-parleurs, microphones, casques et autres dispositifs audio, le DAQ est utilisé pour mesurer la réponse en fréquence, le niveau de pression acoustique (SPL), la distorsion, etc., afin de vérifier les performances acoustiques. Automatisation industrielle et surveillance : le DAQ est largement utilisé pour la surveillance de processus, la surveillance d’état et le contrôle industriel. Par exemple, il acquiert les signaux de capteurs de température, de pression, de débit et de couple pour permettre une surveillance en temps réel et des alarmes, et il doit souvent fonctionner en continu avec une grande stabilité et une forte immunité aux interférences. Laboratoires de recherche et enseignement : des expériences de physique et de biologie à la surveillance sismique et à l’observation météorologique, le DAQ est un outil de base pour capturer les données brutes. Il rend l’enregistrement des données automatisé et numérique, ce qui simplifie le traitement en aval. À mesure que les exigences de qualité et de performance augmentent dans tous les secteurs, le DAQ est devenu un ensemble d’« yeux et d’oreilles » indispensable, donnant aux ingénieurs la capacité d’observer et d’interpréter des phénomènes complexes. Facteurs de forme DAQ courants Selon l’interface, le niveau d’intégration et l’application, le matériel DAQ se présente sous plusieurs formes courantes. Voici quelques catégories typiques de cartes/systèmes DAQ : TypeFacteur de forme / InterfaceAvantagesLimitesApplication typiqueCarte DAQ enfichablePCIe / PXI / PXIeFaible latence ; haut débit ; bonnes performances temps réelNon portable ; nécessite un châssis / PC industriel ; extension limitée par la plateformeLaboratoires fixes ; systèmes en rack ; acquisition à haut débitDispositif DAQ externeUSB / Ethernet / ThunderboltPortable ; mise en service rapide ; adapté aux ordinateurs portablesBande passante/latence dépendant de l’interface ; stabilité du pilote critique ; attention à l’alimentation et au câblageEssais sur le terrain ; mesures mobiles ; DAQ polyvalentEnregistreur de données intégréBatterie/stockage/écran intégrés (autonome)Prêt à l’emploi ; simple sur le terrain ; enregistrement hors ligne facileNombre de voies/algorithmes souvent limité ; extensibilité plus faible ; post-traitement dépendant de l’exportTournées d’inspection ; diagnostic rapide ; enregistrement hors ligne de longue duréeSystème modulaire distribuéChâssis principal + modules ; extension réseau (synchronisée)Mélange de types de signaux selon les besoins ; extension du nombre de voies aisée ; synchronisation robusteLa planification est essentielle : synchronisation/horloge/câblage ; la conception système devient plus critique à grande échelleMesures multi-physiques synchronisées ; extensibilité à fort nombre de voies ; essais distribués multi-sites Cartes DAQ enfichables (internes) : ce sont des cartes installées à l’intérieur d’un ordinateur, avec des interfaces typiques telles que PCI, PCIe et PXI (CompactPCI). Elles se branchent directement sur le bus du PC/châssis et sont alimentées et contrôlées par l’hôte, offrant une grande bande passante et de bonnes performances temps réel pour les applications à haut débit dans des environnements PC de bureau ou PC industriels. Le compromis se fait au niveau de la portabilité — elles sont généralement utilisées dans des laboratoires fixes ou des systèmes en rack. Dispositifs DAQ externes (modules) : matériel DAQ qui se connecte à un ordinateur via USB, Ethernet, Thunderbolt et des interfaces similaires. Les DAQ USB sont courants — compacts, plug-and-play et bien adaptés aux ordinateurs portables et aux essais sur le terrain. Les DAQ Ethernet/en réseau permettent des longueurs de câbles plus importantes et la connexion de plusieurs dispositifs. Les unités externes sont généralement portables avec leur propre boîtier, mais les modèles haut de gamme peuvent être quelque peu limités en performances temps réel par la bande passante de l’interface (la latence USB est généralement plus élevée que celle du PCIe). Enregistreurs de données portables / intégrés : ils intègrent le matériel DAQ avec un ordinateur embarqué, un écran et un stockage pour former un instrument autonome. Ils sont pratiques sur le terrain et peuvent acquérir, enregistrer et effectuer une analyse de base sans PC externe. Des exemples incluent des unités portables d’acquisition/analyse de vibrations avec écran de type tablette et des enregistreurs portatifs multivoies. Ils sont généralement optimisés pour des applications spécifiques, prêts à l’emploi dès la sortie de la boîte et bien adaptés aux mesures mobiles ou aux diagnostics rapides sur site. Plateforme de système DAQ modulaire distribué : constituée de plusieurs modules d’acquisition et d’un contrôleur/châssis principal, permettant une extension flexible du nombre de voies et le mélange de différents modules fonctionnels. Chaque module gère un certain type de signal ou un certain nombre de voies et se connecte au contrôleur (ou directement à un PC) via un réseau haut débit et synchronisé dans le temps (par exemple EtherCAT, Ethernet/PTP). Cette architecture offre une très grande extensibilité et des capacités de mesure distribuée ; les modules peuvent être placés à proximité de l’objet testé pour réduire le câblage des capteurs. Par exemple, le SonoDAQ de CRYSOUND est une plateforme modulaire : chaque châssis principal prend en charge plusieurs modules et peut être étendu via une topologie en chaîne ou en étoile jusqu’à des milliers de voies. Les systèmes modulaires sont particulièrement adaptés aux mesures synchronisées de grande ampleur et réparties sur plusieurs zones. De quoi se compose un système DAQ ? Un système d’acquisition de données complet comprend généralement les blocs de base suivants : Capteurs : le frontal qui convertit les phénomènes physiques en signaux électriques — par exemple, des microphones qui convertissent la pression acoustique en tension, des accéléromètres qui convertissent l’accélération en charge/tension, des jauges de contrainte qui convertissent la force en variation de résistance, et des thermocouples pour la mesure de température ; Conditionnement de signal : Électronique située entre le capteur et le CAN du DAQ qui adapte et optimise le signal. Les fonctions typiques comprennent le gain/l’atténuation (mise à l’échelle de l’amplitude du signal dans la plage d’entrée du CAN), le filtrage (par exemple filtrage passe-bas anti-repliement pour supprimer le bruit/le contenu haute fréquence), l’isolation (isolation signal/alimentation pour réduire le bruit et protéger le système) et l’excitation de capteur (alimentation des capteurs actifs, comme les sources de courant constant pour les capteurs IEPE). Convertisseur analogique-numérique (CAN) : composant central qui convertit les signaux analogiques continus en échantillons numériques discrets à la fréquence d’échantillonnage et à la résolution configurées. La fréquence d’échantillonnage définit la bande passante utilisable (elle doit satisfaire le critère de Nyquist et inclure une marge pour la bande de transition du filtre anti-repliement), tandis que la résolution (profondeur en bits) influe sur le pas de quantification et la plage dynamique utile. De nombreux produits DAQ utilisent des CAN 16 bits ou 24 bits ; dans les frontaux acoustiques/vibrations à grande plage dynamique (comme des plateformes telles que SonoDAQ), on peut également voir des chemins de sortie/traitement de données sur 32 bits pour mieux couvrir des plages étendues et des signaux faibles (selon l’implémentation spécifique et la façon dont les spécifications sont définies). Interface de données et stockage : les données numériques du CAN doivent être acheminées vers un ordinateur ou un support de stockage. Les DAQ enfichables écrivent directement dans la mémoire de l’hôte via le bus système. Les DAQ USB/Ethernet transmettent les données en continu vers le logiciel PC via un pilote. En plus du transfert de données USB/Ethernet/sans fil, SonoDAQ prend également en charge l’enregistrement en temps réel sur une carte SD embarquée, permettant un enregistrement autonome sans PC — utile comme protection contre les interruptions de liaison ou pour l’acquisition de longue durée sans surveillance. PC hôte et logiciel : il s’agit de l’aval d’un système DAQ. La plupart des systèmes DAQ modernes reposent sur un ordinateur et un logiciel pour la visualisation, l’enregistrement et l’analyse. Le logiciel d’acquisition définit les paramètres d’échantillonnage, contrôle la mesure, affiche les formes d’onde en temps réel et traite les données pour produire des résultats et des rapports. Les différents fournisseurs proposent leurs propres plateformes (par exemple OpenTest, NI LabVIEW/DAQmx, DewesoftX, HBK BK Connect). La convivialité et les capacités du logiciel ont un impact direct sur la productivité. De plus, OpenTest de CRYSOUND prend en charge des protocoles tels qu’openDAQ et ASIO, permettant la configuration avec plusieurs systèmes DAQ. Quelles spécifications sont importantes lors du choix d’un DAQ ? Trois pièges de sélection courants : Se focaliser uniquement sur la « fréquence d’échantillonnage / profondeur en bits » en ignorant le bruit du frontal, l’adaptation de plage, le filtrage anti-repliement et les métriques de synchronisation : les données peuvent « sembler correctes », mais l’analyse est instable et non répétable. Dimensionner le nombre de voies au strict minimum, sans marge : dès que vous ajoutez des points de mesure, vous êtes contraint de remplacer tout le système ou d’empiler un second système — ce qui augmente le coût et l’effort d’intégration. Se concentrer uniquement sur le matériel en négligeant le logiciel et le flux de travail : la configuration, la surveillance en temps réel, les essais en série, l’export de rapports et la compatibilité des protocoles (openDAQ/ASIO, etc.) déterminent directement le débit global. Ce que vous devez évaluer : Types de signaux à acquérir : lors du choix, la première étape consiste à définir clairement vos types de signaux. Les mesures acoustiques/vibrations sont très différentes des mesures de contraintes, de température et de tension. Les systèmes traditionnels ne prennent souvent en charge qu’un sous-ensemble de types de signaux — par exemple uniquement la pression acoustique et l’accélération — de sorte que lorsque le besoin s’étend à la température, il peut être nécessaire d’ajouter un second système, ce qui augmente le budget et la complexité d’intégration/de synchronisation. SonoDAQ adopte une approche de plateforme modulaire : en insérant les modules correspondant aux types de signaux requis, vous pouvez étendre les capacités au sein d’un seul système et réaliser des essais multi-physiques synchronisés — en configurant ce dont vous avez besoin sur une seule plateforme. Nombre de voies et évolutivité : commencez par déterminer combien de signaux vous devez acquérir et choisissez un DAQ avec suffisamment de voies d’entrée analogiques (ou un système pouvant être étendu). Il est préférable de laisser une certaine marge pour les points futurs — par exemple, si vous avez besoin de 12 voies aujourd’hui, envisagez 16 voies ou plus. Tout aussi importante est l’évolutivité : SonoDAQ peut être synchronisé entre plusieurs unités pour atteindre des centaines, voire des milliers de voies tout en maintenant un désalignement d’acquisition inter-voies < 100 ns, ce qui convient aux essais de grande ampleur. À l’inverse, les dispositifs à nombre de voies fixe ne peuvent pas être étendus une fois la capacité dépassée, ce qui impose leur remplacement et augmente les coûts. Adaptez la fréquence d’échantillonnage à la bande passante du signal : partez de la fréquence/bande passante la plus élevée d’intérêt. La base est le critère de Nyquist (fréquence d’échantillonnage > 2× la fréquence la plus élevée). En pratique, il faut aussi prévoir une marge pour la bande de transition du filtre anti-repliement, de sorte que de nombreux projets commencent à 2,5–5× la bande passante, puis affinent en fonction de la méthode d’analyse (FFT, bandes d’octave, suivi d’ordre, etc.). Par exemple, si le contenu vibratoire moteur culmine à 1 kHz, vous pouvez commencer à 5,12 kéch/s ou plus ; pour la parole/l’acoustique qui doit couvrir 20 kHz, des choix courants sont 51,2 kéch/s ou 96 kéch/s. En résumé : basez-vous sur le spectre, gardez une certaine marge et alignez la fréquence avec votre filtrage et votre analyse. Précision de mesure et plage dynamique : Si votre application doit résoudre de faibles signaux tout en couvrant de grandes variations — par exemple, les essais NVH doivent souvent capturer des niveaux de bruit très faibles en conditions calmes et enregistrer également des SPL élevés sous forte excitation — vous avez besoin d’un DAQ à grande plage dynamique et haute résolution (CAN 24 bits ou plus, plage dynamique > 120 dB). Pour les tests audio, où la distorsion et le niveau de bruit de fond sont critiques et où vous voulez que le bruit propre du DAQ soit bien en dessous de celui de l’équipement sous test, choisissez un frontal à faible bruit et à haut RSB, et vérifiez les spécifications du fournisseur telles que la THD+N. Contraintes d’environnement et d’utilisation : réfléchissez à l’endroit où le DAQ sera utilisé : sur une paillasse de laboratoire, sur une ligne de production ou en extérieur sur le terrain. Si vous devez vous déplacer fréquemment ou tester sur un véhicule, un DAQ portable/robuste est généralement mieux adapté. Pour les scénarios sans alimentation stable pendant de longues périodes, la présence d’une batterie intégrée et l’autonomie de la batterie deviennent critiques. Délai de livraison et support après-vente : une fois le besoin d’achat défini, le délai de livraison est un facteur pratique à ne pas négliger. Si votre calendrier est serré, un délai de 2 à 3 mois peut directement retarder le lancement et l’exécution du projet ; évaluez donc l’engagement du fournisseur en matière de livraison. Le support est tout aussi important : formation, réactivité en cas de problème et disponibilité d’une assistance à distance ou sur site. Examinez également les conditions de garantie, la politique de mise à jour logicielle et les mécanismes de réponse du support — ceux-ci influencent directement la stabilité à long terme du système et l’efficacité globale du projet. Avec les étapes ci-dessus, vous pouvez circonscrire les caractéristiques DAQ adaptées à votre application et faire un choix justifiable parmi une offre produit abondante. En résumé : partez des exigences, concentrez-vous sur les spécifications clés, prévoyez l’extension future et ne négligez pas la maturité du fournisseur ni le support. Choisissez le bon outil et les essais deviennent bien plus efficaces. FAQ Q : Puis-je utiliser une carte son comme DAQ ? R : Pour un petit nombre de voies audio où les exigences de synchronisation/de plage/de calibration ne sont pas strictes, une carte son peut « fonctionner » à un niveau basique. Mais dans les essais d’ingénierie, les problèmes courants sont : absence d’excitation IEPE, plage d’entrée et niveau de bruit insuffisants, synchronisation inter-voies non maîtrisée et latence des pilotes élevée et instable. Si vous avez besoin de données d’essai répétables et traçables, utilisez un frontal DAQ professionnel. Q : Quelle est la différence entre un DAQ et un oscilloscope ? R : Un oscilloscope est plutôt un outil de débogage électronique — idéal pour capturer des transitoires et dépanner rapidement. Un DAQ est davantage un système d’acquisition et d’analyse multivoies, synchronisé dans le temps et de longue durée, mettant l’accent sur l’extensibilité en nombre de voies, la cohérence de la synchronisation, la stabilité à long terme et la gestion des données. Q : Comment choisir la fréquence d’échantillonnage ? R : Partez de la fréquence/bande passante la plus élevée d’intérêt et respectez le critère de Nyquist (>2× fmax) comme base. En pratique, tenez aussi compte de la bande de transition du filtre anti-repliement et de votre méthode d’analyse ; commencer à 2,5–5× la bande passante est généralement plus sûr. Si vous n’êtes pas sûr, donnez la priorité au filtrage correct et à la plage dynamique, puis optimisez la fréquence d’échantillonnage. Q : Qu’est-ce que l’IEPE et quand en ai-je besoin ? R : L’IEPE est un schéma d’excitation à courant constant utilisé par des capteurs tels que les accéléromètres et les microphones de mesure IEPE, avec l’alimentation et le signal sur le même câble. Si vous utilisez des capteurs IEPE, votre frontal DAQ doit prendre en charge l’excitation IEPE, une stratégie d’isolation/de mise à la terre appropriée et une plage d’entrée et une bande passante adaptées. Q : Que dois-je vérifier pour la synchronisation multivoies / multi-dispositifs ? R : Concentrez-vous sur trois éléments : une source d’horloge commune (horloge externe/PTP/GPS, etc.), le désalignement/retard d’échantillonnage entre voies et la stratégie de déclenchement/d’alignement. Pour les essais NVH, les mesures par réseaux de capteurs et les essais modaux structurels, les performances de synchronisation sont souvent plus importantes que les spécifications monocanal. Q : Comment estimer le nombre de voies — et dois-je prévoir une marge ? R : Listez d’abord les signaux et points « indispensables à mesurer », puis ajoutez les voies auxiliaires telles que régime/déclenchement/température. Une bonne règle consiste à réserver au moins 20–30 % de marge, ou à choisir une plateforme modulaire évolutive, afin de ne pas être obligé de remplacer le système lorsque des points sont ajoutés. Si vous souhaitez en savoir plus sur le dernier système intelligent d’acquisition de données acoustiques et vibratoires, SonoDAQ, de CRYSOUND — y compris ses principales caractéristiques, ses scénarios d’application typiques et ses options de configuration courantes — veuillez remplir le formulaire Contactez-nous ci-dessous pour joindre l’équipe CRYSOUND. Vous êtes également invité à prendre directement contact avec l’équipe CRYSOUND. En fonction de vos contraintes — telles que les types de signaux, le nombre de voies, la fréquence d’échantillonnage/la bande passante, les exigences de synchronisation et les conditions environnementales sur site — nous pouvons proposer une démonstration produit et des recommandations de configuration pratiques. SonoDAQ Pro : un système DAQ modulaire conçu pour les essais acoustiques et NVH Pour les ingénieurs spécialisés dans les essais acoustiques, vibratoires et NVH, le choix d’un système DAQ généraliste implique souvent des compromis sur le conditionnement de signal, la précision de synchronisation ou l’intégration logicielle. SonoDAQ Pro est conçu spécifiquement pour ces exigences — en combinant acquisition à grand nombre de voies, synchronisation de précision et intégration poussée avec la plateforme logicielle open source OpenTest. SonoDAQ Pro vs systèmes DAQ typiques — principales différences CaractéristiqueSystème DAQ typiqueSonoDAQ ProVoies4–16 (fixes)4–24 par unité, extensibles entre unitésPlage dynamique≈ 120 dB typiqueJusqu’à 170 dBSynchronisationDéclenchement ou synchronisation propriétairePTP (IEEE 1588) / GPS, ≤ 100 nsIsolation entre voiesFlottante basique ou aucune1000 V d’isolation par voieLogicielVerrou propriétaire (NI LabVIEW, imc STUDIO, etc.)OpenTest — open source, sans frais de licenceFlux de travailAcquérir → exporter → analyser (outils séparés)Acquérir → analyser → reporter dans une seule plateformeDéploiement sur le terrainOrienté laboratoire, mobilité limitéeCompact, prêt pour le terrain, compatible batterie Quand choisir SonoDAQ Pro Essais NVH automobiles : acquisition multipoint de vibrations et de pression acoustique avec possibilité d’essais routiers synchronisés par GPSIntégration de caméras acoustiques : à associer aux caméras acoustiques CRYSOUND pour un flux de travail combinant beamforming + DAQ temporelMesures en environnement haute tension : l’isolation de 1000 V par voie protège à la fois le système et l’ingénieur lors des essais de véhicules électriques/électronique de puissanceEssais synchronisés multi-sites : la synchronisation réseau PTP permet un alignement sub-microseconde entre des points de mesure distribuésExigences logicielles ouvertes : l’automatisation basée sur Python et l’architecture ouverte d’OpenTest conviennent aux équipes qui ont besoin de flux de travail personnalisés sans verrou fournisseur → En savoir plus sur SonoDAQ Pro ou demander une démonstration pour voir comment il répond à vos besoins d’essai spécifiques.

À mesure que le marché des lunettes AR passe de la preuve de concept à la commercialisation à grande échelle, les capacités produit en matière d’interaction audio et haptique continuent de s’étendre, ce qui accroît les exigences en matière de tests en ligne de production. Avec des modules clés tels que l’audio et le VPU (Vibration Processing Unit), les tests en ligne de production des lunettes AR évoluent d’une simple validation fonctionnelle vers un contrôle de la régularité visant à améliorer l’expérience utilisateur en conditions réelles. Sur la base d’une expérience concrète de projets en production de masse, cet article présente des solutions de test audio et VPU pour différents postes de travail, en mettant l’accent sur les tests audio en champ libre, le déploiement du VPU et la conception des gabarits, afin de fournir une référence pratique pour le passage à l’échelle de la fabrication de lunettes AR. Accélérer l’expansion du marché des lunettes AR et nouvelles tendances des tests en ligne de production À mesure que les produits de lunettes intelligentes arrivent à maturité, leurs frontières fonctionnelles se développent rapidement. Selon divers rapports sectoriels, le volume d’expédition et le niveau d’investissement dans les lunettes AR continuent de croître, le marché passant de la validation de concept à la commercialisation. Les produits portés par des entreprises comme Meta sont de plus en plus capables de prendre en charge l’interaction vocale, les appels, les notifications et l’enregistrement, en complétant des fonctions traditionnellement assurées par les smartphones et les écouteurs. Cette évolution a transformé les lunettes AR, d’un produit conceptuel à faible fréquence d’utilisation en un terminal d’interaction portable à haute fréquence. Par conséquent, les capacités audio sont devenues un élément central de l’expérience des lunettes intelligentes, impactant directement l’interaction vocale et la qualité des appels. Parallèlement, la vibration et le retour haptique ont été introduits pour renforcer la confirmation des interactions et la perception utilisateur. À mesure que ces capacités deviennent courantes dans les produits fabriqués en grande série, les tests en ligne de production ne se limitent plus à vérifier si les fonctions de base fonctionnent, mais doivent désormais gérer simultanément plusieurs capacités critiques, telles que l’audio et le VPU. Ce changement pose de nouveaux défis pour la mise à niveau des solutions de test en ligne de production. Solutions de test audio pour lignes de production multi‑postes L’audio est l’une des fonctions qui influencent le plus directement l’expérience utilisateur des lunettes AR, et son test en ligne de production doit trouver un équilibre entre précision, régularité et efficacité de production. Dans un environnement de production multi‑postes, les tests audio sont souvent répartis sur plusieurs postes de travail en fonction de la phase d’assemblage. Aux postes des branches ou de la monture, les tests audio se concentrent davantage sur la validation des performances de base des microphones ou haut‑parleurs individuels, afin de s’assurer que les composants clés répondent aux exigences dès le début du processus d’assemblage et d’éviter des retouches coûteuses ultérieurement dans le processus. Au poste d’assemblage final, l’accent se déplace vers les performances audio globales et la coordination au niveau système. Bien que les différents postes se concentrent sur des aspects distincts, le positionnement des gabarits, le contrôle de l’environnement acoustique et la conception du processus de test doivent conserver une logique cohérente de bout en bout. Les solutions de test audio pour lunettes AR de CRYSOUND sont conçues pour répondre à ce besoin, avec une architecture de test unifiée permettant un déploiement flexible sur différents postes de travail tout en maintenant des résultats stables et cohérents. Les solutions peuvent être divisées en deux types suivants, répondant aux exigences esthétiques et de rendement horaire (UPH) de différentes lignes de production. Type tiroir, unité simple (1‑pour‑1) Intégration aisée dans des systèmes automatisés Poste debout pour un chargement et un déchargement pratiques Test simultané du haut‑parleur (SPK) et du microphone (MIC) (étanchéité), prise en charge de scénarios multi‑MIC Test séquentiel pour les haut‑parleurs gauche et droit, test parallèle pour plusieurs microphones Prend en charge les communications Bluetooth, USB ADB et Wi‑Fi ADB Temps de cycle moyen (CT) : 100 s | UPH : 36 Type coque basculante, double unité (1‑pour‑2) Test parallèle de deux unités pour améliorer l’efficacité Conception ergonomique pour une utilisation en position assise Test simultané du haut‑parleur (SPK) et du microphone (MIC) (étanchéité), prise en charge de scénarios multi‑MIC Test séquentiel des haut‑parleurs gauche et droit (par boîtier), test parallèle pour plusieurs microphones Prend en charge les communications Bluetooth, USB ADB et Wi‑Fi ADB Temps de cycle moyen (CT) : 150 s | UPH : 70 EQ des haut‑parleurs dans les lunettes AR : du champ de pression au champ libre Dans les produits d’écouteurs traditionnels, l’EQ du haut‑parleur est généralement établi dans un environnement de champ de pression relativement stable, où le couplage à l’oreille et le style de port ont un impact bien maîtrisé sur l’environnement acoustique. En revanche, les lunettes AR utilisent généralement des structures ouvertes pour les haut‑parleurs, sans cavité fermée entre le transducteur et l’oreille, ce qui rend leurs performances acoustiques plus proches des caractéristiques de champ libre. Cette différence structurelle rend la réponse en fréquence des haut‑parleurs de lunettes AR plus sensible à la direction de rayonnement sonore, aux réflexions structurelles et à la posture de port, et impose que leur stratégie d’EQ ne puisse pas simplement reprendre l’expérience acquise sur les produits écouteurs. Dans le processus de test et d’optimisation en ligne de production, l’EQ des haut‑parleurs pour les lunettes AR doit être évalué et validé dans des conditions de champ libre. En raison de la structure acoustique ouverte, la réponse en fréquence est plus sensible aux réflexions structurelles, aux tolérances d’assemblage et aux variations de posture de port, ce qui rend difficile le fait de compter uniquement sur la régularité matérielle pour garantir une écoute stable entre différents produits. En introduisant un réglage d’EQ, ces écarts systémiques peuvent être compensés sans modifier la conception structurelle, ce qui améliore la régularité des performances audio en production de masse. L’objectif de la solution de test n’est pas de poursuivre une qualité sonore idéalisée, mais de capter de véritables différences acoustiques dans des conditions de test en champ libre stables et répétables, fournissant des données fiables pour la validation des paramètres d’EQ. CRYSOUND prend en charge des algorithmes d’EQ personnalisés. Dans un projet de production de masse, un calibrage d’EQ des haut‑parleurs a été introduit au poste de test final dans des conditions de champ libre, et les résultats ont été acceptés par le client, ce qui valide l’applicabilité et la pertinence pratique de cette solution pour les produits lunettes. Solutions de test VPU pour lunettes AR/intelligentes Pourquoi les lunettes AR intègrent un VPU (Vibration Processing Unit) À mesure que les lunettes AR/intelligentes prennent de plus en plus en charge l’interaction vocale, les appels et les notifications, le recours exclusif au retour audio ne suffit plus. Dans les environnements bruyants, les scénarios sensibles à la confidentialité ou lorsque les invites sont de faible volume, les utilisateurs ont besoin d’un mode de retour qui ne dérange pas les autres tout en restant suffisamment clair. C’est là qu’intervient le VPU. Contrairement aux écouteurs traditionnels, les lunettes ne sont pas toujours étroitement couplées à l’oreille, ce qui rend les invites audio plus sensibles au bruit ambiant. En utilisant la vibration ou le retour haptique, le système peut transmettre des confirmations d’état, des réponses d’interaction ou des notifications aux utilisateurs sans augmenter le volume ni dépendre d’écrans. Ainsi, le VPU devient un composant clé pour compléter, voire remplacer, une partie du retour audio dans les lunettes AR. Rôles principaux du VPU dans les lunettes AR Dans les conceptions actuelles de lunettes intelligentes produites en série, le VPU remplit généralement les fonctions suivantes : Retour de confirmation d’interaction : par exemple, réveil vocal réussi, reconnaissance de commande terminée ou démarrage/arrêt d’un enregistrement ou d’une prise de photo. Notifications silencieuses : retour vibratoire dans les scénarios où les invites audio ne sont pas adaptées. Expérience renforcée : amélioration de la certitude de l’interaction et de l’immersion lorsqu’il est combiné au retour audio. Ces fonctions ont fait du VPU une capacité essentielle dans l’expérience d’interaction des lunettes AR, plutôt qu’une simple option. Positionnement typique du VPU dans les lunettes AR (pourquoi au niveau du pont/de l’appui nasal) Sur le plan structurel, le VPU est généralement situé près du pont ou des appuis nasaux pour trois raisons principales : Proximité de zones sensibles du corps : le pont nasal est sensible aux petites vibrations, offrant une grande efficacité de retour. Couplage stable et régulier : par rapport aux branches, le pont nasal offre un contact plus stable et plus constant avec le visage, garantissant une meilleure transmission des vibrations. N’interfère pas avec l’implantation des dispositifs audio : évite les interférences avec les haut‑parleurs et microphones situés dans la zone des branches. Ainsi, lors des tests en ligne de production, le VPU est souvent testé comme cible indépendante, nécessitant une vérification dédiée au stade de la monture ou de l’assemblage final. Mise en œuvre des tests VPU et contrôle de la régularité sur la ligne de production En fonction du positionnement fonctionnel et des caractéristiques structurelles du VPU dans les lunettes AR, les tests VPU sont généralement planifiés en fonction de la forme du produit et de l’avancement de l’assemblage en production de masse. Dans certains cas, les tests peuvent même être avancés dans le processus afin d’identifier d’éventuels problèmes de VPU avant qu’ils ne soient aggravés aux étapes d’assemblage suivantes. Il est important de noter que les environnements de test en ligne de production diffèrent fondamentalement des environnements de validation en laboratoire. En laboratoire, le VPU est généralement testé comme un composant autonome dans des conditions simplifiées et avec des niveaux d’excitation plus élevés (par exemple 1 g). Cependant, dans les environnements de ligne de production, le VPU est déjà intégré dans la monture ou le produit complet, ce qui nécessite des conditions d’excitation se rapprochant autant que possible des scénarios de port réels. En pratique, les tests VPU en ligne de production se déroulent généralement dans la plage d’excitation 0,1 g–0,2 g et 100–2 kHz, en vérifiant la régularité des performances du VPU dans des conditions physiques réalistes. La solution de test VPU pour lunettes AR de CRYSOUND en ligne de production utilise l’analyseur électro‑acoustique CRY6151B comme plateforme de test et d’analyse. La table vibrante fournit une excitation stable, et le VPU du produit synchronise les signaux de réponse vibratoire avec un accéléromètre de référence. L’analyse logicielle évalue des paramètres clés tels que la réponse en fréquence (FR) et la distorsion harmonique totale (THD). Cette architecture de test équilibre l’efficacité des mesures et le débit de la ligne de production, répondant aux besoins de déploiement des tests VPU sur différents postes. Par rapport aux tests audio, les tests VPU sont plus sensibles aux configurations de test et à la conception des gabarits, avec une marge d’erreur plus faible et une plus grande difficulté à contrôler la régularité. Sur la base de l’expérience acquise sur plusieurs projets, la conception des gabarits doit tenir pleinement compte des différences structurelles au niveau de zones telles que le pont et les appuis nasaux. Il est important de donner la priorité aux matériaux et aux modes de contact qui favorisent la transmission des vibrations, et de concevoir des formes de gabarits standardisées qui maintiennent l’alignement du centre de gravité du gabarit avec le plan de travail de la table vibrante, en minimisant l’introduction de variables supplémentaires au niveau structurel. En respectant ces principes de conception, la stabilité et la répétabilité des résultats de test VPU peuvent être améliorées dans un environnement de ligne de production, offrant un soutien fiable pour la validation des capacités VPU du produit. Des tests fonctionnels aux contraintes d’expérience Sur les lignes de production de lunettes AR, le rôle des tests est en train d’évoluer. Par le passé, les modules audio ou de vibration étaient davantage considérés comme des fonctions indépendantes, l’objectif étant de confirmer s’ils étaient « fonctionnels ». Cependant, avec la forme actuelle du produit, ces modules influencent directement l’interaction vocale, le confort de port et l’expérience globale. Par conséquent, les résultats de test servent désormais de prérequis aux performances globales du produit. Par exemple, les modules audio et VPU ne sont plus seulement des éléments de vérification des performances ; ils jouent désormais un rôle dans le contrôle de la régularité de l’expérience utilisateur. L’interaction entre les performances audio, le retour vibratoire et l’assemblage structurel signifie que les tests en ligne de production doivent identifier en amont les problèmes potentiels susceptibles d’affecter l’expérience, plutôt que de simplement filtrer les défauts lors de l’inspection finale. Ce changement pousse les stratégies de test à passer de la « validation fonctionnelle » au « contrôle de l’expérience ». Si vous souhaitez en savoir plus sur les solutions de test audio pour lunettes AR — ou discuter de votre processus de façonnage et de vos objectifs d’inspection — veuillez utiliser le formulaire « Contactez‑nous » ci‑dessous. Notre équipe peut partager des réglages recommandés et un flux de travail sur site adapté à vos conditions de production.
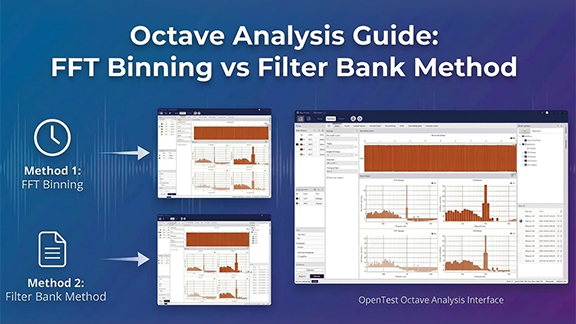
L’analyse en bandes d’octave peut être mise en œuvre de deux façons fondamentalement différentes : le regroupement de raies FFT (intégration des raies de PSD/FFT en bandes d’octave entières 1/1 et fractionnaires 1/3) et un véritable banc de filtres en bandes d’octave (filtres passe‑bande orientés normes + moyennage RMS/Leq). Dans cet article, nous comparons le fonctionnement de ces deux méthodes, les cas où leurs résultats coïncident, ceux où ils divergent (échelle, ENBW de fenêtre, pondération aux bords de bande, latence, réponse aux transitoires), et la manière dont OpenTest prend en charge les deux approches pour l’acoustique, le NVH et les mesures de conformité. Pour une explication détaillée des concepts, lisez ceci → Analyse en bandes d’octave : fondements mathématiques et ingénierie Bancs de filtres en bandes d’octave (véritable banc d’octave / banc de filtres CPB) Filtres passe‑bande parallèles + détecteur d’énergie + moyennage temporel Un analyseur par banc de filtres (véritable octave) réalise généralement : Concevoir un filtre passe‑bande H_b(z) (ou H_b(s)) pour chaque fréquence centrale de bande. Faire fonctionner les filtres en parallèle pour obtenir les signaux de bande y_b(t). Calculer la puissance / la valeur quadratique moyenne de la bande et appliquer un moyennage temporel pour produire les niveaux de bande en sortie. Pour être comparables entre instruments, les réponses en module des filtres doivent respecter les masques de tolérance (classe) IEC/ANSI pour le jeu de filtres spécifié. [1][3] IIR vs FIR : pourquoi les IIR (biquads en cascade) sont courants en pratique Avantages des IIR : ordre plus faible pour une pente donnée, calcul réduit, adaptés au temps réel / systèmes embarqués ; stables lorsqu’ils sont mis en œuvre en SOS/biquads. Avantages des FIR : une phase linéaire est possible (utile lorsque la forme d’onde importe) ; la conception et la vérification peuvent être plus simples. Pour les sorties en niveaux de bande, la phase n’est généralement pas la principale préoccupation, de sorte que les bancs de filtres IIR sont courants. Traitement multirate : « l’arme secrète » des bancs de filtres CPB Les bandes CPB de basses fréquences sont très étroites. Les implémenter à la fréquence d’échantillonnage complète est inefficace. Une stratégie courante consiste à regrouper les bandes par octave et à sous‑échantillonner pour les groupes de basses fréquences : Effectuer un passe‑bas puis décimer (par ex. par 2 par octave) pour les groupes de basses fréquences. Implémenter les filtres passe‑bande correspondants à la fréquence d’échantillonnage réduite. Assurer un anti‑repliement (anti‑aliasing) adéquat avant la décimation. Moyennage temporel / pondération temporelle : les niveaux de bande sont des statistiques, pas des valeurs instantanées Les niveaux de bande nécessitent généralement un moyennage temporel. Les options courantes incluent le RMS par blocs, le moyennage exponentiel ou le Leq (niveau d’énergie équivalente). Dans le contexte des sonomètres, la norme IEC 61672‑1 définit les pondérations temporelles Rapide / Lente (Rapide ~125 ms, Lente ~1 s). [5][6] Conséquence pour l’ingénierie : des constantes de temps différentes produisent des lectures différentes, la pondération temporelle doit donc être précisée dans les rapports. Comment valider qu’un banc de filtres se comporte « comme la norme » Balayage sinusoïdal : vérifier le comportement en bande passante et l’isolation des bandes adjacentes ; observer les effets de délai temporel. Bruit rose/blanc : vérifier les niveaux de bande moyens et la variance / le temps de stabilisation ; contrôler le comportement de la bande passante effective. Impulsion / échelon : examiner la sonnerie (ringing) et la réponse temporelle (critique pour les transitoires). Vérifier par recoupement avec un instrument / une implémentation de référence conforme connue. Des définitions de bandes aux filtres numériques conformes : un flux de travail de bout en bout (conceptuel) Choisir le système de bandes : base 10 / base 2, la fraction 1/b (généralement b=3), générer les fréquences centrales exactes fm et les bords de bande f1/f2. Choisir l’objectif de performance : quelle édition de norme et quelle classe / quel masque de tolérance ? Choisir la structure de filtre : IIR en SOS pour le temps réel ; FIR ou filtrage aller‑retour si une phase nulle / à phase linéaire est requise. Concevoir chaque passe‑bande : projeter correctement f1/f2 dans le domaine numérique (par ex. pré‑déformation pour la transformée bilinéaire). Mettre en œuvre le multirate si nécessaire : décimer pour les groupes de basses fréquences avec un filtrage anti‑repliement suffisant. Vérifier : réponse en module par rapport au masque ; essais sur bruit pour la bande passante effective ; balayages / impulsions pour la réponse temporelle. Calibrer et documenter : unités et grandeurs de référence, moyennage / pondération temporelle, détails de la méthode. Réponse temporelle expliquée : retard de groupe, sonnerie et moyennage façonnent tous les lectures Un analyseur de niveaux par bande est un système en domaine temporel (filtre → détecteur d’énergie → lisseur), de sorte que les lectures sont régies par plusieurs échelles de temps : Retard de groupe du filtre : à quel retard les événements apparaissent‑ils dans chaque bande. Sonnerie / décroissance du filtre : pendant combien de temps une impulsion courte « résonne » dans une bande. Moyennage d’énergie / pondération temporelle : compromis entre résolution temporelle et fluctuation du niveau de sortie. Ainsi, pour les transitoires (impacts, démarrages/arrêts, balayages), différentes implémentations conformes peuvent produire des niveaux de crête et des évolutions temporelles différents — ce qui est cohérent avec la mise en garde de l’ANSI. [3] Règle empirique : pour les contributions en régime établi, utiliser un moyennage plus long pour plus de stabilité ; pour la localisation de transitoires, raccourcir le moyennage mais accepter une plus grande variabilité et figer précisément les détails de l’algorithme. Pièges courants en temps réel Oublier l’anti‑repliement dans la chaîne de décimation : les bandes de basses fréquences deviennent contaminées par l’aliasing. Instabilité numérique des sections IIR à fort Q et basses fréquences : utiliser des SOS/biquads et une précision suffisante. Moyennage en dB : toujours moyenner dans le domaine de l’énergie / de la valeur quadratique moyenne, puis convertir en dB. Supposer que les énergies de bande doivent se sommer exactement à l’énergie totale : les filtres normalisés ne sont pas nécessairement complémentaire en puissance ; vérifier plutôt selon des critères cohérents avec les normes. Analyse en bancs de filtres en bandes d’octave dans OpenTest OpenTest prend en charge l’analyse en bandes d’octave en utilisant une approche par banc de filtres :1) Connectez le dispositif, par exemple SonoDAQ Pro2) Sélectionnez les voies et ajustez les paramètres. Pour un microphone externe, activez l’IEPE et passez en mode de mesure de signal acoustique.3) Dans la section Octave-Band Analysis sous Mode de mesure, choisissez l’algorithme conforme à l’IEC 61260‑1. Il prend en charge l’analyse en temps réel, le moyennage linéaire, le moyennage exponentiel et la fonction de maintien de crête (peak hold).4) Après avoir configuré les paramètres, cliquez sur le bouton Test pour démarrer la mesure.5) Un enregistrement unique peut être analysé simultanément en bandes 1/1 d’octave, 1/3 d’octave, 1/6 d’octave, 1/12 d’octave, 1/24 d’octave et 1/24 d’octave. Figure 1 : analyse en bancs de filtres en bandes d’octave dans OpenTest Regroupement FFT (FFT binning) et synthèse FFT Regroupement FFT : convertir un spectre étroit en intégrales de bandes CPB Estimer le spectre (FFT unique, PSD de Welch ou STFT). Intégrer / sommer à l’intérieur de chaque bande d’octave / de fraction d’octave pour obtenir la puissance de bande. Cette approche est courante dans les traitements logiciels / hors ligne, car une seule FFT fournit un spectre à haute résolution qui peut être re‑regroupé dans n’importe quel système de bandes (1/1, 1/3, 1/12, …). Défi clé n°1 : mise à l’échelle FFT et corrections de fenêtre Après une FFT, la mise à l’échelle dépend de vos définitions : normalisation 1/N, amplitude vs puissance vs PSD, spectre simple face vs double face, et fenêtrage. Pour les mesures de bruit, l’ENBW est cruciale ; l’ignorer peut introduire des décalages systématiques. [7] Une normalisation PSD pratique (forme périodogramme) # convertir en PSD simple face : multiplier par 2 sauf DC (et Nyquist si présent) Cela donne une PSD en unités (unité d’entrée)²/Hz et permet des vérifications de cohérence énergétique en intégrant la PSD sur la fréquence. Deux auto‑contrôles rapides pour la mise à l’échelle Test sur bruit blanc : générer un bruit de variance connue σ² ; intégrer la PSD simple face sur 0..fs/2 et retrouver ≈σ² (en tenant compte du facteur ×2). Test sur tonalité pure : générer un sinus d’amplitude A (RMS=A/√2) ; l’intégration de l’énergie spectrale doit retrouver ≈A²/2 (sous réserve de la fuite et du choix de la fenêtre). Si les deux tests sont satisfaits, votre mise à l’échelle FFT est probablement correcte ; le pondération partielle des raies et le regroupement en bandes d’octave deviennent alors pertinents. Défi clé n°2 : les bords de bande coïncident rarement avec les raies → pondération partielle des raies Des décisions tout‑ou‑rien aux bords de bande provoquent des erreurs en escalier, particulièrement aux basses fréquences où les bandes sont étroites. Utiliser une pondération basée sur le chevauchement (section 4.2.4) pour les raies situées aux frontières de bande. La mise à zéro (zero‑padding) résout‑elle le problème de désalignement des bords ? (idée reçue courante) Le zero‑padding interpole le spectre affiché mais n’améliore pas la vraie résolution fréquentielle (qui est fixée par la longueur de la fenêtre d’origine). Il peut réduire l’effet « en escalier » visuel mais ne peut pas transformer des bandes de basses fréquences ne contenant qu’1–2 raies en estimations fiables de niveaux de bande. Les solutions fondamentales sont des fenêtres plus longues ou le traitement multirate / les bancs de filtres. Défi clé n°3 : compromis temps–fréquence (la longueur de fenêtre fixe la précision en basses fréquences et le délai) La résolution FFT est Δf = fs/N. Les bandes 1/3 d’octave de basses fréquences peuvent ne faire que quelques hertz de large, de sorte qu’obtenir suffisamment de raies par bande nécessite un N très grand, ce qui augmente la latence et lissage des transitoires. Cause fondamentale : le 1/3 d’octave est à Q constant, alors que la STFT utilise des raies de pas fréquentiel constant Δf En CPB, la largeur de bande est proportionnelle à la fréquence (Δf_bande ∝ f, Q constant). En STFT, l’espacement des raies est constant (Δf_raie constant). Par conséquent, aux basses fréquences CPB nécessite un Δf_raie extrêmement fin (fenêtres longues), tandis qu’aux hautes fréquences la résolution est surabondante. Pistes de solution : STFT à fenêtre longue vs STFT multirate vs CQT / ondelettes STFT à fenêtre longue : la plus simple, mais avec une latence élevée et un lissage important des transitoires. STFT multirate : sous‑échantillonner le contenu de basses fréquences et appliquer la FFT à une fréquence fs plus faible, de manière analogue aux bancs de filtres multirate. Transformée à Q constant (CQT) / ondelettes : résolution naturellement logarithmique, mais l’adaptation aux masques IEC/ANSI exige une calibration / validation supplémentaire. [4] Pour les mesures de conformité, les bancs de filtres orientés normes sont préférés ; pour la recherche / l’extraction de descripteurs, la CQT / les ondelettes peuvent être attractives. Synthèse FFT : construction d’un filtrage par bande dans le domaine fréquentiel La synthèse FFT rapproche l’approche FFT d’un banc de filtres : Définir un poids fréquentiel W_b[k] par bande (mur de brique ou lisse / inspiré du masque). Calculer Y_b[k] = X[k]·W_b[k] puis appliquer l’IFFT pour obtenir y_b[n]. Calculer le RMS / les moyennes de bande à partir de y_b[n]. Cette approche permet facilement d’implémenter un filtrage à phase nulle (non causal). Pour une conformité stricte aux normes IEC/ANSI, W_b et la normalisation doivent être soigneusement conçus et validés. Rendre la synthèse FFT pseudo‑continue : OLA, double fenêtrage et normalisation d’amplitude Pour produire des signaux temporels continus par bande, utilisez l’overlap‑add (OLA) : segmentation, fenêtrage, FFT, application de W_b, IFFT, fenêtre de synthèse puis OLA. Choisir des fenêtres d’analyse / de synthèse satisfaisant les conditions COLA (constant overlap‑add), par ex. Hann avec recouvrement de 50 %, afin d’éviter une modulation périodique du niveau. Si l’objectif est de reproduire les filtres normalisés, comment choisir W_b ? W_b[k] dépend de ce que vous cherchez à reproduire : Reproduire l’intégration à bords abrupts : W_b vaut strictement 0/1 à l’intérieur de [f1,f2]. Reproduire le comportement des filtres IEC/ANSI : |W_b(f)| approxime le masque normalisé et la bande passante effective (fait correspondre ∫|W_b|²). Reproduire la complémentarité énergétique pour la reconstruction : concevoir Σ_b |W_b(f)|² ≈ 1 (section 7.6). Vous ne pouvez généralement pas satisfaire parfaitement ces trois critères simultanément ; définissez votre priorité (conformité vs décomposition / reconstruction) dès le départ. Bancs de filtres fréquentiels conservant l’énergie : pourquoi Σ|W_b|² est important Si vous souhaitez que les énergies de bande se somment à l’énergie totale (à l’erreur numérique près), une conception courante vise une complémentarité de puissance approchée : Les masques IEC/ANSI n’imposent pas nécessairement une stricte complémentarité, il ne faut donc pas supposer une additivité exacte en contexte de conformité. Stratégies de Welch / de moyennage : comment rendre les niveaux de bande FFT stables Utiliser le moyennage de Welch (segmenter, fenêtrer, recouvrir, moyenner les spectres de puissance). Moyenner dans le domaine de la puissance (|X|² ou PSD), puis convertir en dB. Pour les signaux non stationnaires, envisager la STFT afin d’obtenir des matrices temps–bande. Indiquer dans le rapport le type de fenêtre, le recouvrement, le nombre de moyennes et le traitement ENBW/CG. Analyse par regroupement FFT dans OpenTest OpenTest prend en charge l’analyse en bandes d’octave basée sur le regroupement FFT :1) Connectez le dispositif, par exempleSonoDAQ Pro2) Sélectionnez les voies et ajustez les paramètres. Pour un microphone externe, activez l’IEPE et passez en mode de mesure de signal acoustique.3) Dans la section Octave-Band Analysis sous Mode de mesure, choisissez l’algorithme basé sur la FFT.4) Un enregistrement unique peut être analysé simultanément en bandes 1/1 d’octave, 1/3 d’octave, 1/6 d’octave, 1/12 d’octave et 1/24 d’octave. Figure 2 : analyse en bandes d’octave par regroupement FFT dans OpenTest Banc de filtres vs FFT / synthèse FFT : différences, conditions d’équivalence et compromis Tableau comparatif DimensionBanc de filtres (véritable octave / CPB)Regroupement FFT / synthèse FFTConformité aux normesPlus simple à faire correspondre aux masques de module IEC/ANSI ; approche dominante pour les instruments matériels. [1][3]Un regroupement strict se comporte comme une intégration de bande ; l’adaptation aux masques nécessite une pondération supplémentaire ou des filtres numériques conformes aux normes.Temps réel / latenceTemps réel causal possible ; la latence est fixée par l’ordre des filtres et le moyennage.Le traitement par blocs ajoute au moins une longueur de fenêtre de délai ; la résolution en basses fréquences impose souvent des fenêtres plus longues.Réponse aux transitoiresSortie continue mais affectée par le retard de groupe / la sonnerie ; différentes implémentations conformes peuvent diverger. [3]Fixée par le fenêtrage STFT ; les transitoires sont lissés par les fenêtres et sensibles au type / à la longueur de la fenêtre.Fuite spectrale & correctionsContrôlée via la conception des filtres ; la fuite peut être maîtrisée.Dépend fortement de la fenêtre et de l’ENBW / de la mise à l’échelle ; le désalignement des raies aux bords de bande nécessite une pondération partielle. [7]InterprétabilitéRMS après filtrage passe‑bande — en phase avec les sonomètres et analyseurs.Estimation spectrale + regroupement — plus statistique ; l’interprétation dépend des réglages de fenêtre / moyennage.CalculDe nombreux filtres en parallèle ; le multirate peut réduire le coût.Une seule FFT peut servir à toutes les bandes ; efficace hors ligne / en mode batch.Phase & reconstructionLes IIR ont généralement une phase non linéaire (acceptable pour les niveaux).Les poids fréquentiels peuvent être à phase nulle ; la reconstruction nécessite une attention particulière à la complémentarité et aux transitions. Dans quels cas les deux méthodes donnent‑elles (presque) les mêmes résultats ? Les résultats moyennés par bande coïncident généralement de près lorsque : Vous comparez des niveaux de bande moyennés (et non des courbes de crête transitoires). Le signal est approximativement stationnaire et la durée d’observation est suffisamment longue. La résolution FFT est suffisamment fine pour que chaque bande contienne assez de raies (en particulier pour la bande la plus basse). La mise à l’échelle FFT est correcte (traitement du spectre simple face, Δf, normalisation de fenêtre U, ENBW/CG si nécessaire). Une pondération partielle des raies est utilisée aux bords de bande. Pourquoi les différences augmentent pour les transitoires et les événements courts Les différences sont induites par des échelles de temps non concordantes : les bancs de filtres ont un retard de groupe et une sonnerie dépendant de la bande mais une sortie continue ; la STFT utilise une fenêtre fixe qui définit à la fois la résolution fréquentielle et le lissage temporel. Si la durée de l’événement est comparable à la longueur de la fenêtre ou à la réponse impulsionnelle du filtre, les résultats dépendent fortement des détails d’implémentation. Bilan d’erreur : d’où viennent généralement les divergences (et comment les localiser rapidement) Mauvais moyennage / combinaison en dB : il faut toujours moyenner et sommer dans le domaine de l’énergie. Mise à l’échelle FFT incohérente : conventions 1/N, spectre simple face vs double face, Δf, normalisation de fenêtre U. Oublier les corrections de fenêtre : ENBW pour le bruit ; gain cohérent / fuite pour les tonalités. Utilisation des fréquences nominales pour calculer les bords de bande au lieu des définitions exactes. Absence de pondération partielle des raies aux frontières de bande (particulièrement préjudiciable aux basses fréquences). Problèmes de multirate / anti‑repliement dans les bancs de filtres. Constantes de temps / fenêtres de moyennage différentes entre méthodes. Vraies différences de méthode : l’intégration à bords abrupts (brick‑wall) par regroupement de raies vs les jupes / pentes progressives des filtres normalisés induisent des décalages systématiques. Une forte approche de débogage : commencer par faire correspondre la valeur quadratique moyenne totale en utilisant du bruit blanc (mise à l’échelle / ENBW / pondération partielle des raies), puis valider les fréquences centrales de bande et l’isolation des bandes adjacentes à l’aide de balayages sinusoïdaux ou de tonalités. Liste de contrôle d’ingénierie : rendre l’analyse 1/3 d’octave correcte, stable et reproductible Choisir une méthode : conformité → banc de filtres ; statistiques hors ligne → regroupement FFT Pour les réglementations / essais de type / comparabilité des instruments : privilégier les bancs de filtres conformes IEC/ANSI et indiquer l’édition de la norme et la classe. [1][3] Pour le traitement hors ligne, les grands jeux de données ou des définitions de bandes flexibles : le regroupement FFT peut être efficace, mais la mise à l’échelle et la pondération aux frontières doivent être rigoureuses. Si vous avez besoin de signaux temporels par bande (modulation, enveloppe, etc.) : envisager la synthèse FFT ou des bancs de filtres explicites. Choix des paramètres FFT à partir de la bande la plus basse (exemple) Exemple : fs=48 kHz, bande de plus basse fréquence d’intérêt : 20 Hz (1/3 d’octave). Sa largeur de bande n’est que de quelques hertz. Si vous voulez au moins M=10 raies par bande, vous pouvez avoir besoin de Δf_raie ≤ largeur de bande/10, ce qui implique un N très grand (par ex. ~100 k points ; 2^17=131072). Cela illustre pourquoi, en temps réel et pour la conformité, on privilégie souvent les bancs de filtres. Erreurs typiques qui empêchent la concordance des résultats Sommer la magnitude |X| au lieu de la puissance |X|² ou de la PSD. Moyenner en dB au lieu de moyenner en puissance / valeur quadratique moyenne linéaire. Ignorer l’ENBW / la mise à l’échelle de la fenêtre pour le bruit. [7] Calculer les bords de bande à partir des fréquences nominales. Ne pas préciser les conventions de pondération / de moyennage temporel (Rapide / Lent / Leq). [5][6] Flux de validation recommandé (quelle que soit l’implémentation) Test de tonalité au centre (ou balayage) : vérifier que l’énergie culmine dans la bonne bande et que le rejet des bandes adjacentes est conforme aux attentes. Bruit blanc / rose : vérifier la forme spectrale attendue en niveaux de bande et évaluer la stabilité / le temps de moyennage. Comparaison inter‑implémentations : comparer votre implémentation à une référence connue sur des signaux identiques ; isoler les différences de mise à l’échelle, de définition et de jupe de filtre. Consigner et figer les paramètres (définition de bande, fenêtrage, moyennage) dans le rapport d’essai. Liste de contrôle pour la reproductibilité : inclure ces éléments dans les rapports afin que d’autres puissent recalculer vos niveaux Définition des bandes : base 10 ou base 2 ? b dans 1/b ? valeurs exactes ou nominales utilisées pour le calcul ? fréquence de référence fr ? Implémentation : banc de filtres normalisé (IIR/FIR, multirate) vs regroupement / synthèse FFT ; versions des logiciels / bibliothèques. Échantillonnage / prétraitement : fs, suppression de tendance / suppression de la composante continue, filtrage anti‑repliement, rééchantillonnage. Moyennage temporel : Leq / RMS par blocs / exponentiel ; constantes de temps, taille de bloc, recouvrement, nombre de trames moyennées ; contexte Rapide / Lent si pertinent. Détails FFT (le cas échéant) : type de fenêtre, N, pas de trame (hop), zero‑padding, normalisation de la PSD, traitement simple face, ENBW / gain cohérent, pondération partielle des raies. Calibration / unités : unités d’entrée et grandeurs de référence (par ex. 20 µPa), facteurs de calibration des capteurs et dates. Définition de la sortie : RMS vs crête vs puissance de bande ; conventions 10log vs 20log ; éventuelles étapes d’agrégation de bandes. Si vous ne devez retenir qu’une phrase : documentez « définition de bande + moyennage temporel + traitement de la mise à l’échelle / du fenêtrage FFT (le cas échéant) ». La plupart des désaccords disparaissent. Formules rapides et exemple numérique (prêts pour le code / le rapport) Constantes pour les bandes un tiers d’octave en base 10 G = 10^(3/10) ≈ 1.995262 r = 10^(1/10) ≈ 1.258925 # adjacent center-frequency ratio k = 10^(1/20) ≈ 1.122018 # edge multiplier about center f1 = fm / k f2 = fm * k Exemple : la bande un tiers d’octave à 1 kHz fm = 1000 Hz f1 = 1000 / 1.122018 ≈ 891.25 Hz f2 = 1000 * 1.122018 ≈ 1122.02 Hz Δf ≈ 230.77 Hz Q ≈ 4.33 OpenTest intègre les deux méthodes. Téléchargez‑le et commencez dès maintenant -> ou remplissez le formulaire ci‑dessous ↓ pour planifier une démonstration en direct. Découvrez plus de fonctionnalités et de cas d’application sur www.opentest.com. Références [1] Extrait PDF IEC 61260‑1:2014 (iTeh) : https://cdn.standards.iteh.ai/samples/13383/3c4ae3e762b540cc8111744cb8f0ae8e/IEC-61260-1-2014.pdf [3] Aperçu PDF ANSI S1.11‑2004 (ASA/ANSI) : https://webstore.ansi.org/preview-pages/ASA/preview_ANSI%2BS1.11-2004.pdf [4] Note d’application HEAD acoustics : FFT - Analyse 1/n d’octave - Ondelette (description de banc de filtres) : https://cdn.head-acoustics.com/fileadmin/data/global/Application-Notes/SVP/FFT-nthOctave-Wavelet_e.pdf [5] IEC 61672‑1:2013 (page IEC) : https://webstore.iec.ch/en/publication/5708 [6] NTi Audio Know‑how : pondération temporelle Rapide / Lente (contexte IEC 61672‑1) : https://www.nti-audio.com/en/support/know-how/fast-slow-impulse-time-weighting-what-do-they-mean [7] MathWorks : exemple de définition de l’ENBW : https://www.mathworks.com/help/signal/ref/enbw.html

L’analyse en bandes d’octave convertit des spectres détaillés en bandes d’octave et de tiers d’octave normalisées (1/1 et 1/3) en utilisant une largeur de bande à pourcentage constant sur un axe de fréquence logarithmique. Dans cet article, nous expliquons le fondement mathématique des CPB (bandes à pourcentage constant), pourquoi l’IEC 61260-1 et l’ANSI S1.11 définissent les bandes d’octave comme elles le font, et comment les niveaux de bande sont calculés en pratique (regroupement de bacs FFT vs RMS par banque de filtres). Objectif : obtenir des résultats répétables et comparables pour les mesures acoustiques, NVH et de conformité. Qu’est-ce que l’analyse en bandes d’octave et à quel problème répond-elle ? L’analyse en bandes d’octave est une famille de méthodes d’analyse de spectre qui partitionnent l’axe de fréquence, sur une échelle logarithmique, en bandes passe‑bande. Chaque bande présente un rapport constant entre ses fréquences de coupure supérieure et inférieure (largeur de bande à pourcentage constant, CPB). À l’intérieur de chaque bande, nous ignorons les fins détails du spectre en raies et nous nous concentrons sur l’énergie totale / la valeur RMS (ou la puissance) dans cette bande. En d’autres termes, il ne s’agit pas de « ce qui se passe à chaque hertz », mais de « comment l’énergie est répartie sur des largeurs de bande relatives égales ». Cette représentation correspond naturellement à l’audition humaine et à de nombreux systèmes d’ingénierie, dont la résolution fréquentielle est souvent plus proche d’une échelle relative (logarithmique) que d’une échelle en hertz fixe. C’est un format de rapport courant exigé par de nombreuses normes : les paramètres d’acoustique des salles, les indices d’isolation acoustique, le bruit environnemental, le bruit des machines, le bruit de vent/de roulement, etc. utilisent souvent les bandes de tiers d’octave (1/3). Des hertz linéaires à la fréquence logarithmique : pourquoi les CPB ressemblent davantage à un langage d’ingénierie L’utilisation de bacs de fréquence de largeur égale (par exemple tous les 10 Hz) pour accumuler l’énergie conduit à un comportement incohérent sur le spectre : Aux basses fréquences, un bac de 10 Hz peut être trop large et lisser les détails. Aux hautes fréquences, un bac de 10 Hz peut être trop étroit, ce qui entraîne une variance plus élevée et des estimations moins stables pour le bruit aléatoire. En revanche, la largeur de bande CPB croît avec la fréquence (Δf ∝ f). Chaque bande couvre une variation relative similaire, ce qui améliore la stabilité et la répétabilité—des points essentiels pour les essais normalisés. Une intuition visuelle : la largeur de bande augmente sur un axe linéaire, mais reste uniforme sur un axe logarithmique Figure 1 : les mêmes bandes de tiers d’octave tracées sur un axe de fréquence linéaire—la largeur de bande paraît plus grande aux hautes fréquences Chaque segment horizontal représente une bande de tiers d’octave [f1, f2] ; la petite marque verticale est la fréquence centrale de la bande fm. Sur un axe linéaire, les bandes de plus haute fréquence paraissent plus larges. Figure 2 : les mêmes bandes sur un axe de fréquence logarithmique—les bandes deviennent régulièrement espacées (l’essence des CPB) Une fois que l’axe horizontal est logarithmique, ces bandes apparaissent de largeur/espacement égaux ; c’est exactement ce que signifie « largeur de bande à pourcentage constant ». Ces deux figures capturent l’idée centrale : l’analyse en bandes d’octave utilise des pas égaux sur une échelle de fréquence logarithmique, et non des pas égaux en hertz. Normes et terminologie : que spécifient réellement les systèmes IEC/ANSI/ISO ? En pratique, « faire une analyse en bandes de tiers d’octave » est soumis à plus de contraintes que les seuls bords de bande. Les normes spécifient (ou impliquent fortement) : la manière dont les fréquences centrales sont définies (exactes vs nominales), la définition du rapport d’octave (base 10 vs base 2), les tolérances/classes de filtres, et même les conventions de mesure/de moyennage utilisées pour former les niveaux de bande. Points clés de l’IEC 61260-1:2014 : rapport en base 10, fréquence de référence et formules de fréquence centrale L’IEC 61260-1:2014 est une spécification clé pour les filtres de bandes d’octave et de bandes de fraction d’octave. Elle adopte une conception en base 10 : le rapport de fréquence d’octave est G = 10^(3/10) ≈ 1,99526 (très proche de 2, mais pas exactement égal à 2). La fréquence de référence est fr = 1000 Hz. Elle fournit des formules pour les fréquences médianes (centrales) exactes et précise que la moyenne géométrique des fréquences de bord de bande est égale à la fréquence centrale. [1] Formules clés (réorganisées à partir de la norme) : [1] Si le dénominateur fractionnaire b est impair (par exemple 1, 3, 5, …) : Si b est pair (par exemple 2, 4, 6, …) : Et toujours : Pourquoi le cas b pair semble‑t‑il « décalé d’un demi‑pas » ? Intuitivement, la grille des fréquences centrales est régulièrement espacée sur log(f). Lorsque b est pair, l’IEC choisit un décalage d’un demi‑pas par rapport à fr afin que les bords de bande s’alignent plus proprement avec les conventions de rapport courantes. En pratique, une mise en œuvre robuste consiste à générer la séquence exacte de fm à l’aide de la formule de la norme, puis à calculer les bords via f1 = fm / G^(1/(2b)) et f2 = fm * G^(1/(2b)), et seulement ensuite à étiqueter les bandes avec les fréquences nominales habituelles. Afficher les données avec OpenTest (analyse en bandes d’octave IEC 61260-1) -> Bords de bande, fréquence centrale et désignateur de largeur de bande b Les normes utilisent couramment 1/b comme « désignateur de largeur de bande » : 1/1 correspond à une octave, 1/3 à un tiers d’octave, etc. [1] Une fois (G, b, fr) choisis, l’ensemble complet de bandes (centres et bords) est fixé mathématiquement. Exacte vs nominale : pourquoi deux « fréquences centrales » apparaissent‑elles pour la même bande ? Les fréquences centrales « exactes » sont utilisées pour les définitions mathématiquement cohérentes et la conception des filtres ; les valeurs « nominales » servent à l’étiquetage et aux rapports. [1] L’ISO 266:1997 définit les fréquences préférentielles pour les mesures acoustiques à partir des séries de nombres préférentiels ISO 3 (R10), référencées à 1000 Hz. [2] En conséquence, la suite géométrique exacte est généralement étiquetée avec des valeurs nominales familières telles que : 20, 25, 31,5, 40, 50, 63, 80, 100, 125, 160, …, 1k, 1,25k, 1,6k, 2k, 2,5k, 3,15k, …, 20k. Conseil de mise en œuvre : calculez les bords à partir des fréquences exactes ; arrondissez/affichez uniquement sous forme nominale. Cela permet d’éviter de s’écarter de la norme. Base 10 vs base 2 : pourquoi les normes n’exigent‑elles pas une octave exactement 2:1 ? Bien que l’« octave » soit souvent considérée comme un rapport 2:1, l’IEC 61260-1 spécifie la base 10 (G = 10^(3/10)) plutôt que G = 2. Les principales motivations incluent : Alignement avec les séries décimales de nombres préférentiels (l’ISO 266 est liée à R10). [2] Homogénéité internationale : l’IEC 61260-1:2014 spécifie la base 10 et souligne que les conceptions en base 2 ont moins de chances de rester conformes loin de la fréquence de référence. [1] En base 10, un tiers d’octave correspond à 10^(1/10) ≈ 1,258925 (interprétable aussi comme 1/10 de décade), ce qui donne une correspondance simple : 10 bandes de tiers d’octave par décade. « 10 bandes de tiers d’octave = 1 décade » : pourquoi est‑ce important ? Avec un espacement en tiers d’octave base 10, chaque pas multiplie la fréquence par r = 10^(1/10). Donc : 10 bandes de tiers d’octave consécutives multiplient la fréquence exactement par 10 (une décade). Cela correspond aux conventions ISO 266/R10 et simplifie les tableaux, la représentation graphique et la communication. La normalisation valorise autant la lisibilité et la cohérence que la pureté mathématique brute. Figure 3 : espacement en tiers d’octave base 10—10 pas de rapport égaux par décade (×10 en fréquence) ANSI S1.11 / ANSI/ASA S1.11 : classes de tolérance et avertissement concernant les signaux transitoires L’ANSI S1.11 (et les adoptions ultérieures ANSI/ASA alignées sur l’IEC 61260-1) spécifient les exigences de performance pour les jeux de filtres et les analyseurs, y compris les classes de tolérance (souvent classes 0/1/2 selon l’édition). [3][4] Un avertissement pratique dans les documents ANSI : pour les signaux transitoires, différentes implémentations conformes peuvent produire des résultats différents. [3] Cela met en évidence que la réponse temporelle (délai de groupe, oscillations, constantes de temps de moyennage) est importante pour l’analyse des transitoires. Que contrôlent réellement la classe, le masque et la largeur de bande effective ? « J’ai utilisé des bandes de tiers d’octave » ne concerne pas seulement les bords de bande nominaux. Les normes visent à garantir que différents instruments/algorithmes produisent des résultats comparables en contraignant : L’espacement fréquentiel : séquence de fréquences centrales et définitions des bords (base 10, exacte/nominale, f1/f2). La tolérance de la réponse en magnitude (masque) : ondulation admissible près de la bande passante et atténuation requise loin du centre. La cohérence de l’énergie pour le bruit large bande : contraintes sur la largeur de bande effective afin que les niveaux de bande soient comparables entre implémentations. La largeur de bande effective est importante parce que les filtres réels ne sont pas des murs de brique idéaux. Pour le bruit large bande, l’énergie de sortie dépend de ∫|H(f)|² S(f)df. Les différences d’ondulation dans la bande passante, de pieds de bande et de pente d’atténuation peuvent provoquer des décalages systématiques. Les normes contraignent la largeur de bande effective pour maintenir ces décalages dans des limites acceptables. [1][3][4] L’avertissement concernant les transitoires n’est pas une contradiction : les masques contraignent principalement le comportement fréquentiel à l’état stationnaire, tandis que les transitoires dépendent de la phase/du délai de groupe, des oscillations et du moyennage temporel. [3] Mathématiques : définitions de bande, largeur de bande, facteur Q et indexation des bandes CPB et espacement égal sur un axe logarithmique Les CPB sont équivalentes à un espacement de largeur égale en fréquence logarithmique. Si u = log(f), alors chaque bande couvre un Δu fixe. De nombreux spectres (par exemple de type 1/f) paraissent plus lisses et statistiquement plus stables en fréquence logarithmique. Formules des bords de bande à partir de la définition par moyenne géométrique (forme générale 1/b) L’IEC définit la fréquence centrale comme la moyenne géométrique des bords : fm = sqrt(f1 f2). [1] Pour des bandes de 1/b d’octave, le rapport de bords est généralement f2/f1 = G^(1/b), où G est le rapport d’octave. Alors : Pour le tiers d’octave base 10 (b = 3) : G = 10^(3/10). Le rapport entre centres adjacents est r = G^(1/3) = 10^(1/10) ≈ 1,258925 ; le multiplicateur de bord est k = 10^(1/20) ≈ 1,122018. Facteur Q et résolution : l’analyse en bandes d’octave est une analyse à Q constant On définit Q = fm / (f2 − f1). Pour les bandes CPB, Δf = f2 − f1 évolue avec fm, de sorte que Q ne dépend que de b et de G (et non de la fréquence). Référence rapide (base 10, fr = 1000 Hz) : Fraction d’octaveRapport de bande f2/f1Largeur de bande relative Δf/fmQ = fm/Δf1/11.9952620.7045921.4191/21.4125380.3471072.8811/31.2589250.2307684.3331/61.1220180.1151938.6811/121.0592540.05757317.369 Interprétation : pour le tiers d’octave, Q ≈ 4,33 et chaque bande a une largeur d’environ 23 % relativement à sa fréquence centrale. Des bandes plus fines (1/6, 1/12) offrent une résolution plus élevée mais une variance plus forte pour le bruit aléatoire et nécessitent généralement un moyennage plus long. Numérotation des bandes (indice entier) et énumération par formule Les implémentations utilisent souvent un indice de bande entier x. Dans l’IEC, x apparaît directement dans la formule de fréquence centrale : fm = fr * G^(x/b). [1] Cela fournit un moyen stable d’énumérer toutes les bandes couvrant une plage de fréquence cible et garantit des bords contigus, cohérents avec la norme. Pour la base 10 : donc et vous pouvez inverser par Figure 4 : facteur Q pour des largeurs de bande de fraction d’octave courantes (définition base 10) Deux significations de « 1/3 d’octave » : base 2 vs base 10—ne pas les mélanger Une partie de la littérature utilise la base 2 : les centres adjacents sont espacés de 2^(1/3). L’IEC 61260-1 et une grande partie de la pratique acoustique moderne utilisent la base 10 : les centres adjacents sont espacés de 10^(1/10). Un contrôle rapide : si les fréquences centrales nominales ressemblent à 1,0k → 1,25k → 1,6k → 2,0k (style R10), il s’agit probablement de la base 10. Définition mathématique des niveaux de bande : de l’intégration de la DSP au rapport en dB Vue en fréquence continue : intégrer la densité spectrale de puissance à l’intérieur de la bande Le niveau en bande d’octave est essentiellement l’intégrale de la densité spectrale de puissance sur une bande de fréquence. Pour la pression acoustique p(t) : Pour les vibrations (vitesse/accélération), la même logique s’applique avec des unités et des grandeurs de référence différentes. Point clé : comme le décibel est logarithmique, toute sommation ou tout moyennage doit d’abord être effectué dans le domaine linéaire de puissance/valeur quadratique moyenne. Deux implémentations discrètes : RMS par banque de filtres vs regroupement de bacs FFT/DSP Méthode par banque de filtres : y_b(t) = BandPass_b{x(t)}, puis calculer mean(y_b^2) comme valeur quadratique moyenne de bande (éventuellement avec moyennage temporel). Méthode de regroupement FFT/DSP : estimer S_pp(f) (par exemple via périodogramme/Welch), puis intégrer/sommer numériquement les bacs dans [f1, f2]. Pour des signaux longs et stationnaires, les résultats moyennés peuvent être très proches. Pour les transitoires, les balayages et les événements courts, ils diffèrent souvent. Soyez explicite sur le type de spectre dont vous disposez : amplitude, puissance, DSP (et dB/Hz) Spectre d’amplitude |X(f)| : unités d’amplitude (par exemple Pa), utile pour les composantes tonales/harmoniques. Spectre de puissance |X(f)|² : unités de valeur quadratique moyenne (Pa²). Densité spectrale de puissance (DSP) : valeur quadratique moyenne par hertz (Pa²/Hz), la plus courante pour le bruit. Parce que les niveaux en bandes d’octave représentent une valeur quadratique moyenne/une puissance de bande, vous devez, au final, intégrer/sommer en Pa² (ou équivalent), quelle que soit la représentation de départ du spectre. Résolution fréquentielle et spectres monolatéraux : Δf, 0..fs/2 et règle du « ×2 » L’espacement des bacs FFT est Δf = fs/N. Une approximation discrète typique est : Si vous utilisez un spectre monolatéral (0..fs/2), pour conserver l’énergie, vous multipliez typiquement par 2 tous les bacs non‑continus et non‑Nyquist (car la puissance des fréquences négatives est repliée sur le côté positif). Les différents logiciels gèrent ces conventions de manière variable, il faut donc aligner les définitions avant de comparer les résultats. Corrections de fenêtre : le gain cohérent (tons) et l’ENBW (bruit) sont différents L’application d’une fenêtre réduit le repli spectral mais modifie l’échelle : Pour l’amplitude des tons : corriger par le gain cohérent (CG), souvent CG = sum(w)/N. Pour le bruit/DSP large bande : corriger par la largeur de bande équivalente de bruit (ENBW), par exemple ENBW = fs·sum(w²)/(sum(w))². [9] Le CG contrôle l’amplitude de crête ; l’ENBW contrôle l’aire moyenne du plancher de bruit. Les niveaux en bandes d’octave sont des statistiques d’énergie et sont plus sensibles à l’ENBW. FenêtreGain cohérent (CG)ENBW (bacs)Rectangulaire1.0001.000Hann0.5001.500Hamming0.5401.363Blackman0.4201.727 Pondération partielle des bacs : que faire lorsque les bords de bande ne coïncident pas avec les bacs FFT Les bords de bande coïncident rarement exactement avec les fréquences de bac. Considérez la DSP comme approximativement constante dans chaque bac de largeur Δf, et pondérez les bacs de bord par leur fraction de recouvrement : Cela produit des niveaux de bande plus lisses et physiquement plus cohérents lorsque N ou les bords de bande changent. Figure 5 : schéma de pondération partielle des bacs lorsque les bords de bande ne sont pas alignés avec les bacs FFT Une formule unificatrice : les deux méthodes calculent ∫|H_b(f)|² S_xx(f) df La méthode par banque de filtres comme celle par regroupement de DSP peuvent toutes deux s’écrire sous la forme : Le regroupement avec filtre idéal (« brick‑wall ») correspond à |H_b|² égal à 1 dans [f1, f2] et à 0 en dehors. Un véritable filtre conforme aux normes présente une pente et une ondulation, c’est pourquoi les normes contraignent les masques et la largeur de bande effective. Agrégation de bandes : composer une octave à partir de tiers d’octave, et former des niveaux globaux Sous un partitionnement et une comptabilité d’énergie idéaux : Trois bandes de tiers d’octave adjacentes peuvent être combinées pour approximer une bande d’octave complète. La somme de toutes les énergies de bande sur une plage couverte donne l’énergie totale. Combinez toujours dans le domaine de l’énergie. Si L_i sont les niveaux de bande en dB, les énergies sont E_i = 10^(L_i/10). Alors : L’IEC 61260-1 indique que les résultats en bandes de fraction d’octave peuvent être combinés pour former des niveaux de bande plus larges. [1] Largeur de bande effective : pourquoi les normes la spécifient Les filtres réels ne sont pas des rectangles idéaux. Pour un bruit blanc (DSP constante S0), la valeur quadratique moyenne de sortie est : Pour des spectres non blancs tels que le bruit rose (DSP ~ 1/f), les normes peuvent définir une largeur de bande effective normalisée avec pondération afin de maintenir la comparabilité sur des spectres de bruit d’ingénierie typiques. [1] Conséquence pratique : un « hard‑binning » FFT suppose implicitement un filtre idéal en brique avec B_eff = (f2 − f1). Un filtre d’octave conforme présente des pieds de bande, de sorte que B_eff peut différer légèrement (et selon la classe). Pour faire correspondre les résultats, il faut soit approximer |H(f)|² de la norme dans le domaine fréquentiel, soit documenter la différence méthodologique. Pourquoi le tiers d’octave est privilégié (compromis entre mathématiques, perception et ingénierie) La densité d’information est « juste ce qu’il faut » : plus fine que l’octave, plus stable que des fractions très fines Une bande d’octave unique peut être trop grossière et masquer la forme spectrale ; des fractions très fines (par exemple 1/12, 1/24) peuvent être instables et coûteuses : Variance d’estimation plus élevée pour le bruit aléatoire (chaque bande capte moins d’énergie). Plus de calculs et une charge de rapport plus importante. Souvent plus de détails que ce que les réglementations ou systèmes de notation exigent. Le tiers d’octave est le compromis classique : résolution suffisante pour l’analyse d’ingénierie, stabilité suffisante pour les mesures normalisées et prise en charge étendue par les instruments et les logiciels. Psychoacoustique : les bandes critiques dans les fréquences moyennes sont proches du tiers d’octave De nombreuses références en psychoacoustique décrivent environ 24 bandes critiques sur la plage audible, et dans la région des fréquences moyennes, la largeur de bande critique est souvent proche de celle d’une bande de tiers d’octave. [7][8] Cela fait du tiers d’octave une représentation intermédiaire naturelle pour les problèmes liés au son perçu, tout en restant plus normalisée que les échelles Bark/ERB. Tirage direct des normes/applications : de nombreux flux de travail imposent une E/S en tiers d’octave Une fois que les principales normes définissent les entrées/sorties en tiers d’octave, les écosystèmes (instruments, logiciels, modèles de rapport) convergent autour de ce format. Exemples : Indices d’isolation acoustique des bâtiments : l’ISO 717-1 se réfère aux bandes de tiers d’octave pour le calcul des indices uniques. [5] Les paramètres d’acoustique des salles (par exemple temps de réverbération) sont couramment rapportés en bandes d’octave et de tiers d’octave (série ISO 3382). [6] Avantages supplémentaires de la base 10 : tableaux R10, 10 bandes/décade, lisibilité 10 bandes par décade : multiplier la fréquence par 10 correspond exactement à 10 pas de tiers d’octave (très pratique pour les tracés logarithmiques). Nombres préférentiels R10 : 1,00, 1,25, 1,60, 2,00, 2,50, 3,15, 4,00, 5,00, 6,30, 8,00 (×10^n) sont largement reconnus et faciles à communiquer. Comparée à la base 2, la notation décimale est moins lourde et réduit l’ambiguïté entre normes. L’analyse en bandes d’octave est généralement mise en œuvre soit par regroupement de bacs FFT, soit par banque de filtres. Poursuivez la lecture -> Guide d’analyse en bandes d’octave : regroupement FFT vs banque de filtres OpenTest intègre les deux méthodes. Téléchargez‑le et commencez dès maintenant -> ou remplissez le formulaire ci‑dessous ↓ pour planifier une démonstration en direct. Découvrez davantage de fonctionnalités et de cas d’application sur www.opentest.com. Références [1] IEC 61260-1:2014, extrait PDF (iTeh) : https://cdn.standards.iteh.ai/samples/13383/3c4ae3e762b540cc8111744cb8f0ae8e/IEC-61260-1-2014.pdf [2] ISO 266:1997, Acoustique - Fréquences préférentielles (ISO) : https://www.iso.org/obp/ui/ [3] ANSI S1.11-2004, aperçu PDF (ASA/ANSI) : https://webstore.ansi.org/preview-pages/ASA/preview_ANSI%2BS1.11-2004.pdf [4] ANSI/ASA S1.11-2014/Part 1 / IEC 61260-1:2014, aperçu : https://webstore.ansi.org/preview-pages/ASA/preview_ANSI%2BASA%2BS1.11-2014%2BPart%2B1%2BIEC%2B61260-1-2014%2B%28R2019%29.pdf [5] ISO 717-1:2020, résumé (mentionne l’utilisation de bandes de tiers d’octave) : https://www.iso.org/standard/77435.html [6] ISO 3382-2:2008, résumé (paramètres d’acoustique des salles) : https://www.iso.org/standard/36201.html [7] Aide Ansys : échelle de Bark et bandes critiques (mentionne une zone médiane proche du tiers d’octave) : https://ansyshelp.ansys.com/public/Views/Secured/corp/v252/en/Sound_SAS_UG/Sound/UG_SAS/bark_scale_and_critical_bands_179506.html [8] Simon Fraser University, Sonic Studio Handbook : Critical Band and Critical Bandwidth : https://www.sfu.ca/sonic-studio-webdav/cmns/Handbook5/handbook/Critical_Band.html [9] MathWorks : exemple de définition de l’ENBW : https://www.mathworks.com/help/signal/ref/enbw.html

En utilisation réelle d’un système d’acquisition de données (DAQ), la durabilité du boîtier et la résistance aux rayures influencent directement la durée de vie du système et le coût de maintenance. Cet article présente un essai de rayure par dureté de crayon sur le capot supérieur du SonoDAQ (PC + fibre de carbone) et le compare à un boîtier d’ordinateur portable typique. Les résultats montrent comment le boîtier se comporte de 2H à 5H et pourquoi la finition de surface l’aide à résister aux contraintes de la manipulation quotidienne. Comment la résistance aux rayures affecte l’utilisation d’un DAQ Lors du choix d’un frontal DAQ, les ingénieurs regardent généralement d’abord les spécifications — fréquence d’échantillonnage, plage dynamique, précision de synchronisation, nombre de voies… Mais après quelques années d’utilisation réelle, beaucoup se rendent compte que la fiabilité du boîtier et la résistance aux rayures peuvent être tout aussi importantes pour la durée de vie du système et l’expérience au quotidien. Pour les équipements de test acoustique et vibratoire, cela est encore plus évident. Les applications typiques de SonoDAQ incluent les essais routiers NVH, les mesures industrielles sur site, ainsi que l’acquisition de longue durée en extérieur ou en conditions semi-extérieures, où l’appareil doit souvent : être souvent transporté, chargé dans des véhicules ou fixé sur des montages ou des bancs d’essai ; être déplacé entre des paillasses de laboratoire, des chariots d’instrumentation et des mallettes à outils ; rester en contact rapproché avec d’autres équipements métalliques, des tournevis, des ordinateurs portables, etc. Dans de tels environnements, un boîtier qui se raye facilement n’a pas seulement un aspect usé, il peut aussi augmenter les coûts de maintenance et de remplacement. Pour refléter au mieux les manipulations quotidiennes, nous avons réalisé un essai de rayure par dureté de crayon sur le capot supérieur du frontal SonoDAQ et utilisé un boîtier d’ordinateur portable courant comme référence. Configuration du test Le test a été réalisé strictement conformément à la norme ISO 15184:2020 et visait à évaluer la résistance aux rayures du revêtement photodurci aux UV sur la surface externe du capot supérieur du frontal SonoDAQ. Échantillons ÉchantillonDescriptionA — Capot supérieur SonoDAQMatériau : plaque en PC + fibre de carbone (capots supérieur/inférieur), avec un châssis interne en aluminium et des protections d’angle.B — Boîtier d’ordinateur portable typiqueMatériau : boîtier en plastique/métal avec un revêtement appliqué par pulvérisation. Ce test suit la méthode d’essai de dureté de crayon. Des crayons de dureté différente ont été utilisés pour rayer la surface du boîtier dans des conditions de contact constantes, puis la surface a été examinée pour détecter toute rayure visible à l’œil nu. Outils de test Testeur de dureté de crayon, avec la possibilité d’ajouter des masses supplémentaires si nécessaire. Crayons : duretés 2H, 3H, 4H et 5H. Procédure Insérer le crayon dans le testeur de dureté de crayon avec un angle de 45°, avec une charge totale de 750 g (équivalant à appliquer 7,5 N sur la surface du revêtement). Pour chaque dureté de crayon, rayer trois fois la surface du boîtier et vérifier si des rayures visibles apparaissent. Maintenir la longueur de rayure et la force appliquée aussi constantes que possible afin de garantir la comparabilité entre les différents niveaux de dureté. Critères de résultats Présence ou non de rayures visibles ; Changement notable ou non de la brillance de surface. Résultats D’après les résultats, nous avons pu constater que le boîtier du frontal présentait différents niveaux de résistance aux rayures selon la dureté du crayon. Pour valider davantage la durabilité, nous avons effectué le même essai de dureté de crayon sur un boîtier d’ordinateur portable typique. Les boîtiers d’ordinateurs portables sont généralement en plastique ou en métal et possèdent également une surface peinte. Nous avons utilisé la même méthode que pour l’unité DAQ : Crayon 2H : SonoDAQ ProOrdinateur portable typique Conclusion : Ni le boîtier du SonoDAQ ni le boîtier de l’ordinateur portable ne présentaient de rayures évidentes ; visuellement, il n’y avait pratiquement aucun changement. Crayon 3H : SonoDAQ ProOrdinateur portable typique Conclusion : Ni le boîtier du SonoDAQ ni le boîtier de l’ordinateur portable ne présentaient de rayures évidentes ; visuellement, il n’y avait pratiquement aucun changement. Crayon 4H : SonoDAQ ProOrdinateur portable typique Conclusion : Avec un crayon 4H, le boîtier SonoDAQ ne présentait toujours aucune rayure visible ; en revanche, le boîtier de l’ordinateur portable montrait des marques nettement visibles, atteignant pratiquement la limite supérieure de sa résistance aux rayures. Crayon 5H : SonoDAQ Pro Conclusion : Avec un crayon 5H, de légères rayures ont commencé à apparaître sur le boîtier SonoDAQ, indiquant qu’il approchait de sa limite de résistance aux rayures. Il convient de noter que l’essai de dureté de crayon sert principalement à comparer de manière relative la résistance aux rayures entre boîtiers ; il ne représente pas la dureté absolue d’un matériau ni sa durée de vie à l’usure à long terme. Cependant, pour évaluer si une surface est « facile à rayer » dans une utilisation quotidienne, c’est une méthode très directe. Si nous traduisons les niveaux de dureté des crayons en scénarios usuels du monde réel : Les frottements accidentels dus à la plupart des clés, arêtes d’équipements et outils se situent généralement dans la plage 2H–3H ; 4H–5H correspond à des rayures plus dures, plus tranchantes et plus appuyées — souvent avec une certaine pression volontaire. À 4H, le boîtier SonoDAQ reste difficile à marquer et il ne présente que de légères rayures à 5H. Cela signifie que lors des manipulations normales, du chargement, de l’installation et de l’utilisation quotidienne, le boîtier n’est pas facile à rayer. Pourquoi il résiste si bien Le boîtier du frontal SonoDAQ utilise un composite PC + fibre de carbone, qui offre une bonne résistance mécanique et une bonne ténacité. Par-dessus, la surface reçoit un traitement de peinture par pulvérisation et cuisson, complété par une couche de finition photodurcie aux UV, qui joue un rôle clé pour : Augmenter la dureté de surface et améliorer la résistance aux rayures ; Améliorer la résistance à la corrosion et la robustesse environnementale ; Équilibrer durabilité et aspect/ressenti haut de gamme. Pour les instruments de mesure, « plus dur » n’est pas toujours « mieux ». Le bon design trouve un équilibre entre résistance aux rayures, résistance aux chocs, poids et fiabilité à long terme. Comme le montrent les résultats, le boîtier du SonoDAQ est suffisamment robuste pour une utilisation en conditions réelles. Pour plus d’informations sur les fonctionnalités de SonoDAQ, les scénarios d’application et les configurations typiques, veuillez remplir le formulaire Contactez-nous ci-dessous pour prendre contact avec l’équipe CRYSOUND. Nous vous fournirons des recommandations de configuration et une assistance en fonction de vos exigences de test.

Dans les essais acoustiques, la R&D produit, la surveillance du bruit environnemental et l’analyse NVH, l’objectif n’est pas simplement de « capturer le son », mais de mesurer le son avec précision. Un microphone de mesure est conçu pour fournir des résultats répétables, traçables et quantifiables, afin que vos données restent comparables entre dispositifs, laboratoires et au fil du temps. Dans cet article, nous expliquons ce qu’est un microphone de mesure et en quoi il diffère d’un microphone classique, en nous basant sur des flux de travail réels de mesure acoustique. Qu’est‑ce qu’un microphone de mesure ? Un microphone de mesure est un transducteur acoustique de haute précision conçu pour mesurer la pression acoustique avec exactitude. Son objectif n’est pas de rendre l’audio « agréable à l’oreille », mais d’être fidèle, calibrable et répétable. Un microphone de mesure classique est conçu pour offrir : Une sensibilité connue et stable (par ex. mV/Pa), afin que sa sortie électrique puisse être convertie en pression acoustique (Pa) ou en niveau de pression acoustique (dB). Une réponse en fréquence contrôlée et quasi idéale (aussi plate que possible dans des conditions de champ acoustique spécifiées) pour une mesure multibande précise. Une excellente linéarité et une large plage dynamique, maintenant une faible distorsion depuis des niveaux de bruit très faibles jusqu’aux environnements à niveau de pression acoustique élevé. Une capacité d’étalonnage traçable, en coopération avec des calibreurs acoustiques ou des pistonphones, afin de gérer l’incertitude de mesure et de maintenir une chaîne de mesure fiable. Une stabilité environnementale, minimisant la dérive due à la température, à l’humidité, à la pression statique et au vieillissement à long terme — ce qui est crucial aussi bien en laboratoire que sur le terrain. En résumé : un microphone de mesure est le capteur en amont d’une chaîne de mesure de niveau métrologique, dont la sortie doit représenter de manière significative la pression acoustique réelle dans un champ sonore défini. Qu’est‑ce qu’un microphone classique ? La plupart des microphones que les gens rencontrent au quotidien — micros de conférence, micros de téléphone, micros de streaming, micros de scène et micros de studio — sont conçus pour la capture et la production audio. Ils privilégient généralement : La clarté de la parole et un timbre agréable La résistance au vent/aux plosives et la facilité d’utilisation La directivité et la maîtrise du larsen La compatibilité avec les systèmes, la taille, la durabilité et le coût De nombreux microphones classiques ne sont délibérément pas plats. Par exemple, ils peuvent renforcer la bande de présence vocale, atténuer les basses fréquences ou appliquer un traitement intégré tel que la réduction de bruit, l’AGC (Automatic Gain Control) et le limiteur. Ces fonctionnalités sont excellentes pour obtenir un « bon son », mais elles peuvent gravement compromettre la précision de mesure. La différence fondamentale : des objectifs différents, une philosophie de conception différente Précision de mesure vs son agréable Les microphones de mesure visent à représenter la pression acoustique réelle avec précision, répétabilité et traçabilité. Les microphones classiques visent à produire un son exploitable ou agréable, où la mise en forme tonale est souvent souhaitée. Étalonnage et traçabilité : quantifiable vs difficile à quantifier Les microphones de mesure sont conçus pour permettre un étalonnage périodique : Les microphones classiques sont généralement considérés comme de simples dispositifs audio fonctionnels — des spécifications peuvent être fournies, mais un étalonnage métrologique traçable est rarement au cœur de leur utilisation. Tableau de comparaison rapide DimensionMicrophone de mesureMicrophone classiqueObjectif principalMesure précise et traçableCapture audio et qualité sonoreRéponse en fréquenceContrôlée et définie (champ libre/pression/diffus)Ajustée pour l’application ; peut être volontairement façonnéeÉtalonnageConçu pour l’étalonnage et la gestion de l’incertitudeGénéralement non traçable ni étalonné de façon routinièreLinéarité/plage dynamiqueMet l’accent sur une large plage et une faible distorsionLimitation/compression/traitementSpécifications clésSensibilité, bruit équivalent, SPL max, phase, dériveSensibilité, directivité, timbre, facilité d’utilisationCas d’usage typiquesEssais acoustiques, conformité, R&D, NVH, surveillanceRéunions, streaming, enregistrement, scène, appels Pourquoi avez‑vous besoin d’un microphone de mesure ? Si votre travail implique l’un des éléments suivants, un microphone de mesure est souvent indispensable : Développement de produits acoustiques : réponse et distorsion des haut‑parleurs/casques, acoustique spatiale, localisation par réseau de microphones Ingénierie NVH : bruit d’habitacle, analyse de chemin de transfert, suivi d’ordres Surveillance du bruit environnemental/industriel : stabilité à long terme et enregistrement vérifiable des niveaux SPL Essais de conformité aux normes : résultats traçables et procédures reproductibles entre laboratoires Évaluation de matériaux acoustiques et de silencieux : tubes d’impédance, chambres réverbérantes, mesures en chambre anéchoïque Dans ces scénarios, le véritable problème n’est que rarement « pouvez‑vous enregistrer du son ? » La vraie question est : pouvez‑vous avoir confiance dans la valeur en dB ? Si votre travail concerne l’un des scénarios ci‑dessus, les microphones de mesure CRYSOUND sont spécialement conçus pour ces applications de haut niveau, et fournissent des données de mesure stables, fiables et cohérentes qui répondent pleinement aux exigences de ces cas d’usage. Conclusion : la mesure transforme le son en données fiables Un microphone classique vous aide à entendre. Un microphone de mesure vous aide à vérifier. Lorsque vous devez intégrer l’acoustique dans des rapports d’ingénierie, des normes et des boucles d’amélioration continue de produits, le microphone de mesure est la base qui rend les résultats défendables. Pour en savoir plus sur les fonctions des microphones et les solutions matérielles de mesure, visitez notre site web — et si vous souhaitez parler à l’équipe CRYSOUND, veuillez remplir le formulaire « Nous contacter ».
La solution de test PCBA de CRYSOUND intègre la validation des performances RF et audio dans une architecture parallèle 1‑vers‑8, permettant des tests synchronisés électriques, RF, audio et de puissance. Cette plateforme unifiée améliore l’efficacité et l’adaptabilité des tests PCBA pour les TWS, les enceintes intelligentes et les appareils portables, tout en favorisant une production à grand volume, rentable et à intégration rationalisée. Points de douleur de l’industrie : défis des tests PCBA traditionnels dans une production multi‑catégories À mesure que les produits de matériel intelligent se diversifient et que les cycles d’itération se raccourcissent, les équipements de test automatisés traditionnels révèlent de plus en plus leurs limites — en particulier dans les scénarios de production multi‑catégories : Faible utilisation de l’espace : les testeurs traditionnels sont généralement personnalisés pour une seule catégorie de produits. Les tests de puissance pour les enceintes intelligentes, les tests de faible consommation pour les lunettes intelligentes et les tests RF pour les écouteurs nécessitent souvent des équipements dédiés distincts, ce qui entraîne une occupation excessive de la surface au sol et des coûts d’extension élevés. Coûts de main‑d’œuvre élevés : les systèmes de test carte par carte nécessitent des opérateurs dédiés pour l’étalonnage et la supervision. Les logiques de fonctionnement différentes d’un équipement à l’autre augmentent les coûts de formation, tandis que les périodes de pointe de production reposent souvent sur du personnel temporaire, ce qui fait croître les coûts de main‑d’œuvre directement avec le volume de sortie. Faible efficacité de production : les processus de test sont en grande partie séquentiels. Les cartes panélisées doivent être transférées entre plusieurs stations, et des procédures spéciales — comme les tests audio multicanaux pour les enceintes intelligentes — allongent encore les temps de cycle, rendant difficile le respect des exigences de livraison. Ces problèmes piègent finalement les fabricants dans un dilemme opérationnel où « plus de débit signifie plus de coûts, et les changements de produit entraînent l’arrêt des lignes » , ce qui limite la réactivité et la croissance des bénéfices. Atouts clés : une solution intégrée pour des applications multi‑scénarios En s’appuyant sur une architecture technique éprouvée et une vaste expérience industrielle, la solution de test PCBA par panneaux de CRYSOUND abandonne la philosophie de conception traditionnelle « fonction unique, application unique ». Elle répond plutôt aux besoins réels de production multi‑catégories afin d’optimiser à la fois l’efficacité des tests et le contrôle des coûts. Conception entièrement intégrée avec plus de 50 % d’optimisation de l’espace La solution intègre les principales fonctions de test — notamment les performances électriques, la validation RF, l’inspection audio et les tests de stabilité de puissance — dans un seul système, formant un flux de test tout‑en‑un : Applications pour enceintes intelligentes : des tests audio multicanaux intégrés et des modules de stabilité de puissance haute énergie éliminent le besoin de chambres acoustiques et de bancs de validation de puissance séparés. Le système n’occupe que 25 m², ce qui permet d’économiser 58 % d’espace par rapport aux implantations distribuées traditionnelles. Applications pour lunettes intelligentes : conçu pour des formats PCBA compacts, le système se concentre sur la mesure précise de courants de faible puissance et la validation RF à courte portée, réduisant les risques de dommages causés par les transferts entre multiples stations. Applications pour écouteurs TWS/OWS : les tests des paramètres RF, audio et de courant sont réalisés au sein d’une seule station. L’architecture de test parallèle à 8 canaux prend en charge des cycles de test efficaces pour les cartes panélisées. Grâce à l’intégration fonctionnelle, un seul système peut remplacer 3 à 4 testeurs dédiés traditionnels, améliorant considérablement l’utilisation de l’espace en atelier et permettant une extension flexible de la capacité. Exploitation et maintenance intelligentes : réduction d’environ 60 % des coûts de main‑d’œuvre Avec une interface utilisateur normalisée, la solution prend en charge des opérations de test semi‑autonomes : Contrôle automatisé des processus : après le chargement manuel, le système effectue automatiquement l’enregistrement des codes‑barres, les tests synchronisés multi‑modules et le téléversement des données en temps réel. Les conditions anormales déclenchent des mécanismes d’alarme hiérarchisés sans nécessiter de supervision à plein temps. Logique d’exploitation unifiée : tous les systèmes utilisent une interface homme‑machine standardisée. Les opérateurs peuvent gérer des tests multi‑catégories après une seule session de formation, ce qui réduit considérablement les coûts de formation et les erreurs d’exploitation. Efficacité de maintenance améliorée : un technicien peut gérer quatre systèmes simultanément, contre un ratio traditionnel d’un opérateur pour deux machines — ce qui se traduit par une augmentation de 200 % de l’efficacité de la main‑d’œuvre. Architecture de test parallèle : doublement du débit de production En brisant le goulot d’étranglement des tests sériels, la conception de test parallèle multicanal permet à différents modules de test de fonctionner simultanément, réduisant considérablement les cycles de test des cartes panélisées : Enceintes intelligentes : les tests parallèles audio multicanaux et RF font passer le débit d’environ 150 cartes/heure à 300 cartes/heure ou plus. Écouteurs TWS/OWS : la configuration parallèle à 8 canaux atteint un débit stable de plus de 400 cartes/heure, ce qui représente une amélioration d’efficacité d’environ 150 % par rapport aux systèmes traditionnels à canal unique. Cette approche élimine le besoin « d’ajouter des machines pour augmenter la capacité », permettant aux fabricants de répondre aux pics de commandes tout en optimisant l’efficacité des coûts. Garantie technique standardisée : précision et fiabilité Tous les modules de test principaux font l’objet d’un étalonnage et d’une validation stricts, conformément aux normes industrielles reconnues : Équipé de modules de test RF, de modules de performances électriques MBT et d’unités de test en boucle fermée par bouclage audio, le système prend en charge des tests précis des jeux de composants principaux de Qualcomm, BES, JieLi et d’autres fournisseurs. La précision des tests est conforme aux normes d’acceptation PCBA IPC‑A‑610. L’efficacité de blindage RF atteint ≥ 70 dB entre 700 MHz et 6 GHz, la distorsion audio reste <1,5 % entre 100 Hz et 10 kHz, et la précision des mesures électriques est maintenue dans une plage de ± 0,5 % de l’échelle complète. Les données de test peuvent être enregistrées dans plusieurs formats, permettant une traçabilité complète des étapes de pré‑test à post‑test et répondant aux exigences de la norme de système de management de la qualité ISO 9001 . Avantages en termes de coûts : résultats quantifiés sur de multiples dimensions La solution CRYSOUND offre des avantages durables en matière de coûts pour l’acquisition d’équipements, l’exploitation et le contrôle qualité : Investissement en équipements : la conception intégrée réduit le nombre de testeurs dédiés nécessaires, abaissant de plus de 30 % l’investissement initial en équipements pour une production multi‑catégories. Coûts opérationnels : une meilleure utilisation de l’espace et des besoins en personnel réduits diminuent les dépenses de location et de main‑d’œuvre, permettant d’économiser 150 000 à 300 000 RMB par système et par an. Coûts de qualité : les tests intégrés minimisent les dommages lors des transferts de panneaux. Pour les cartes légères telles que celles utilisées dans les lunettes intelligentes, les taux de dommage diminuent de 30 %, tandis que des tests précis et la traçabilité des données maintiennent les taux de défaut en dessous de 2 %, ce qui représente une réduction de plus de 40 % par rapport aux approches traditionnelles. Études de cas : gains d’efficacité dans la production multi‑catégories Les cas ci‑dessous sont basés sur des données de production anonymisées de clients réels et illustrent les résultats obtenus après déploiement. Cas 1 : ODM de taille moyenne pour écouteurs TWS (production mensuelle : 500 000 unités) Défis initiaux : quatre lignes de test traditionnelles déployées dans un atelier de 800 m², chacune nécessitant quatre opérateurs. Le débit par ligne était d’environ 200 cartes/heure, générant une pression sur les livraisons pendant les saisons de pointe. Résultats après la mise en œuvre : les quatre lignes traditionnelles ont été regroupées en deux lignes de test CRYSOUND, libérant 200 m² d’espace pour l’extension. Chaque ligne ne nécessitait plus que 1,5 opérateur, ce qui a permis d’économiser 45 000 RMB par mois en coûts de main‑d’œuvre. Le débit par ligne est passé à 400 cartes/heure, doublant la capacité mensuelle totale à 1 million d’unités, tandis que les cycles de livraison sont passés de 15 jours à 10 jours. Valeur clé : l’utilisation de l’espace s’est améliorée de 25 %, les coûts de main‑d’œuvre ont diminué de 37,5 % et la capacité a augmenté de 24 %. Cas 2 : usine de marque d’enceintes intelligentes (production mensuelle : 150 000 unités) Défis initiaux : les tests audio multicanaux et les tests RF étaient répartis sur deux stations, occupant 60 m². Les taux de défaut lors des tests de puissance élevée atteignaient 1,2 %, principalement en raison de dommages sur les cartes lors des transferts. Résultats après la mise en œuvre : le système intégré n’occupait plus que 25 m², ce qui a permis d’économiser 35 m² d’espace de production. La suppression des transferts entre multiples stations a réduit les taux de défaut liés à la manutention à 0,5 %, évitant la perte d’environ 1 000 unités par mois. Valeur clé : l’utilisation de l’espace a diminué de 50 %, l’efficacité des changements de série s’est améliorée de 25 % et les taux de défaut liés aux transferts ont chuté de 31,8 %. La solution fonctionne désormais de manière stable dans plus de 10 usines et sur plus de 30 lignes de production. Différences clés par rapport aux équipements de test automatisés traditionnels Dimension de comparaisonÉquipement automatisé traditionnelSolution de test intégrée CRYSOUNDAdaptabilité fonctionnellePersonnalisation pour une seule catégorie ; plusieurs systèmes sont nécessaires pour une production multi‑catégoriesTests intégrés multi‑scénarios couvrant les écouteurs, enceintes et lunettesEfficacité des changements de sérieAucun processus standardisé ; arrêt de ligne pouvant atteindre 32 heuresConfiguration paramétrée ; arrêt réduit à 4 heuresUtilisation de l’espaceImplantations dispersées à fonction unique avec une faible efficacitéConception intégrée économisant plus de 50 % d’espaceInvestissement initialÉlevé en raison de multiples achats d’équipementsPlus de 30 % d’économies grâce à l’intégration CRYSOUND remplace le modèle traditionnel « équipement piloté par la fonction » par une approche de « système piloté par la production » , permettant de passer d’une logique « adapter la production à l’équipement » à une logique « concevoir l’équipement autour de la production ». Choisissez le test PCBA par panneaux de CRYSOUND pour garantir qualité et efficacité Alors que la concurrence s’intensifie sur les marchés des appareils intelligents portables et de l’électronique grand public, la constance de la qualité et la rapidité de livraison deviennent des facteurs décisifs. Le système complet de test PCBA 1‑vers‑8 de CRYSOUND est plus qu’un simple équipement : c’est une solution complète pour renforcer la compétitivité de votre ligne de production. En garantissant des performances sans fil fiables, une consommation de puissance optimisée et une validation de sécurité intégrée pour chaque PCBA quittant l’usine, CRYSOUND aide les fabricants à conserver une confiance et un contrôle totaux sur la qualité de leurs produits, même à des volumes de production à grande échelle. Si vous souhaitez en savoir plus sur les tests PCBA — ou discuter de votre procédé sur lame et de vos objectifs d’inspection — veuillez utiliser le formulaire « Contactez‑nous » ci‑dessous. Notre équipe peut partager des paramètres recommandés et un flux de travail sur site adapté à vos conditions de production.









