Chaque haut-parleur, microphone, casque et aide auditive qui quitte une ligne de production doit répondre à des spécifications acoustiques précises. Ce guide vous accompagne dans la transition du test électroacoustique manuel vers un système de test audio entièrement automatisé.
Pourquoi automatiser ? Tests manuels vs tests automatisés
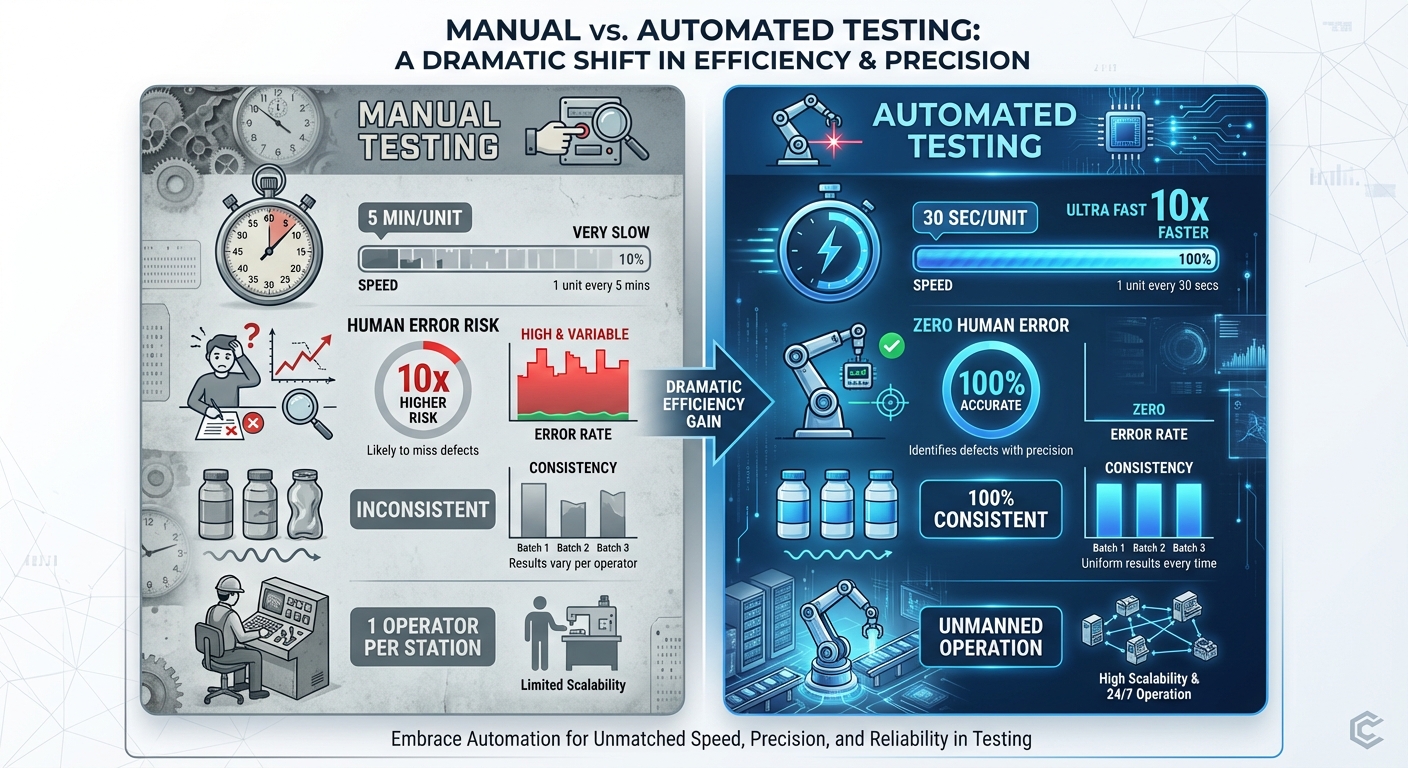
L'approche manuelle
Une configuration manuelle typique comprend un générateur de signaux, un amplificateur de puissance, un microphone de mesure, un analyseur audio, ainsi qu'un opérateur qui connecte le DUT, déclenche chaque mesure, lit les résultats et enregistre la conformité (réussite/échec).
Limites : Lente (2–5 min/unité), dépendante de l'opérateur, sujette aux erreurs, difficile à mettre à l'échelle.
L'approche automatisée
| Facteur | Manuel | Automatisé |
|---|---|---|
| Temps de test par unité | 2–5 minutes | 5–15 secondes |
| Débit | 15–25 unités/heure | 200–500+ unités/heure |
| Répétabilité | Dépendant de l'opérateur | < Variation de 0,5 dB |
| Enregistrement des données | Manuel/partiel | Automatique, traçabilité à 100 % |
| Détection des défauts | Subjective | Algorithmique, cohérente |
Le ROI est généralement obtenu en 6–12 mois pour une production de volume moyen (>500 unités/jour).
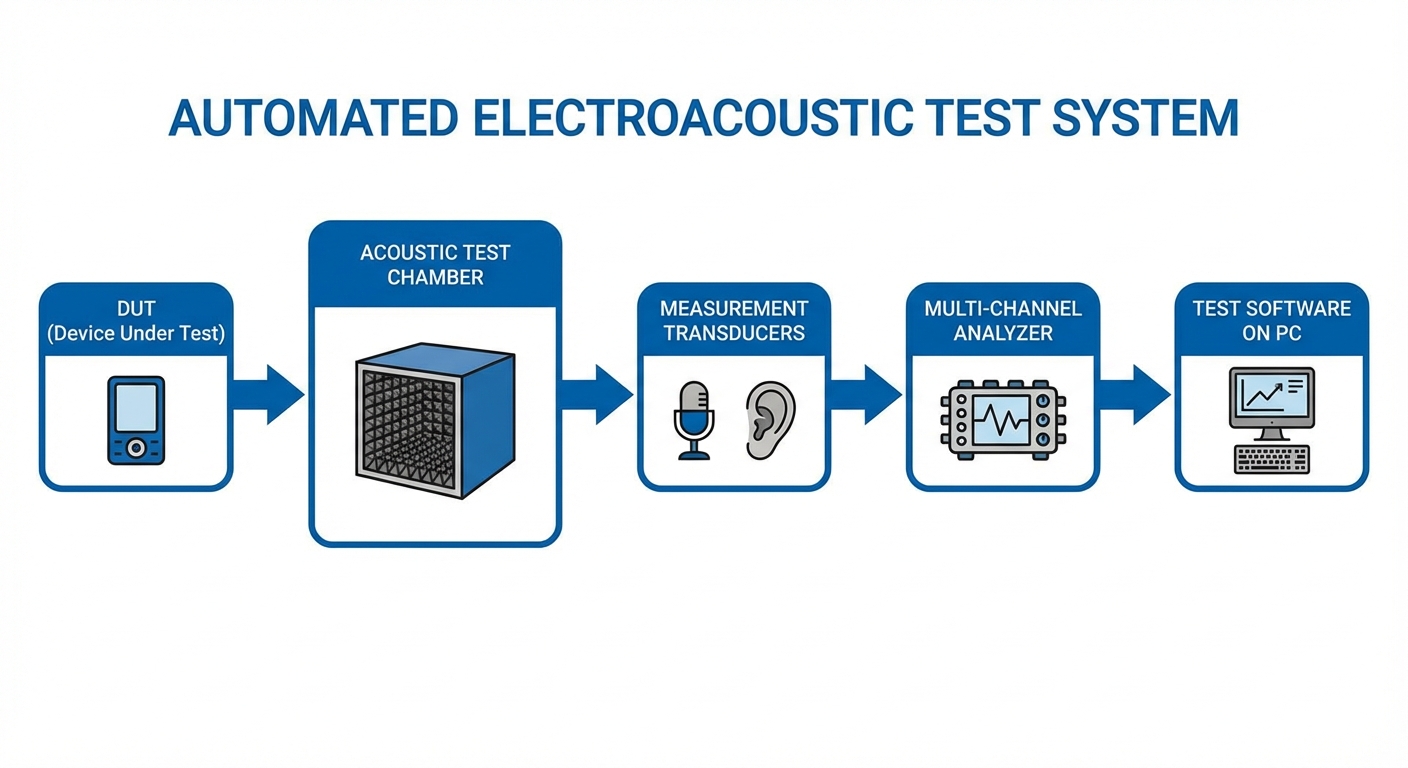
Architecture du système : matériel et logiciel
1. Génération et acquisition de signaux (analyseur audio)
Les analyseurs audio modernes intègrent la génération et l'acquisition de signaux dans un seul instrument avec connectivité USB ou Ethernet.
2. Chambre de test acoustique (fixture de test)
Le DUT doit être testé dans un environnement acoustique contrôlé : coupleur anéchoïque, chambre de test semi-anéchoïque ou simulateur d'oreille conforme à la norme IEC 60318.
3. Commutation et connectivité
Matrice de relais, lecteur de codes-barres/QR, API programmable (PLC) ou contrôleur d'E/S pour les systèmes de convoyage et l'intégration au MES.
4. Logiciel de test

La plateforme OpenTest de CRYSOUND offre un éditeur de séquences de test par glisser-déposer, un déploiement multi-stations et des tableaux de bord SPC intégrés.
Principaux paramètres de test électroacoustique
- Réponse en fréquence : courbe SPL vs fréquence évaluée par rapport à des masques de limites supérieures et inférieures
- Distorsion harmonique totale (THD) : < 1 % à 1 kHz à la puissance nominale, spécification typique
- Rub and Buzz (R&B) : détecte les défauts mécaniques – particules libres, frottement de la bobine mobile, vibrations parasites
- Impédance : révèle la fréquence de résonance, la résistance continue (DC) et le comportement électrique
- Polarité : vérifie la bonne direction de phase
- Sensibilité : SPL à une distance de référence pour une entrée donnée
- Test d'étanchéité : pour les produits fermés
Étape par étape : construire votre ligne de test automatisée
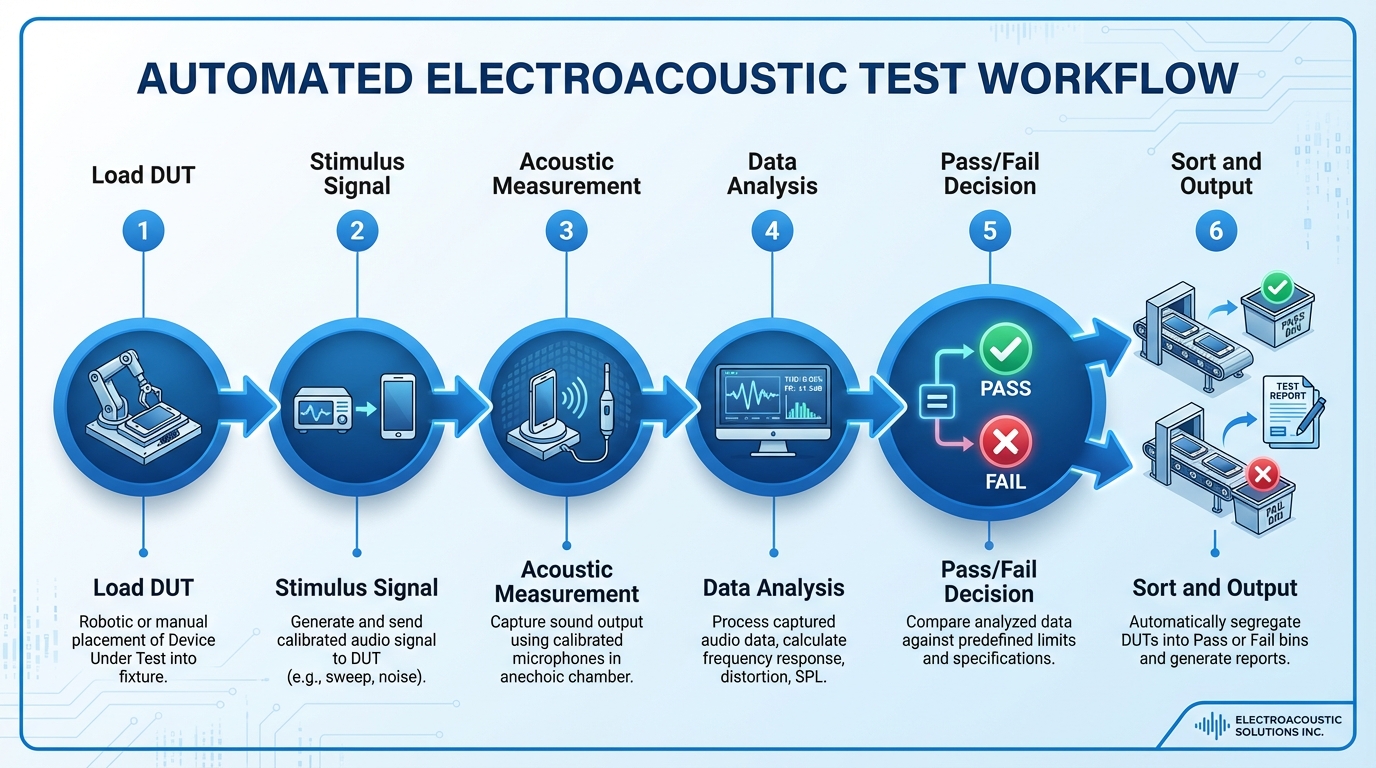
- Définir les exigences de test — lister chaque paramètre, les limites de réussite/échec, le temps de cycle et les normes applicables.
- Concevoir l'agencement de la station de test — calculer le nombre de stations, en ligne vs hors ligne, unilatéral vs multi-face.
- Sélectionner et acquérir les équipements — analyseur audio, microphones, chambre de test, matériel de commutation, logiciel.
- Assembler et intégrer — assembler les fixtures, câbler les chemins de signal, installer le logiciel, connecter le PLC/MES.
- Établir l'étalonnage de l'unité de référence (« golden unit ») — sélectionner 5–10 unités de référence, définir les courbes de référence et la base de répétabilité.
- Valider et affiner les limites — exécuter un lot pilote de 100–500 unités, analyser le rendement et ajuster les seuils.
- Former les opérateurs et lancer la production — documenter les procédures, mettre en service avec un enregistrement complet des données.
- Amélioration continue — vérification quotidienne de l'étalonnage, surveillance SPC, réétalonnage périodique des microphones.
Pièges courants et comment les éviter
- Isolation acoustique insuffisante : concevoir une chambre offrant ≥30 dB de perte d'insertion.
- Limites trop serrées au lancement : utiliser les statistiques du lot pilote (moyenne ± 3σ).
- Ignorer la répétabilité du fixture : utiliser des fixtures à positionnement positif et vérifier avec une étude de capabilité R&R.
- Aucun suivi de l'unité de référence : mesurer l'unité de référence au début de chaque poste.
Conclusion
Passer des tests électroacoustiques manuels aux tests automatisés est rentable grâce à un débit plus élevé, une meilleure répétabilité et une traçabilité complète des données. La qualité acoustique que vos clients perçoivent n'est aussi bonne que le système de test qui l'a vérifiée.
Prêt à automatiser votre ligne de test électroacoustique ? Contactez CRYSOUND pour discuter de vos besoins en tests de production. Des analyseurs audio et microphones de mesure jusqu'à la plateforme logicielle OpenTest, CRYSOUND fournit des solutions de bout en bout pour les tests audio en ligne de production.
Capteur à ultrasons de contact IA3104

CRY3408-S01 Ensemble de microphone haute pression à champ de pression prépolarisé, 1/4", 0,14 mV/Pa

Microphone à champ de pression CRY3408, 1/4", prépolarisé, haut niveau, 0,14 mV/Pa

Interface audio Bluetooth LE CRY578