0
Panier
Order List
Prix total
$0.00
Achat direct disponible
Mesurer le son, en mieux

Parcourir les auteurs









Blogs

Les vannes sont les "composants de contrôle essentiels" des systèmes de tuyauterie. Elles remplissent quatre fonctions clés — ouverture/fermeture, régulation, isolement et dérivation — permettant un contrôle précis de l’écoulement des fluides. Lorsque l’intégrité de l’étanchéité est perdue, les cas mineurs peuvent entraîner des perturbations de procédé et des pertes d’énergie, tandis que les cas graves peuvent provoquer des incendies ou des explosions, une exposition à des substances toxiques ou une pollution de l’environnement. Nous avons construit une application de détection de fuite de vanne autour des trois aspects qui comptent le plus pour les clients sur site — moins de détections manquées et de fausses alarmes, une meilleure localisation et une estimation plus fiable du débit de fuite — en les condensant dans un flux de travail standardisé, exécutable et traçable, et en bouclant la boucle dans l’application pour un déploiement de bout en bout. Causes courantes des fuites internes de vannes Qu’est-ce qui provoque les fuites de vannes ? Nous les résumons dans les quatre causes principales suivantes : Usure normale : Les ouvertures et fermetures fréquentes usent progressivement les surfaces d’étanchéité ; le balayage et l’érosion à long terme dus au fluide en circulation peuvent également dégrader l’ajustement de l’étanchéité. Facteurs liés au fluide de procédé : Les composés soufrés et des composants similaires dans le fluide peuvent provoquer une corrosion électrochimique ; les contaminants de construction résiduels — tels que sable, gravier et particules — peuvent accélérer l’usure et rayer les surfaces d’étanchéité, conduisant à une mauvaise étanchéité. Mauvaise exploitation et maintenance : L’utilisation d’une vanne tout ou rien pour la régulation, l’absence de nettoyage régulier et de maintenance préventive, un entretien insuffisant ou une utilisation incorrecte/dangereuse peuvent tous endommager les surfaces d’étanchéité ou empêcher la fermeture complète. Problèmes d’installation et de gestion : Un stockage extérieur exposé à la pluie, la pénétration de boue et de sable, ainsi que le sablage ou les conditions de chantier introduisant du gravier ou des débris dans la cavité de la vanne peuvent contaminer et rayer les surfaces d’étanchéité, provoquant finalement des fuites internes. Figure 1. Illustration d’une fuite interne de vanne Lorsqu’une vanne est fermée mais que les surfaces d’étanchéité ne s’accouplent pas complètement, le différentiel de pression pousse le fluide à travers de petits interstices du côté haute pression vers le côté basse pression, formant des micro-jets à grande vitesse et un écoulement turbulent. Cette fuite entraîne généralement plusieurs signes observables, notamment du bruit/ultrason, des vibrations, un comportement de pression anormal et des anomalies de température ou un givrage. Figure 2. Symptômes des fuites de vannes Pourquoi les ultrasons de contact sont efficaces Lorsqu’une étanchéité de vanne est défaillante, le fluide à haute pression qui passe à travers de minuscules interstices au niveau des surfaces d’étanchéité génère un écoulement turbulent produisant des signaux ultrasonores haute fréquence dans la plage 20–100 kHz. L’intensité du signal est généralement positivement corrélée au débit de fuite : plus la fuite est importante, plus l’amplitude est élevée. Sur le terrain, vous pouvez capter les signaux ultrasonores à des points de mesure en amont de la vanne, sur le corps de vanne et en aval, puis appliquer des algorithmes pour extraire et analyser les caractéristiques des signaux afin de détecter et localiser les fuites internes. Par rapport aux méthodes traditionnelles, les approches basées sur la température sont facilement affectées par la conduction thermique et sont difficiles à quantifier ; les essais de tenue en pression sont chronophages et peu performants pour localiser précisément la fuite ; et l’écoute à l’oreille est inefficace, sujette aux détections manquées et aux fausses alarmes, et fortement dépendante de l’expérience individuelle. C’est précisément pour cela que nous avons lancé cette application : transformer une tâche fondée sur l’expérience en un flux de travail standardisé et piloté par les processus, étayé par l’acoustique et l’analyse de données. Figure 3. Caméra d’imagerie acoustique CRY8124 avec capteur à ultrasons de contact IA3104 Flux de travail et fonctionnalités clés Flux de travail plus standardisé : transformer l’intervention sur site en test guidé Dans l’application de détection de fuite de vanne du CRY8124, le logiciel propose un flux de travail standardisé et visualisé. Les opérateurs suivent les invites à l’écran pour placer le capteur à ultrasons de contact sur chaque point de mesure dans l’ordre, puis appuient simplement sur "Test". Les résultats sont affichés sur l’interface et l’algorithme détermine automatiquement, après le test, si une fuite interne est présente ou non. Figure 4. Page de fonctionnalité de détection des fuites de vannes En même temps, le logiciel fournit des champs normalisés pour les paramètres clés tels que l’ID de la vanne, le type de vanne, la taille de la vanne, le type de fluide et le différentiel de pression amont/aval. Cela signifie que les résultats de test sont plus faciles à aligner pour une même unité, entre les différents postes et les différents opérateurs — rendant les re-tests et la gestion des tendances bien plus cohérents. Figure 5. Page de fonctionnalité de détection des fuites de vannes Plus intelligent : diagnostic automatique + estimation du débit de fuite Notre capacité de détection de fuite de vanne se concentre sur deux améliorations clés : En analysant le niveau en dB à chaque point de mesure et les caractéristiques du signal ultrasonore, le système détermine automatiquement le résultat de fuite interne sur la base des données algorithmiques, ce qui réduit la dépendance à l’interprétation manuelle. Des algorithmes d’IA intégrés estiment le débit de fuite à partir des caractéristiques ultrasonores aux points de mesure, fournissant une référence quantitative pour soutenir les décisions de maintenance des vannes. C’est la logique centrale derrière notre insistance sur un "taux de détection plus élevé" : lorsque les jugements reposent moins sur l’expérience subjective, les détections manquées et les fausses alarmes deviennent beaucoup plus maîtrisables — en particulier sur les sites complexes comportant de nombreuses vannes et plusieurs branches parallèles. Scénarios d’application Dans différents secteurs, il existe un besoin commun de détection des fuites de vannes : Figure 6 : Scénarios d’application Étude de cas sur le terrain Cas : une usine de production de produits chimiques à partir de charbon en Mongolie intérieure (système de gaz combustible / gaz de houille) Ci-dessous se trouve un cas réel de test de fuite de vanne dans une usine chimique du charbon. Toute fuite interne dans les systèmes de gaz combustible ou de gaz de houille peut compromettre l’isolement. En cas de fuite, la partie aval peut rester chargée en gaz et la zone de travail peut toujours être exposée aux risques de pénétration de CO et de gaz acides contenant du soufre — pouvant entraîner des risques d’intoxication, d’incendie ou même d’explosion. En utilisant les ultrasons de contact, nous avons réalisé des tests sur site sur les vannes suspectes, identifié rapidement les points de fuite et estimé le débit de fuite. Cela a aidé le client à transformer la mention "isolement confirmé" d’un jugement basé sur l’expérience en une vérification étayée par les données, à prioriser les actions correctives, à réduire les risques de travail causés par un isolement mal jugé et à garantir une maintenance plus sûre et une exploitation stable. Figure 7. Photos de test sur site Type de vanne : Vanne de dérivation de la salle de compresseurs de gaz combustible (vanne papillon). Résultat du test : 19,8 L/min. Fluide / pression : Gaz combustible (H₂, CO, CH₄), 3 MPa. Figure 8. Résultats de test Type de vanne : vanne à boisseau de la salle de compresseurs de gaz combustible Résultat du test : 1,7 L/min. Fluide / pression : gaz de houille (principalement CO), 2,5 MPa. Figure 9. Résultats de test Méthode de test sur site : mesures répétables en 5 points Confirmer les conditions de fonctionnement Assurez-vous qu’il existe un différentiel de pression et isolez autant que possible les branches perturbatrices. Étapes clés Fermez la vanne à tester. Ouvrez les vannes amont et aval de la section d’essai. Confirmez un différentiel de pression entre les manomètres amont et aval, et vérifiez que ΔP > 0,1 MPa. Comme indiqué sur la figure ci-dessous Lors du test de la vanne A pour une fuite de vanne : ouvrez les vannes B et C, et fermez les vannes A et D. Lors du test de la vanne B pour une fuite de vanne : ouvrez les vannes A et C, et fermez les vannes B et D. Figure 10. État des vannes Placer les points de mesure (MP1–MP5) Couvrir amont → noyau de vanne → aval. MP3 : situé au niveau du noyau de la vanne. MP2 : situé à 1–2 diamètres de tuyauterie (D) en amont de la vanne (placer le point sur la paroi de la conduite, à l’opposé de la vanne). MP1 : situé en amont de la vanne, à 2–3D de MP2. Si l’espace est limité, l’intervalle MP1–MP2 peut être réduit à 0,5D. MP4 : situé à 1D en aval de la vanne (placer le point sur la paroi de la conduite, à l’opposé de la vanne). MP5 : situé en aval de la vanne, à 1–2D de MP4 (de préférence sur la paroi de la conduite juste après la bride de la vanne). Si l’espace est limité, l’intervalle MP5–MP4 peut être réduit à 0,5D. D = diamètre de la conduite Figure 11. Disposition des points de test RemarquePour les petites vannes filetées sans bride, l’intervalle entre les points de mesure doit être d’au moins trois diamètres de conduite (3D). Figure 12. Disposition des points de test FAQ Nous avons répertorié quelques questions courantes basées sur des scénarios concernant les fuites internes de vannes afin de vous aider à comprendre plus rapidement l’application et à choisir plus efficacement la bonne solution. Q1. Comment choisir un capteur à ultrasons de contact pour des canalisations à différentes températures ? R1. Nous recommandons la sélection de capteurs suivante en fonction de la température de surface de la conduite : Pour les conduites à basse température (en dessous de -20 °C) ou à haute température (au-dessus de 50 °C), utilisez un capteur à ultrasons de contact de type aiguille. Pour des températures comprises entre -20 °C et 50 °C, utilisez un capteur à ultrasons de contact en céramique pour la capture du signal. Q2. Quelles vannes peuvent être testées pour les fuites de vannes ? R2. Cette méthode convient à la détection des fuites de vannes sur un large éventail de types de vannes, notamment : Vannes à guillotine Vannes à boisseau Vannes à soupape Vannes à bille Clapets anti-retour Vannes papillon Vannes à pointeau Vannes de sûreté (de décharge de pression) Vannes à manchon Si votre type de vanne ne figure pas dans la liste ci-dessus, n’hésitez pas à nous contacter. Q3. Pouvons-nous tout de même tester si la vanne et la conduite sont isolées ? R3. Si l’isolant recouvre entièrement la vanne et la conduite, le test peut ne pas être possible. Vous devrez retirer l’isolant à la zone de mesure ou laisser une ouverture d’environ 7 cm de diamètre afin que le capteur à ultrasons de contact puisse être en contact direct avec la paroi de la conduite pour capter le signal. Q4. À quoi devons-nous faire attention concernant la surface de la conduite pendant la collecte de données ? R4. Le capteur à ultrasons de contact doit être en bon contact avec une surface solide pour capter de manière fiable les signaux ultrasonores se propageant dans la conduite. De grosses particules ou des débris entre le capteur et la surface de la conduite peuvent entraîner des résultats inexacts. Si la paroi de la conduite est rouillée, essuyez les grosses poussières ou particules libres présentes en surface avant le test. Contactez-nous Si vous souhaitez en savoir plus sur la manière dont les solutions acoustiques CRYSOUND peuvent être appliquées à la détection des fuites de vannes, ou si vous voulez une solution d’inspection plus adaptée en fonction des conditions de votre procédé sur site et de vos critères d’acceptation, veuillez nous contacter via le formulaire ci-dessous. Nos ingénieurs prendront contact avec vous.
Sonomètre
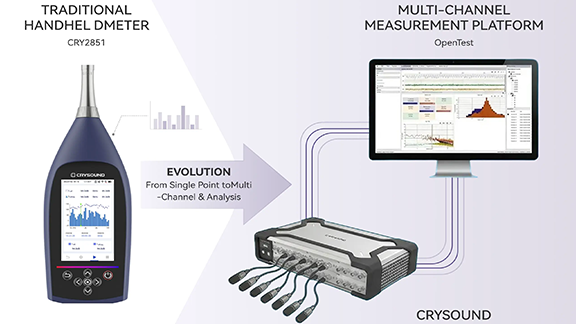
Cet article présente un sonomètre multivoie développé sur la plateforme OpenTest et conçu pour répondre aux exigences techniques de la norme IEC 61672-1. En intégrant le système d’acquisition de données SonoDAQ avec des microphones de mesure, le système met en œuvre les pondérations fréquentielles normalisées A/C/Z, les pondérations temporelles F/S/I et permet la mesure précise de grandeurs acoustiques normalisées telles que Lp, Leq et Ln. Cette solution couvre un large éventail de scénarios, notamment la surveillance du bruit environnemental, les essais de bruit de produits et les applications NVH automobiles. Des sonomètres portatifs aux plateformes multivoies de mesure du niveau sonore En acoustique et en essais vibratoires, une question fondamentale revient dans presque chaque projet : « À quel point est-ce bruyant ? » Qu’il s’agisse d’équipements de bureau, d’appareils ménagers, d’applications NVH automobiles ou de machines industrielles, les réglementations, les normes et les critères internes de qualité s’appuient tous sur une évaluation quantitative du niveau de pression acoustique (SPL). Traditionnellement, cela se fait à l’aide d’un sonomètre portatif conforme à la norme IEC 61672, placé à une position spécifiée pour lire un niveau sonore pondéré A en vue de contrôles de conformité et de vérifications de qualité. La norme IEC 61672 définit des exigences détaillées pour les sonomètres en termes de pondération fréquentielle, de pondération temporelle, de linéarité, de bruit propre et de dynamique, et classe les instruments en classe 1 et classe 2, la classe 1 imposant des exigences plus strictes et étant adaptée aux essais de laboratoire et aux essais de type. Avec l’évolution des architectures produits et des exigences d’essais, les ingénieurs attendent de plus en plus que leurs outils fassent davantage qu’un simple sonomètre portatif : Mesurer simultanément plusieurs positions pour comparer différents emplacements ou points de fonctionnement Combiner les données de niveau sonore avec des spectres et une analyse en bandes d’octave afin d’identifier rapidement les zones fréquentielles problématiques Synchroniser la mesure du niveau sonore avec la vitesse, les vibrations, la température et d’autres grandeurs physiques pour le diagnostic NVH Intégrer la mesure du niveau sonore dans des séquences d’essais automatisés et par lots, plutôt que de s’appuyer sur des contrôles ponctuels manuels Cela conduit à une demande de sonomètres multivoies : des systèmes qui non seulement respectent les exigences de précision de la classe 1 de la norme IEC 61672-1, mais offrent également des capacités multivoies, une évolutivité et des fonctions d’automatisation. OpenTest, développé par CRYSOUND, est une plateforme de nouvelle génération pour les essais acoustiques et vibratoires. Son module de mesure du niveau sonore dédié, associé au matériel d’acquisition CRY5820 SonoDAQ Pro et à des microphones de mesure, permet de réaliser des mesures multivoies de niveau sonore équivalentes à celles de sonomètres de classe 1. Figure 1. Des sonomètres portatifs aux plateformes multivoies de mesure du niveau sonore IEC 61672 : que mesurons‑nous réellement ? Signification du niveau de pression acoustique (Lp) Le niveau de pression acoustique (SPL) est une mesure logarithmique de la pression acoustique efficace prms par rapport à la pression de référence p0, qui est de 20 μPa dans l’air, définie comme : Lorsque prms = 1 Pa, le SPL est d’environ 94 dB, c’est pourquoi 94 dB / 1 kHz est couramment utilisé comme niveau de référence pour les calibreurs acoustiques. Pondération fréquentielle : A / C / Z La sensibilité de l’oreille humaine varie en fonction de la fréquence. La norme IEC 61672 impose à tous les sonomètres de prendre en charge la pondération A, tandis que les instruments de classe 1 doivent également prendre en charge la pondération C. La pondération Z (zero‑weighting, c’est‑à‑dire réponse plate) est facultative. Pondération A (dB(A))Basée sur la courbe isosonique de 40 phones, avec une atténuation importante aux basses fréquences et aux très hautes fréquences. Elle est largement utilisée dans les réglementations et les normes comme indicateur corrélé au niveau de gêne perçu. Pondération C (dB(C))Beaucoup plus plate que la pondération A, avec une atténuation plus faible dans le grave. Elle est adaptée à l’évaluation des niveaux de crête, du bruit mécanique et des événements de niveau élevé. Pondération Z (dB(Z))Essentiellement plate dans la bande passante spécifiée, elle préserve la répartition énergétique spectrale d’origine et est utile pour l’analyse détaillée. Bien que la pondération A domine dans les réglementations, elle ne constitue pas un modèle psychoacoustique parfait. Dans les cas impliquant un fort contenu de basses fréquences, de la modulation ou des composantes tonales, les niveaux pondérés A peuvent sous‑estimer la gêne perçue.Pour la conception et le diagnostic, il est donc recommandé de combiner la pondération C/Z, les spectres en bandes d’octave et des indicateurs de qualité sonore. Pondération temporelle : Fast / Slow / Impulse La norme IEC 61672 définit les pondérations temporelles suivantes : F (Fast) : constante de temps ≈ 125 ms, adaptée aux niveaux sonores fluctuant rapidement S (Slow) : constante de temps ≈ 1 s, adaptée à l’observation des tendances globales I (Impulse) : conçue pour les signaux impulsionnels, plus sensible aux crêtes de courte durée Parmi les descripteurs de niveau sonore courants, on trouve : LAF / LAS / LAI : niveaux sonores pondérés A avec pondération temporelle Fast / Slow / Impulse LCpeak : niveau de crête pondéré C Grandeurs énergétiques et statistiques : Leq, SEL, Ln La norme IEC 61672 définit également des grandeurs acoustiques couramment utilisées : Leq,T / LAeq,TNiveau sonore continu équivalent sur une durée T, largement utilisé pour l’évaluation du bruit environnemental et du bruit des produits. Exposition sonore et niveau d’exposition sonore : E, LE / LAE (SEL)Représentent l’énergie sonore totale d’un événement, couramment utilisés pour l’évaluation du bruit des aéronefs, du trafic et des événements isolés. Lmax / Lmin : niveaux sonores maximum et minimum sous une pondération temporelle spécifiée Lpeak (généralement LCpeak) : niveau de crête basé sur la pression acoustique de crête Niveaux statistiques Ln (L10, L50, L90, etc.)Niveaux dépassés pendant n % du temps de mesure, couramment utilisés dans l’analyse du bruit environnemental. Niveaux par bandes : bandes d’octave et de 1/3 d’octave Bien que les filtres en bandes d’octave soient spécifiés dans la norme IEC 61260, la norme IEC 61672 est alignée sur celle‑ci en termes de réponse fréquentielle et de fréquences centrales normalisées. Les analyses courantes comprennent : Niveaux en bandes de 1 octave (par exemple 31,5 Hz–16 kHz) Niveaux en bandes de 1/3 d’octave, offrant une résolution fréquentielle plus fine pour identifier les bruits à bande étroite et les résonances structurelles Ensemble, ces grandeurs définissent tout le champ de la mesure de niveau sonore – des lectures instantanées aux valeurs moyennées dans le temps, et des niveaux large bande aux analyses résolues en fréquence. Mesure du niveau sonore avec OpenTest Configuration : construire la chaîne de mesure de la source au logiciel Préparation matérielle Sous‑ensemble d’acquisition de donnéesPar exemple, CRY5820 SonoDAQ Pro, un système modulaire multivoies d’acquisition de données prenant en charge de 4 à 24 voies par unité et extensible à plusieurs milliers de voies. Il intègre des CAN 32 bits, une dynamique pouvant atteindre 170 dB, une isolation de 1000 V par voie et une précision de synchronisation PTP/GPS ≤ 100 ns, ce qui le rend adapté aux essais acoustiques et vibratoires en laboratoire comme sur le terrain. CapteursUn ou plusieurs ensembles de microphones de mesure (avec préamplificateurs), positionnés à des emplacements de mesure ou d’écoute représentatifs. Ordinateur et logicielUn PC avec OpenTest installé et le module de mesure du niveau sonore dûment licencié. Connexion des dispositifs et des voies dans OpenTest Lancez OpenTest et créez un nouveau projet. Dans les paramètres matériels, cliquez sur « + » ; les dispositifs disponibles (y compris ceux connectés via openDAQ ou ASIO) sont automatiquement détectés. Sélectionnez les dispositifs d’acquisition nécessaires (par exemple SonoDAQ) et ajoutez‑les au projet. Dans les paramètres de voie, ajoutez les voies de microphone et configurez la fréquence d’échantillonnage et la plage d’entrée. À ce stade, la chaîne de mesure Source sonore → Microphone → DAQ → OpenTest est entièrement établie. Étalonnage : définir la référence acoustique Pour garantir une précision absolue, chaque voie doit être étalonnée à l’aide d’un calibreur acoustique de classe 1. Ouvrez la boîte de dialogue Étalonnage dans OpenTest. Sélectionnez les voies de microphone à étalonner. Montez le calibreur sur le microphone et lancez l’étalonnage. Une fois la lecture stabilisée, terminez l’étalonnage. OpenTest met automatiquement à jour la sensibilité des voies afin d’aligner le point de référence 94 dB SPL. Pour les essais comparatifs, un sonomètre portatif (par exemple CRY2851) peut être étalonné avec le même calibreur (par exemple CRY3018) afin de garantir que les deux systèmes partagent la même référence acoustique. Mesure : acquisition des historiques temporels du niveau sonore Basculez vers le module Sonomètre dans OpenTest et sélectionnez : Voies de mesure Grandeurs à calculer (Lp, Leq, Ln, etc.) Pondération fréquentielle (A / C / Z, calculée simultanément) Les conditions de fonctionnement typiques peuvent inclure : Ralenti Charge typique Pleine charge Pour chaque condition : Stabilisez l’EDE à l’état de fonctionnement cible. Démarrez la mesure dans OpenTest. Surveillez en temps réel les historiques temporels de niveau sonore, les tracés en bandes d’octave et les spectres FFT. Arrêtez après une durée suffisante et nommez l’ensemble de données en conséquence. Chaque mesure est automatiquement enregistrée comme un ensemble de données pour des comparaisons et analyses ultérieures. Figure 2. Mesure multivoies du niveau sonore à l’aide d’OpenTest Rapports : des données à la documentation traçable Après les mesures, la fonction de reporting d’OpenTest peut être utilisée pour générer des rapports structurés : Informations sur le projet, détails sur l’EDE, conditions de fonctionnement Grandeurs acoustiques sélectionnées (Leq, Lmax, LCpeak, Ln, etc.) Logo de l’entreprise et informations sur le personnel d’essai Les formes d’onde brutes et les résultats d’analyse peuvent également être exportés pour archivage ou traitement ultérieur. Figure 3. Rapport de mesure du niveau sonore avec OpenTest Comparaison avec le sonomètre portatif CRY2851 Le CRY2851 est un sonomètre de classe 1 conforme à la norme IEC 61672-1:2013, prenant en charge les pondérations A/C/Z, les pondérations temporelles F/S/I et un jeu complet de paramètres acoustiques. Procédure de comparaison : Environnement et conditions de fonctionnementLaboratoire à faible bruit de fond ou chambre semi‑anéchoïque ; plusieurs états de fonctionnement. Cohérence de l’étalonnageLes deux systèmes sont étalonnés avec le même calibreur de classe 1 (94 dB ou 114 dB à 1 kHz). Positionnement des capteurs et acquisitionMicrophones positionnés aussi près que possible du même point de mesure. Comparaison des résultatsComparer LAeq, LAF, LCpeak et d’autres paramètres clés sous des pondérations et fenêtres temporelles identiques. Figure 4. CRY2851 vs. mesure multivoies du niveau sonore avec OpenTest Applications typiques du module de mesure du niveau sonore Électronique grand public / équipements informatiques Évaluer l’impact des stratégies de refroidissement sur LAeq et LAFmax Combiner les limites de niveau sonore avec les mesures de puissance acoustique Intégrer FFT, 1/3 d’octave et indicateurs de qualité sonore NVH automobile / acoustique intérieure Mesure multivoies du niveau sonore dans l’habitacle Comparaison entre différentes conditions de conduite Couplage avec l’analyse d’ordres et les modules de qualité sonore Appareils ménagers et machines industrielles Compléter les essais de puissance acoustique par une surveillance multipoint du niveau sonore Intégrer dans les lignes de production à l’aide du mode séquentiel Identifier les bandes de fréquences problématiques grâce à l’analyse en 1/3 d’octave Surveillance environnementale et à long terme Évaluation statistique multipoint du niveau sonore (L10, L50, L90) Enregistrement de données à long terme et accès à distance Si vous connaissez déjà les sonomètres portatifs, le module de mesure du niveau sonore OpenTest les fait évoluer efficacement vers un système : Multivoies Traçable (données brutes + analyse + rapports) Extensible, fonctionnant de façon transparente avec les modules de puissance acoustique, de qualité sonore, d’analyse FFT et en bandes d’octave, et prenant en charge les séquences d’essais automatisées. Nous vous invitons à remplir le formulaire ci‑dessous ↓ pour nous contacter et réserver une démonstration ainsi qu’une période d’essai du module Sonomètre OpenTest. Vous pouvez également visiter le site web OpenTest à l’adresse www.opentest.com pour en savoir plus sur ses fonctionnalités et ses cas d’application.

Qualité sonore
Cet article s’adresse aux ingénieurs travaillant dans les domaines de l’acoustique et des essais de vibrations. Il présente la façon d’effectuer des mesures de qualité sonore dans OpenTest sur la base de la norme de sonie ISO 532 et des méthodes d’évaluation de tonalité ECMA-74. En mesurant et en comparant trois indicateurs psychoacoustiques clés — Sonie (Loudness), Aigreur (Sharpness) et Proéminence (Tonalité) — les équipes des secteurs de l’électronique grand public, du NVH automobile, de l’électroménager et des équipements informatiques peuvent transformer « à quel point ça sonne bien ou mal » en données d’ingénierie quantitatives, et réaliser un flux de travail standardisé de qualité sonore sur une plateforme unique, depuis l’acquisition des données, en passant par l’analyse, jusqu’au rapport. Pourquoi les mesures de qualité sonore sont importantes Dans les essais de bruit traditionnels, on s’appuie généralement sur les valeurs en dB pour décrire à quel point un appareil est « bruyant ». Mais de plus en plus d’études et de projets sur le terrain rappellent aux ingénieurs que la « sonie » n’est qu’une partie de l’histoire. Dans le NVH automobile, l’électroménager, les équipements informatiques et l’électronique grand public, l’acceptation du bruit d’un produit par les utilisateurs dépend bien davantage de son caractère agréable, aigu, fatigant ou agaçant, et pas uniquement du niveau global de pression acoustique. Les enquêtes industrielles montrent également que la plupart des fabricants considèrent désormais que « la qualité du son » est tout aussi importante que « son niveau de silence », et qu’ils commencent à se préoccuper de la qualité sonore dès les premières phases de conception. À niveau sonore identique, une mauvaise qualité sonore peut diminuer fortement la satisfaction globale vis‑à‑vis du produit. C’est précisément pour cette raison que la discipline de la qualité sonore existe : au moyen d’un ensemble d’indicateurs psychoacoustiques tels que la Sonie (Loudness), l’Aigreur (Sharpness) et la Tonalité / Proéminence, elle transforme des impressions subjectives comme « aigu », « sourd », « agressif » ou « doux » en données mesurables, comparables et traçables, de sorte que les équipes d’ingénierie puissent aller au‑delà du simple contrôle du bruit et véritablement concevoir et optimiser le son des produits en fonction de l’expérience d’écoute. Indicateurs clés pour la mesure de la qualité sonore En pratique d’ingénierie, la qualité sonore n’est pas une valeur unique, mais un ensemble de grandeurs psychoacoustiques. Les indicateurs couramment utilisés comprennent la Sonie (Loudness), l’Aigreur (Sharpness), la Ruguesse (Roughness), la Force de fluctuation (Fluctuation Strength), la Proéminence / Tonalité, etc. Figure 1 – Indicateurs clés pour la mesure de la qualité sonore Sonie (Loudness) – ISO 532-1 La Sonie (Loudness) et le niveau de sonie décrivent à quel point un son est perçu comme fort par l’oreille humaine, plutôt que son simple niveau de pression acoustique en dB. Au niveau international, la norme ISO 532-1:2017 basée sur la méthode de Zwicker est largement utilisée pour le calcul de la sonie. Elle permet de traiter des sons stationnaires comme des sons variables dans le temps et présente une bonne corrélation avec la perception subjective dans de nombreuses applications de bruit technique. D’un point de vue ingénierie, la sonie présente des avantages clairs par rapport au niveau de pression acoustique pondéré A : Elle tient compte de la sensibilité différente de l’oreille selon la fréquence (l’audition humaine est plus sensible dans la zone des moyennes‑hautes fréquences) À niveau de dB identique, la sonie reflète généralement plus fidèlement « est‑ce que cela paraît fort ou non ? » Aigreur (Sharpness) – DIN 45692 L’Aigreur (Sharpness) reflète si un son est perçu comme aigu ou perçant. Lorsque la proportion de contenu haute fréquence est plus élevée, les personnes ont tendance à percevoir le son comme plus « aigu » ou « agressif ». L’aigreur a été normalisée dans la DIN 45692:2009, et est généralement calculée à partir de la distribution de sonie spécifique issue d’un modèle de sonie, avec un sur‑pondération dans les bandes de Bark élevées. Le résultat est exprimé en acum. Dans des applications telles que les ventilateurs, les compresseurs ou les bruits de motorisation électrique, la réduction de l’aigreur améliore souvent plus efficacement le confort subjectif que la simple diminution du niveau global en dB. Ruguesse (Roughness) – asper La Ruguesse (Roughness) correspond approximativement à une modulation rapide d’amplitude dans la plage 15–300 Hz, qui donne une impression « râpeuse, vibrante » — par exemple pour certains sifflements d’onduleurs ou d’engrenages où le son semble « trembler ». Unité : asper Définition classique : 1 asper correspond à une onde pure de 1 kHz et 60 dB, modulée en amplitude à environ 70 Hz avec une profondeur de modulation de 100 % Plus la modulation est profonde et plus la fréquence de modulation est proche de la zone de sensibilité (autour de 70 Hz), plus la ruguesse perçue est élevée En ingénierie, la ruguesse sert souvent à décrire à quel point un son donne une impression de « bourdonnement » ou de « grattement »; elle est particulièrement pertinente pour l’évaluation subjective des bruits techniques dans les systèmes de traction électrique, les boîtes de vitesses et les compresseurs. Force de fluctuation (Fluctuation Strength) – vacil La Force de fluctuation caractérise les fluctuations plus lentes d’amplitude — des amplitudes qui montent et descendent approximativement dans la plage 0,5–20 Hz, perçues comme un bruit « pulsé » ou « respirant », avec une sensibilité maximale typique autour de 4 Hz. Unité : vacil Définition classique de 1 vacil : une onde pure de 1 kHz et 60 dB avec modulation d’amplitude à 4 Hz et 100 % de profondeur de modulation Pour le « bruit de respiration » à l’arrêt dans l’habitacle, ou pour des ventilateurs dont le niveau augmente et diminue périodiquement, la force de fluctuation est un indicateur clé. Vous pouvez considérer la Force de fluctuation et la Ruguesse comme les deux faces d’une même « pièce de modulation » : Force de fluctuation : modulation lente (quelques Hz), perçue comme un bruit « respirant » ou « pulsé » Ruguesse : modulation plus rapide (dizaines de Hz), perçue comme « vibrante, râpeuse, granuleuse » Proéminence / Tonalité (ECMA-74) De nombreux appareils ne sont pas particulièrement bruyants au global, mais deviennent extrêmement agaçants en raison d’une ou deux composantes tonales étroites. Ces « tons qui ressortent » sont généralement quantifiés par la Tonalité / Proéminence. Pour le bruit des équipements informatiques et de technologies de l’information, la norme ECMA-74 spécifie des méthodes basées sur le rapport ton‑bruit (TNR, Tone‑to‑Noise Ratio) et le rapport de proéminence (PR, Prominence Ratio) pour évaluer la proéminence tonale et déterminer si une raie spectrale est un « ton proéminent ». Historiquement, ces indicateurs proviennent de la recherche psychoacoustique et sont aujourd’hui largement utilisés dans l’automobile, l’aéronautique, l’électroménager et les équipements informatiques pour prédire et optimiser le caractère agaçant des bruits. Par exemple, des études ont montré que, pour un niveau de sonie contrôlé, l’Aigreur, la Tonalité et la Force de fluctuation sont des prédicteurs importants de l’agaçement provoqué par le bruit d’hélicoptère. Pourquoi la qualité sonore est plus utile que de simplement « surveiller les dB » Dans de nombreux projets, vous avez probablement déjà vu des questions comme : Deux conceptions de ventilateur ont des niveaux de puissance acoustique similaires, mais l’une « sonne doux » tandis que l’autre présente un sifflement marqué Après réduction du bruit, le niveau global de pression acoustique est plus faible de quelques dB, mais les retours des utilisateurs s’améliorent à peine Sur la ligne de production, le niveau de pression acoustique pondéré A est utilisé comme seul critère, et certaines unités au « mauvais son » passent quand même au travers Fondamentalement, c’est parce que : Niveau de pression acoustique / puissance acoustique = « quelle quantité d’énergie est présente » Indicateurs de qualité sonore = « comment l’oreille le perçoit » Avec des indicateurs comme la Sonie, l’Aigreur, la Ruguesse, la Force de fluctuation et la Proéminence, vous pouvez décomposer des plaintes vagues du type « c’est simplement inconfortable à l’oreille » en : Quelle région de fréquence contient trop d’énergie (ce qui conduit à une aigreur élevée) S’il existe une modulation d’amplitude marquée (entraînant une ruguesse ou une force de fluctuation élevées) Si une composante tonale ressort nettement au‑dessus de son environnement (tonalité / proéminence élevée) Dans les itérations d’ingénierie, ces indicateurs peuvent être directement associés à : L’optimisation de la structure (raideur, modes propres, forme des pales, etc.) Les stratégies de commande (par ex. fréquence PWM, courbes de vitesse de ventilateur et transitions) Les choix de matériaux et de traitement / isolation acoustique Cela fournit des orientations beaucoup plus claires et actionnables que « réduire simplement les dB ». Analyse de la qualité sonore dans OpenTest En tant que plateforme pour les essais acoustiques et vibratoires, OpenTest prend en charge un flux de travail complet de qualité sonore allant de l’acquisition → l’analyse → le reporting. Remplissez le formulaire en bas ↓ de cette page pour nous contacter et obtenir une démonstration d’OpenTest. Exemple d’appareil : bruit du ventilateur d’un PC de bureau Pour rendre le processus concret, nous utilisons un appareil très courant comme exemple : un PC de bureau typique. Objectif de l’essai : évaluer les indicateurs de qualité sonore du bruit de son ventilateur dans différentes conditions de fonctionnement, afin de : Comparer les performances subjectives en bruit de différentes stratégies de refroidissement et de commande de ventilateur Fournir des données quantitatives pour les revues NVH (par ex. la sonie dépasse‑t‑elle la cible, l’aigreur est‑elle trop élevée ?) Fournir une base pour une optimisation ultérieure de la qualité sonore (par ex. suppression des fréquences de sifflement, adoucissement des transitions de vitesse) Les environnements d’essai possibles sont : Une chambre semi‑anéchoïque / un laboratoire à faible bruit (recommandé) ; ou Un bureau calme pour une évaluation comparative en phase amont Système de mesure : SonoDAQ + module de qualité sonore OpenTest Côté matériel, nous utilisons un système d’acquisition de données multivoies CRYSOUND SonoDAQ (pour plus de détails sur les modèles, veuillez nous contacter), associé à un ou plusieurs microphones de mesure placés à proximité du ventilateur du PC ou à la position d’écoute, selon les exigences de l’essai. Figure 2 – Système d’acquisition de données multivoies SonoDAQ Pro Bien sûr, OpenTest prend également en charge la connexion via openDAQ, ASIO, WASAPI et d’autres interfaces audio grand public, de sorte que vous puissiez réutiliser, si besoin, les dispositifs d’acquisition ou interfaces audio existants pour la mesure. Côté logiciel, le module de qualité sonore d’OpenTest est l’un des modules de mesure. Combiné à l’analyse FFT, à l’analyse par bandes d’octave et à l’analyse de niveau sonore, il couvre la plupart des besoins standard d’essais audio et vibratoires. Configuration des paramètres de mesure Après avoir créé un nouveau projet dans OpenTest, procédez comme suit : 1. Configuration et étalonnage des voies Dans le menu Channel Setup, sélectionnez les voies de microphone à utiliser et définissez la sensibilité, la fréquence d’échantillonnage et la pondération fréquentielle selon les besoins Utilisez un calibreur acoustique (par ex. 1 kHz, 94 dB SPL) pour étalonner les microphones de mesure, afin de garantir que la sonie et les indicateurs associés disposent d’une référence absolue fiable 2. Basculer vers le module « Measure > Sound Quality » Sélectionnez les indicateurs à calculer : Sonie (Loudness), Aigreur (Sharpness), Proéminence Définissez la bande passante d’analyse, la résolution fréquentielle et les modes de moyennage temporel Configurez éventuellement la durée d’essai et les libellés pour les différentes conditions de fonctionnement En substance, cette étape transforme les « définitions de calcul » des normes ISO 532, DIN 45692 et ECMA-74 en un gabarit de scénario de qualité sonore OpenTest réutilisable. Acquisition des données sonores pour différentes conditions de fonctionnement Une fois l’environnement d’essai mis en place et les paramètres configurés, cliquez sur Start pour mesurer les données de qualité sonore dans différentes conditions de fonctionnement. Chaque enregistrement d’essai est sauvegardé automatiquement pour une analyse ultérieure. Comme la qualité sonore se concentre sur la perception du son en conditions réelles d’utilisation, il est recommandé d’enregistrer plusieurs conditions typiques, par exemple : Veille / repos (ventilateur à l’arrêt ou à basse vitesse) Charge bureautique typique (documents, navigation multi‑onglets, etc.) Forte charge / test de stress (CPU / GPU à pleine charge) Avec cette décomposition, les ingénieurs peuvent gérer clairement quel résultat de qualité sonore correspond à quelle condition de fonctionnement. Figure 3 – Superposition de plusieurs enregistrements de qualité sonore dans OpenTest Des mesures multiples à un rapport de qualité sonore unique Après avoir mesuré plusieurs conditions de fonctionnement (par ex. repos, charge bureautique typique et test de stress en pleine charge), vous pouvez effectuer les opérations suivantes dans OpenTest. Dans la liste des jeux de données, sélectionnez les enregistrements que vous souhaitez comparer et superposer : Comparer les courbes de sonie dans les différentes conditions Vérifier si l’aigreur présente des pics lors des accélérations ou des transitions de vitesse Identifier les conditions où apparaissent des tons étroits proéminents (forte proéminence) Dans le Data Selector, enregistrez les formes d’onde et résultats d’analyse associés : Exporter des fichiers .wav pour des essais d’écoute ou des évaluations subjectives ultérieurs Exporter des fichiers .csv / Excel pour des statistiques ou des modélisations complémentaires Cliquez sur le bouton Report dans la barre d’outils : Saisissez les informations relatives au projet, au DUT et aux conditions de fonctionnement Sélectionnez les indicateurs de qualité sonore et les graphiques à inclure (par ex. sonie en fonction du temps, diagrammes en barres de l’aigreur, spectres avec mise en évidence de la proéminence tonale) Générez en un clic un rapport de qualité sonore pour les revues internes ou la remise au client Figure 4 – Exemple de rapport de qualité sonore dans OpenTest Le rapport généré comprend les conditions de mesure et les modes de fonctionnement, les principaux indicateurs de qualité sonore tels que la Sonie, l’Aigreur et la Proéminence, ainsi qu’une comparaison avec les indicateurs acoustiques traditionnels (niveau de pression acoustique, spectres 1/3 d’octave, puissance acoustique, etc.), ce qui permet aux équipes projet de discuter à partir d’un ensemble d’indicateurs à la fois objectifs et étroitement liés au son perçu. Scénarios d’application typiques Vous pouvez créer différents scénarios de tests de qualité sonore dans OpenTest pour différents domaines d’activité, par exemple : Électronique grand public / équipements informatiques (ordinateurs portables, routeurs, ventilateurs, etc.) Utilisez la sonie + l’aigreur +, le cas échéant, la ruguesse pour évaluer le « confort subjectif » de différentes stratégies thermiques / de commande de ventilateur Comparer la qualité sonore pour différentes courbes de vitesse ou différents schémas PWM NVH automobile / systèmes de traction électrique Utiliser l’acquisition multivoies pour enregistrer de manière synchrone le bruit intérieur et les signaux de vitesse Combiner l’analyse d’ordres avec les indicateurs de qualité sonore pour évaluer à quel point un sifflement de traction électrique est « aigu » et s’il existe une modulation marquée provoquant de la ruguesse Électroménager et équipements industriels Lorsque la puissance acoustique respecte déjà les normes, utiliser les indicateurs de qualité sonore pour filtrer en plus les « bruits agaçants », au lieu de se baser uniquement sur les dB Si vous mettez en place ou mettez à niveau vos capacités d’essais de qualité sonore, vous pouvez utiliser les normes ISO 532 et ECMA-74 comme colonne vertébrale et laisser OpenTest relier environnement, acquisition, analyse et reporting en une chaîne reproductible. De cette façon, chaque essai de qualité sonore est clairement traçable et a beaucoup plus de chances d’évoluer d’une expérience isolée vers un actif d’ingénierie à long terme. Nous vous invitons à remplir le formulaire ci‑dessous ↓ pour nous contacter et réserver une démonstration et un essai du module de qualité sonore OpenTest. Vous pouvez également visiter le site Web d’OpenTest à l’adresse www.opentest.com pour en savoir plus sur ses fonctionnalités et ses cas d’application.

L’interface A²B CRY580 est un pont bidirectionnel conçu pour connecter l’écosystème A²B (Automotive Audio Bus) aux configurations de test et de mesure standard (par ex. SonoDAQ, CRY6151B, Audio Precision). Cet article explique ce qui rend les tests A²B difficiles — la plupart des analyseurs ne disposent pas d’une interface A²B native — et comment le CRY580 y répond en encodant/décodant les flux A²B et en les convertissant en sorties analogiques ou S/PDIF mesurables, tout en prenant en charge des chemins audio multicanaux I²S/TDM pour une validation rapide et répétable. Tests audio automobiles plus rapides avec le CRY580 Un pont A²B bidirectionnel unique pour les tests : appliquer un stimulus de test analogique/numérique pour les tests d’amplificateurs A²B, et extraire les flux de capteurs microphone ou accéléromètre A²B en analogique ou S/PDIF pour la mesure. Le bus audio A²B redéfinit l’audio embarqué La technologie A²B permet un transport économique de données audio sur de longues distances, en combinant l’audio multicanal (I²S/TDM), le contrôle (I²C) et l’alimentation sur un câblage abordable. Transfert de données bidirectionnel avec une bande passante de 50 Mbps Latence faible et déterministe (50 µs) Diagnostics au niveau système Les nœuds esclaves peuvent être alimentés localement ou par le bus Programmable via l’interface graphique SigmaStudio® d’ADI Utilise des câbles économiques (paire torsadée non blindée) La difficulté des tests : A²B ajoute des performances — et de la complexité Les analyseurs audio traditionnels n’intègrent pas d’interfaces A²B, ce qui rend impossible le test direct des dispositifs A²B. Pour effectuer des tests précis, un codec A²B dédié est nécessaire pour décoder et convertir les signaux audio A²B en formats analogiques ou numériques standard destinés à la mesure et à l’analyse. Comment le pont vers les mesures fonctionne en pratique Comment la technologie A²B et les microphones numériques permettent des performances supérieures dans les nouvelles applications automobiles Microphone A²B Accéléromètre A²B Amplificateur A²B Dans la pratique, le « pontage » consiste à convertir les signaux audio A²B en formats analogiques ou numériques standard pour les tests : pour les tests d’amplificateurs A²B, injecter un stimulus analogique/numérique dans le bus A²B ; et pour les tests de capteurs A²B, extraire les données audio A²B en analogique ou S/PDIF pour la mesure. Le CRY580 sert de pont de test bidirectionnel idéal, facilitant une conversion et une mesure transparentes dans les deux sens. Présentation du CRY580 : une interface A²B conçue pour les tests automobiles Le CRY580 est une interface A²B polyvalente conçue pour relier de manière transparente les réseaux A²B aux équipements de test. Elle offre des fonctions de décodage et d’encodage, permettant un transfert efficace des données audio entre les dispositifs A²B et les systèmes de mesure standard. Que vous testiez des microphones, des amplificateurs ou des capteurs A²B, le CRY580 permet des flux de test fluides et fiables, garantissant des résultats précis pour un large éventail d’applications audio automobiles. Qui achète le CRY580 et ce qu’ils testent Équipes audio des OEM / rang 1 : intégration, débogage et tests d’acceptation sur les réseaux A²B. Fournisseurs de microphones et d’array de micros A²B : vérifications de la sensibilité, de la réponse en fréquence (FR) et de la cohérence de phase. Fournisseurs d’amplificateurs A²B / processeurs audio : tests d’amplificateurs avec stimuli injectés, ainsi que cartographie et vérification des performances. Laboratoires de test : processus et livrables de mesure A²B standardisés. Fabrication / CQ fin de ligne : tests de validation réussie/échec répétables avec une localisation des pannes plus rapide. Configurations de test typiques : bien plus qu’une simple interface Chez CRYSOUND, nous fournissons bien plus que la seule interface A²B CRY580. Nous proposons une solution complète de test audio automobile, comprenant des cartes d’acquisition audio, des microphones et des capteurs, des sources acoustiques, des gabarits sur mesure, des caissons de test acoustique et des vibrateurs, pour offrir une expérience de test complète et rationalisée. Voici une description du schéma-bloc de test, incluant l’utilisation de la dernière version du logiciel OpenTest Audio Test & Measurement https://opentest.com L’interface A²B CRY580 peut être utilisée en conjonction avec l’Audio Precision. Interface numérique Interface analogique « Réaliser des tests de performance de microphones A²B (réponse en fréquence, THD+N, phase, SNR, AOP) dans une chambre anéchoïque, en utilisant le CRY5820 SonoDAQ Pro, l’interface A²B CRY580 et d’autres équipements. » Pourquoi CRYSOUND : un écosystème complet de test audio automobile La valeur de la prestation de bout en bout : réduction du temps d’intégration système et minimisation des coûts de coordination entre plusieurs fournisseurs. Nous couvrons tout, de la R&D aux tests en ligne de production. Liste de nomenclature (BOM) de la solution Le CRY580 relie l’A²B aux configurations de test et de mesure grand public dans les deux sens, transformant la validation audio embarquée complexe en un flux de travail plus rapide et répétable, de la R&D jusqu’à la production en fin de ligne. Pour discuter de votre cas d’usage, de votre configuration système ou d’une démonstration, veuillez remplir le formulaire Contactez-nous ci-dessous et nous vous recontacterons rapidement.

Dans les essais industriels, la recherche et la validation de la qualité, les systèmes d’acquisition de données (DAQ / interfaces audio / frontaux pour microphones de mesure) sont la « porte d’entrée » de l’ensemble du système. À mesure que la technologie et les applications se spécialisent, une grande variété de dispositifs DAQ est apparue : Frontaux haute précision conçus spécifiquement pour l’acoustique et les vibrations Modules d’acquisition de signaux dynamiques polyvalents Cartes son USB courantes et microphones de mesure Le matériel n’est plus le goulet d’étranglement. Le véritable défi est : Comment connecter, configurer et gérer des dispositifs de marques et de protocoles différents dans une seule plateforme logicielle ? OpenTest est conçu précisément autour de ce point douloureux. Avec une architecture d’accès matériel ouverte et multiprotocole, il transforme l’acquisition à partir de « dispositifs isolés » en une plateforme unifiée, permettant l’acquisition et l’analyse de données multi‑appareils et multi‑marques. Accès matériel multiprotocole : réduire la dépendance vis‑à‑vis des fournisseurs OpenTest prend en charge plusieurs méthodes de connexion grand public. Vous pouvez choisir le protocole approprié en fonction du type de matériel et de l’environnement du pilote (la compatibilité réelle dépend de la version du logiciel et des pilotes de périphérique) : openDAQ – Pour l’intégration ouverte de DAQ. Utilisé pour connecter du matériel ouvert tel que le SonoDAQ de CRYSOUND et gérer les canaux et paramètres d’acquisition de manière unifiée ASIO / WASAPI / MME / Core Audio – Interfaces audio grand public sur Windows et macOS, prenant en charge des interfaces audio professionnelles et des microphones de mesure USB tels que RME, Echo, miniDSP, etc. Autres protocoles propriétaires – Peuvent être ajoutés selon les exigences du projet Cela signifie que vous n’avez plus besoin d’être enfermé dans une seule marque de matériel ou un seul logiciel. Les dispositifs existants peuvent être intégrés en douceur dans une seule plateforme pour une gestion centralisée. Collaboration multi‑appareils : un projet, de nombreuses tâches d’acquisition Les essais complexes nécessitent souvent l’acquisition simultanée de plusieurs sources de signaux, par exemple : Signaux dynamiques tels que microphones et accéléromètres Paramètres de fonctionnement tels que vitesse, température, pression, couple Voies audio auxiliaires pour la surveillance et la lecture Grâce à l’architecture multiprotocole d’OpenTest, vous pouvez gérer plusieurs dispositifs au sein du même projet. Pour les essais NVH et structurels, ce type de collaboration entre dispositifs réduit considérablement les tâches répétitives telles que : Enregistrement dans plusieurs logiciels → exportation → alignement temporel manuel → nouvelle analyse Premiers pas : connecter rapidement les dispositifs Connectez votre dispositif d’acquisition de données au PC exécutant OpenTest Connexion USB, ou Connexion réseau (assurez‑vous que le dispositif et le PC sont sur le même sous‑réseau) Dans le panneau Hardware Setup, cliquez sur l’icône « + » dans le coin supérieur droit. OpenTest analyse automatiquement les dispositifs connectés Cochez les dispositifs que vous souhaitez utiliser et cliquez sur Confirm pour les ajouter à la liste des dispositifs actifs Passez à la liste Channel Setup, cliquez sur l’icône « + » dans le coin supérieur droit, sélectionnez les canaux requis pour le projet en cours (les canaux de différents dispositifs peuvent être combinés), puis cliquez sur Confirm pour les ajouter au projet Sélectionnez les canaux ; OpenTest démarre automatiquement la surveillance et l’analyse en temps réel. Vous pouvez ensuite passer à différents modules de mesure en fonction de vos besoins de test Préréglages + réglages fins : facile à démarrer, facile à standardiser Pour aider les équipes à entrer rapidement en mode test, OpenTest prend en charge une approche de configuration « préréglages + ajustements » : Transformer les paramètres matériels et réglages d’acquisition les plus courants en modèles réutilisables Appliquer directement les modèles lors de la création d’un nouveau projet afin d’éviter de repartir de zéro Conserver malgré tout une flexibilité totale pour affiner les réglages selon les conditions de fonctionnement et les dispositifs Pour les tests en ligne de production ou les tests de régression, la modélisation apporte un avantage important : conditions d’essai uniformes, résultats comparables et processus traçables dans le temps et entre opérateurs. Journalisation et surveillance : conçues pour la stabilité à long terme Pour une acquisition de longue durée avec plusieurs dispositifs, le pire cas est de découvrir qu’un élément a été perdu en cours de route. OpenTest fournit des fonctions d’observabilité pour y répondre : Surveillance de l’état des dispositifs et des canaux – Détecter rapidement les déconnexions, les surcharges et les entrées anormales Journaux d’opération et d’erreurs – Enregistrer les actions clés et les événements d’erreur pour faciliter le dépannage et l’optimisation des processus Ceci est particulièrement crucial pour les essais continus en production et les essais d’endurance, réduisant fortement le risque de « se rendre compte à mi‑parcours que rien n’a réellement été enregistré ». Scénarios d’application typiques R&D en acoustique et vibrations – Utiliser la même plateforme pour connecter les DAQ frontaux et les interfaces audio, et réaliser rapidement l’acquisition, l’analyse et la génération de rapports Essais NVH / essais structurels automobiles – Acquérir simultanément le bruit, les vibrations et les paramètres de fonctionnement, en minimisant le travail d’alignement entre logiciels Essais automatisés en ligne de production – Configuration basée sur des modèles + surveillance/journalisation + rapports automatisés pour améliorer la cohérence et la traçabilité L’objectif d’OpenTest n’est pas de vous faire remplacer tout votre matériel, mais de rassembler votre matériel existant sur une seule plateforme afin que l’acquisition de données devienne plus efficace, plus maîtrisable et bien plus facile à standardiser. Visitez www.opentest.com pour en savoir plus sur les fonctionnalités d’OpenTest et les options matérielles, ou contactez l’équipe CRYSOUND pour des démonstrations et un support applicatif.

puissance acoustique
En vertu de réglementations telles que la directive européenne sur le bruit des machines, de plus en plus de produits — des jouets et outils électroportatifs aux équipements informatiques — sont tenus de déclarer leur niveau de puissance acoustique sur les étiquettes et dans la documentation, plutôt que de simplement affirmer qu’ils sont « suffisamment silencieux ». Pour les appareils de bureau typiques comme les ordinateurs portables, le bruit au ralenti est souvent d’environ 30 dB(A), tandis qu’en fonctionnement à pleine charge il peut atteindre 40 dB(A). Ces valeurs sont généralement obtenues à partir de mesures de puissance acoustique effectuées conformément à la norme ISO 3744 et aux normes associées. Pression acoustique vs puissance acoustique Une source de bruit émet de la puissance acoustique, tandis que ce que nous mesurons avec un microphone est la pression acoustique. La pression acoustique varie en fonction de la taille de la pièce, de la réverbération et de la distance au microphone, tandis que la puissance acoustique correspond à la propre « énergie de bruit » de la source et ne varie pas avec l’installation ou l’environnement. Cela fait de la puissance acoustique un meilleur indicateur pour la spécification du bruit externe d’un produit. En termes simples : La puissance acoustique est la cause – l’énergie émise par la source (unité : W / dB) ; La pression acoustique est l’effet – le niveau de pression acoustique que nous entendons et mesurons (unité : Pa / dB). La norme ISO 3744 définit comment procéder dans un « champ libre essentiel au‑dessus d’un plan réfléchissant » : disposer des microphones autour de la source sur une surface de mesure enveloppante, mesurer les niveaux de pression acoustique sur cette surface, puis appliquer les corrections et calculs spécifiés pour obtenir des niveaux de puissance acoustique stables et comparables. Équipement soumis à essai : un ordinateur portable de bureau standard Supposons que notre DUT soit un ordinateur portable de bureau de 17 pouces. L’objectif est de déterminer son niveau de puissance acoustique pondérée A dans différentes conditions de fonctionnement (ralenti, charge bureautique, pleine charge), afin de : Comparer différentes conceptions de refroidissement et stratégies de pilotage du ventilateur ; Fournir des données normalisées pour la documentation produit ou la conformité ; Fournir des données de référence pour l’ingénierie de la qualité sonore (par exemple, savoir si le bruit du ventilateur est gênant). L’environnement d’essai est une chambre semi‑anéchoïque avec un sol réfléchissant. L’ordinateur portable est placé sur le plan réfléchissant, et plusieurs positions de microphones sont disposées autour de lui (à l’aide d’un cadre hémisphérique ou d’une grille régulière). Dans l’ensemble, la configuration satisfait aux exigences de l’ISO 3744 concernant la surface de mesure et l’environnement. Système de mesure : SonoDAQ Pro + module de puissance acoustique OpenTest Côté matériel, nous utilisons SonoDAQ Pro avec des microphones de mesure, disposés autour de l’ordinateur portable conformément à la norme. OpenTest se connecte à SonoDAQ via le protocole openDAQ. Dans l’interface de configuration des voies, vous sélectionnez les voies à utiliser et définissez des paramètres tels que la sensibilité et la fréquence d’échantillonnage. De la norme à la plateforme : pourquoi utiliser OpenTest pour la puissance acoustique ? OpenTest est la plateforme de nouvelle génération de CRYSOUND pour les essais acoustiques et vibratoires. Elle prend en charge trois modes — Mesure, Analyse et Séquence — couvrant à la fois les laboratoires de R&D et les essais de production répétitifs. Pour les applications de puissance acoustique, OpenTest met en œuvre une solution basée sur la pression acoustique, pleinement conforme à la norme ISO 3744 (méthode d’ingénierie), et couvrant également ISO 3745 (méthode de précision) et ISO 3746 (méthode de contrôle). Vous pouvez choisir librement le grade d’essai en fonction de l’environnement de test et des exigences de précision. La plateforme inclut des modèles de rapport dédiés à la puissance acoustique qui génèrent directement des rapports conformes aux normes, évitant ainsi les travaux manuels répétitifs dans Excel. Côté matériel, OpenTest se connecte à des dispositifs d’acquisition de données multimarques via openDAQ, ASIO, WASAPI et NI‑DAQmx, permettant la gestion unifiée des systèmes CRYSOUND SonoDAQ, RME, NI et autres. D’un petit nombre de voies pour la vérification à de grandes antennes de microphones, tout peut être géré au sein d’une seule plateforme logicielle. Trois étapes : exécuter un flux de travail standardisé de puissance acoustique ISO 3744 Étape 1 : configuration des paramètres et préparation de l’environnement Après avoir créé un nouveau projet dans OpenTest : Dans la vue de configuration des voies, sélectionnez les voies de microphones à utiliser et définissez la sensibilité, la fréquence d’échantillonnage, la pondération fréquentielle et d’autres paramètres. Passez à Mesure > Puissance acoustique et définissez les paramètres de mesure : Méthode d’essai et paramètres liés à la surface de mesure ; Disposition des positions de microphones ; Temps de mesure ; Autres paramètres correspondant à la norme ISO 3744. Cette étape permet de transformer efficacement les clauses de la norme en un modèle de scénario OpenTest réutilisable. Étape 2 : mesurer d’abord le bruit de fond, puis le bruit en fonctionnement Conformément à l’ISO 3744, vous devez mesurer les niveaux de pression acoustique sur la même surface de mesure avec le dispositif à l’arrêt puis avec le dispositif en fonctionnement, afin de réaliser les corrections de bruit de fond. Dans OpenTest, ceci est implémenté en deux opérations claires : Acquérir le bruit de fondCliquez sur l’icône d’acquisition du bruit de fond dans la barre d’outils. OpenTest enregistre le bruit ambiant pendant la durée prédéfinie.Dans la méthode de contrôle, OpenTest met à jour LAeq pour chaque voie une fois par seconde ; dans les méthodes d’ingénierie et de précision, il met à jour le LAeq de chaque bande de 1/3 d’octave une fois par seconde. Acquérir le bruit en fonctionnementAprès l’acquisition du bruit de fond, cliquez sur l’icône Test. OpenTest va :a. Enregistrer le bruit de fonctionnement de l’ordinateur portable pendant la durée prédéfinie ;b. Mettre à jour les niveaux de pression acoustique en temps réel une fois par seconde ;c. Enregistrer automatiquement la séquence comme ensemble de données pour une relecture et une comparaison ultérieures. Étape 3 : de multiples mesures à un rapport standardisé unique Après avoir terminé les différentes conditions de fonctionnement (par exemple : ralenti, activité bureautique typique, sollicitation en pleine charge) : Dans la vue ensemble de données, sélectionnez les enregistrements que vous souhaitez comparer et superposez‑les pour observer les différences de puissance acoustique dans les différentes conditions ; Dans le sélecteur de données, cliquez sur l’icône d’enregistrement pour exporter les fichiers de forme d’onde correspondants et les tableaux de données CSV pour un traitement ultérieur ou l’archivage ; Cliquez sur Rapport dans la barre d’outils, renseignez les informations sur le projet et le dispositif, sélectionnez les ensembles de données à inclure, ajustez les graphiques et les tableaux, puis exportez en un clic un rapport Excel. Le rapport comprend les conditions de mesure, la surface de mesure, les niveaux de puissance acoustique par bande ou pondérés A, les corrections de bruit de fond et d’autres informations clés. Il peut être utilisé directement pour les revues internes ou les soumissions aux autorités réglementaires / clients, suivant la même logique que les autres solutions normalisées de rapport de puissance acoustique. D’un essai unique sur un ordinateur portable à une plateforme de puissance acoustique réutilisable La réalisation d’un essai de puissance acoustique ISO 3744 sur un ordinateur portable n’est qu’un exemple. Plus important encore : Le scénario OpenTest standardisé peut être cloné pour les imprimantes, les appareils électroménagers, les outils électroportatifs et de nombreux autres produits ; Les antennes de microphones multivoies et le matériel SonoDAQ peuvent être réutilisés d’un projet à l’autre au sein de la même plateforme ; Le flux de travail d’essai et le format de rapport sont « figés » par le logiciel, ce qui facilite la transmission, la revue et l’audit entre équipes. Si vous mettez en place ou mettez à niveau vos capacités d’essais de puissance acoustique, envisagez d’utiliser l’ISO 3744 comme ossature et OpenTest comme plateforme reliant l’environnement, l’acquisition, l’analyse et le reporting en une chaîne répétable — afin que chaque essai soit clairement traçable et plus facilement transformé d’une expérience ponctuelle en un actif d’ingénierie durable. Visitez www.opentest.com pour en savoir plus sur les fonctionnalités d’OpenTest et les solutions matérielles, ou contactez l’équipe CRYSOUND en remplissant le formulaire « Contactez‑nous » ci‑dessous.

Les moteurs électriques sont largement utilisés dans les automobiles modernes et les appareils électroménagers (comme les sièges électriques embarqués et les ventilateurs d’appareils), et leur fonctionnement fluide influe directement sur la qualité du produit et l’expérience utilisateur. Les problèmes de bruit des moteurs sont souvent regroupés sous l’acronyme BSR (Buzz, Squeak and Rattle), qui désigne les bruits anormaux générés par les moteurs automobiles et les composants associés. Le BSR est un problème de longue date dans le secteur manufacturier. Il réduit non seulement la qualité perçue du produit, mais peut aussi indiquer des problèmes tels que l’usure des roulements, des pièces desserrées et d’autres défauts. Laisser des produits défectueux arriver sur le marché peut gravement nuire à la réputation de la marque et à l’expérience utilisateur. L’« écoute manuelle » traditionnelle : pénible et peu fiable Par le passé, la détection BSR reposait généralement sur l’« écoute manuelle », mais l’audition humaine présente des limites importantes : Mauvais jugements subjectifs : lorsque le bruit BSR est masqué par le bruit de fond, l’oreille humaine ne peut pas l’identifier facilement. Les jugements reposent sur l’expérience et les résultats manquent de fondement objectif. Analyse impossible à quantifier : la gravité du BSR est difficile à quantifier, ce qui complique l’établissement de normes de qualité claires. Faible efficacité et fatigue : après des tests prolongés, l’oreille humaine se fatigue et la précision de la détection diminue, ce qui augmente le risque de laisser passer des produits défectueux. Rompre le goulot d’étranglement : des solutions intelligentes pour dépasser les limites de la méthode manuelle CRYSOUND, solidement implanté dans le domaine des essais acoustiques, a lancé une solution de test acoustique de fin de ligne (EoL) basée sur le BSR pour les moteurs électriques. En combinant matériel, logiciel et IA, CRYSOUND a créé un processus de test en boucle fermée qui permet une montée en gamme intelligente de la détection des bruits anormaux des moteurs. Composants principaux : système matériel de détection BSR + plateforme logicielle de test Cabine insonorisée : crée un environnement de test contrôlé et faiblement bruyant, bloquant les bruits extérieurs susceptibles de perturber la détection BSR. Module d’acquisition de données : capture avec précision les données de bruit et de vibration du moteur en fonctionnement, afin de ne pas manquer même les anomalies les plus subtiles. Analyse algorithmique : traite, analyse et évalue intelligemment les signaux capturés, rendant les défauts BSR difficiles à dissimuler. Flux de test : de la capture du signal à la décision intelligente 1. Tout d’abord, des capteurs capturent avec précision les signaux acoustiques et vibratoires, transformant le bruit du moteur en données numériques. 2. Ensuite, le système traite les données et génère automatiquement des résultats d’analyse visuels, indiquant clairement où se produisent les anomalies et à quel point elles sont graves. 3. Enfin, des algorithmes professionnels tels que l’analyse transitoire, l’analyse de spectre FFT et l’évaluation de la qualité sonore sont appliqués. Grâce à des modèles d’apprentissage profond, le système peut identifier automatiquement les BSR causés par l’usure des roulements, le desserrage, l’interférence de corps étrangers et d’autres facteurs, ce qui réduit considérablement les erreurs humaines et sépare avec précision les bons produits des produits défectueux. Couverture multi-scénarios : des moteurs à la fabrication haut de gamme, pour renforcer le contrôle qualité dans tous les secteurs Cette solution a été largement déployée dans les domaines suivants : Ensembles moteur : détection BSR pour différents micromoteurs, moteurs d’entraînement, actionneurs et autres composants associés aux moteurs. Pièces automobiles : dans le domaine carrosserie — bouches d’aération de climatisation, systèmes/rails/moteurs de siège, poignées de porte électriques et autres composants ; dans le domaine habitacle — moteurs HUD, mécanismes de rotation d’affichage, toits ouvrants électriques et pièces associées ; dans le domaine châssis — systèmes de freinage, systèmes de direction et composants associés ; dans le domaine de la conduite autonome — modules LiDAR et autres systèmes nécessitant une évaluation BSR. Appareils électroménagers : détection BSR pour les moteurs et composants motorisés utilisés dans les appareils ménagers haut de gamme et les dispositifs de maison intelligente. Autres : scénarios industriels nécessitant une évaluation stricte de la qualité sonore et une détection BSR de haute précision. Cinq principaux avantages : rendre le contrôle qualité plus intelligent Détection acoustique par IA : en remplaçant l’inspection manuelle par des machines, la détection devient plus objective et plus efficace, et prend en charge un fonctionnement continu et à haut débit dans les environnements de production. Capture précise du BSR et présentation visuelle : les caractéristiques du BSR sont affichées visuellement au moyen de graphiques de données, ce qui permet d’identifier les problèmes en un coup d’œil. Prend en charge les tests EoL complets, résultats traçables : toutes les données de processus sont conservées, ce qui rend la traçabilité qualité claire et conforme à la réglementation. Solution tout-en-un hautement intégrée, efficacité de production améliorée : cette solution tout-en-un hautement intégrée rationalise le processus de test et se connecte de façon transparente à la ligne de production, améliorant ainsi l’efficacité globale de la production. Aide à améliorer le rendement et à réduire les réclamations clients : garantit un contrôle qualité strict, rendant difficile la sortie d’usine de produits défectueux et réduisant considérablement les réclamations des clients. Si vous êtes intéressé par la solution intelligente de détection du bruit BSR de CRYSOUND ou si vous souhaitez discuter de vos besoins de test spécifiques, veuillez remplir le formulaire « Get in touch » ci-dessous et notre équipe se fera un plaisir de vous aider.

Dans les tests audio et vibratoires, les équipes d’ingénierie se retrouvent souvent à passer d’un logiciel à l’autre et à utiliser des systèmes d’acquisition de données de différents fournisseurs. Les interfaces varient, les workflows sont fragmentés et les nouveaux ingénieurs peuvent passer beaucoup de temps à simplement apprendre les outils avant de pouvoir se concentrer sur le problème d’ingénierie lui‑même. OpenTest, développé par CRYSOUND, est une plateforme de test acoustique et NVH de nouvelle génération conçue pour les ingénieurs, les chercheurs et les fabricants. Conçue autour des principes d’un écosystème ouvert, d’une intelligence pilotée par l’IA et d’une grande compatibilité, elle permet aux utilisateurs de réaliser l’ensemble du workflow – de l’acquisition au rapport – au sein d’un seul environnement logiciel. OpenTest prend en charge trois modes de fonctionnement : Measure, Analysis et Sequence, couvrant aussi bien la validation en laboratoire que les tests de production répétitifs. Ses fonctionnalités clés incluent la surveillance et l’analyse en temps réel, l’analyse FFT et par bandes d’octave, l’analyse en balayage (sweep), les essais de puissance acoustique, les fonctions de sonomètre et l’analyse de la qualité sonore. La plateforme fournit également des rapports d’essai standard et des rapports dédiés de puissance acoustique conformes aux normes internationales. Côté matériel, OpenTest se connecte à un large éventail de dispositifs d’acquisition de données multi‑marques via des protocoles audio courants tels qu’openDAQ, ASIO et WASAPI, ainsi que des pilotes propriétaires optionnels comme NI‑DAQmx, permettant la gestion unifiée des appareils CRYSOUND SonoDAQ, RME, NI et d’autres au sein d’une seule plateforme. Côté logiciel, son architecture modulaire à base de plugins expose des interfaces pour Python, MATLAB, LabVIEW, C++ et plus encore, ce qui permet aux équipes d’emballer leurs algorithmes internes et applications métier sous forme de plugins et de les déployer dans le même environnement. De l’acquisition au rapport : un workflow de démarrage rapide en trois étapes 1. Installation et connectivité de base – Laisser entrer les signaux Téléchargez le dernier programme d’installation depuis le site officiel www.opentest.com et terminez l’installation. Connectez votre dispositif d’acquisition de données (DAQ) au PC ; pour un premier essai, vous pouvez simplement utiliser la carte son intégrée du PC pour effectuer un test rapide. Dans la section de configuration d’OpenTest, lancez une recherche des dispositifs disponibles et sélectionnez les dispositifs et les canaux que vous souhaitez utiliser. Une fois ajoutés au projet, votre connectivité de base est en place. 2. Exécuter des tests de base avec analyse en temps réel – Visualiser d’abord, puis optimiser Dans la vue de gestion des canaux, sélectionnez les canaux d’entrée/sortie que vous souhaitez utiliser et configurez les paramètres clés tels que la sensibilité, la fréquence d’échantillonnage et le gain. Le système active automatiquement le panneau Monitor, où vous pouvez voir en un coup d’œil les formes d’onde en temps réel, les spectres FFT et des indicateurs clés tels que le niveau RMS et le THD. Au besoin, vous pouvez activer le générateur de signaux intégré pour émettre des signaux d’excitation et utiliser la fonction d’enregistrement pour une acquisition de longue durée, afin de conserver les données pour des comparaisons et analyses ultérieures. 3. Réaliser une analyse approfondie et un reporting dans le module Measure – Transformer les données en décisions Passez au module Measure pour accéder à des applications avancées telles que l’analyse FFT, l’analyse par bandes d’octave, l’analyse en balayage (sweep), les essais de puissance acoustique, le sonomètre et la qualité sonore – vous offrant tout ce dont vous avez besoin pour un examen approfondi. Utilisez la fonctionnalité de jeux de données pour revoir et superposer les enregistrements historiques, afin de comparer côte à côte différents échantillons, conditions de fonctionnement ou stratégies de réglage. Les formes d’onde et les résultats d’analyse peuvent être exportés à tout moment. Grâce à la fonction de reporting, vous pouvez générer des rapports d’essai en un seul clic, bouclant ainsi la boucle entre l’exécution des tests et les livrables finaux. Pour qui OpenTest est‑il conçu ? Les nouveaux ingénieurs de test acoustique et vibratoire qui souhaitent mettre rapidement en place un workflow complet à l’aide d’une seule chaîne d’outils. Les laboratoires et équipes d’entreprise qui doivent gérer du matériel multi‑marques et tout regrouper au sein d’une plateforme logicielle unifiée. Les équipes projet dans le domaine du NVH automobile, de l’électronique grand public et du diagnostic industriel qui ont besoin d’un grand nombre de canaux, d’automatisation et de capacités d’analyse améliorées par l’IA. Quel que soit l’endroit où vous en êtes dans la mise en place de votre infrastructure de test, OpenTest vous permet de commencer avec une édition d’entrée de gamme gratuite et d’adopter un écosystème ouvert, intelligent et évolutif avec une faible barrière à l’entrée. Visitez www.opentest.com pour découvrir en détail les fonctionnalités, le matériel pris en charge, les options de licence et de formules, et réservez une démonstration pour voir comment OpenTest et CRYSOUND peuvent vous aider à construire une plateforme de test acoustique et vibratoire efficace, ouverte et prête pour l’avenir.

La surveillance et le contrôle du bruit sont étroitement liés : la surveillance fournit les moyens et le contrôle constitue l’objectif final. Se fier uniquement à la surveillance a un impact limité sur l’amélioration des environnements acoustiques. Par exemple, l’un de nos clients a découvert que les équipements de surveillance classiques, utilisés seuls, étaient insuffisants pour localiser précisément la source du bruit. La tendance des sources de bruit proches à échapper à la détection a entravé la mise en œuvre de mesures de contrôle efficaces. Le client avait besoin d’une solution pour tracer les sources de bruit, nécessitant des informations détaillées sur les événements de dépassement des seuils sonores afin d’identifier et de gérer efficacement la source et le type de bruit. Pour répondre à ce besoin, nous avons créé une solution ciblée en intégrant des dispositifs de localisation du bruit et des caméras orientables (pan-tilt). Cette plateforme de surveillance avancée combine les données directionnelles avec les enregistrements vidéo, offrant une vue complète des incidents de dépassement des seuils sonores. Les dispositifs de localisation du bruit repèrent avec précision le bruit dans les dimensions horizontale et verticale. Grâce à un traitement supplémentaire, ils associent l’intensité et la répartition spatiale du bruit dans le temps. Cela permet au personnel concerné de retracer le bruit à des périodes clés de l’historique, ainsi que les informations directionnelles correspondantes, ce qui améliore considérablement l’efficacité du travail. De plus, les caméras et les dispositifs de traçage sont interconnectés. Lorsque le bruit dépasse les limites définies, les caméras peuvent effectuer les actions appropriées pour suivre la source de bruit, sur la base des informations directionnelles fournies par les dispositifs de localisation, tout en conservant les enregistrements vidéo pertinents. Prêt à surveiller et contrôler le bruit ? Nous sommes là pour vous aider ! Notre équipe d’experts peut vous fournir des solutions adaptées à votre application de surveillance et de contrôle du bruit. Contactez-nous pour en savoir plus ci-dessous.
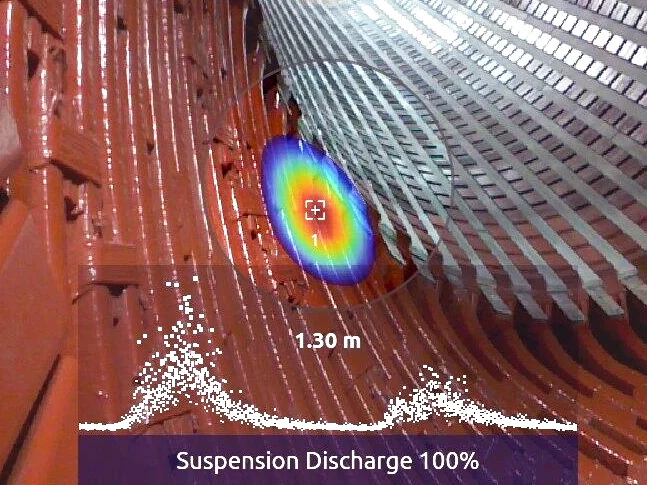
La décharge partielle est un phénomène qui ne peut pas être complètement éliminé des moteurs et générateurs haute tension. Cependant, il est essentiel de surveiller de près et de traiter les décharges partielles, car elles peuvent affecter les performances des matériaux isolants. Dans le secteur de l’énergie, les inspecteurs s’appuient sur l’observation de l’état de fonctionnement et des performances des moteurs en étudiant la tendance de l’intensité des décharges partielles dans le générateur. Ce que peut indiquer une augmentation de l’intensité des décharges Si l’intensité des décharges partielles dans le générateur montre une tendance à la hausse, cela indique un problème potentiel au sein du générateur. À ce stade, il devient nécessaire d’analyser la cause profonde de ce phénomène et de procéder à un examen approfondi du fonctionnement du moteur. En prenant des mesures proactives pour traiter les décharges partielles, nos clients peuvent garantir la fiabilité et la longévité de leurs systèmes de générateurs. L’imageur acoustique de CRYSOUND s’est révélé être un outil efficace pour détecter les décharges de suspension et les décharges de surface, aidant nos clients à identifier et à résoudre rapidement les problèmes potentiels. Comment l’imageur acoustique CRYSOUND vous aide L’imageur acoustique CRYSOUND permet aux inspecteurs d’analyser l’intensité des décharges partielles dans le générateur et de surveiller de près le fonctionnement des moteurs, garantissant ainsi la sécurité de l’environnement. Si vous êtes confronté à des défis similaires ou si vous avez des questions concernant les décharges partielles dans les générateurs, n’hésitez pas à contacter notre équipe chez CRYSOUND. Nous sommes là pour vous fournir des conseils d’experts et un accompagnement à chaque étape. Contactez-nous.
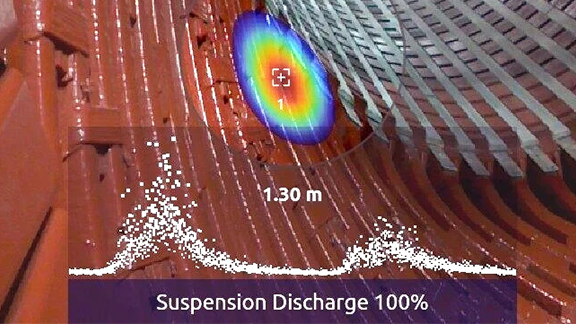
La décharge partielle est un phénomène qui ne peut pas être complètement éliminé des moteurs et générateurs haute tension. Cependant, il est crucial de surveiller de près et de traiter les décharges partielles, car elles peuvent affecter les performances des matériaux isolants. Dans le secteur de la production d’énergie, les inspecteurs s’appuient sur l’observation de l’état de fonctionnement et des performances des moteurs en étudiant l’évolution de l’intensité des décharges partielles dans le générateur. Si l’intensité des décharges partielles dans le générateur présente une tendance à la hausse, cela indique un problème potentiel au sein du générateur. À ce stade, il devient nécessaire d’analyser la cause profonde de ce phénomène et de procéder à un examen approfondi du fonctionnement du moteur. En prenant des mesures proactives pour traiter les décharges partielles, nos clients peuvent garantir la fiabilité et la longévité de leurs systèmes de générateurs. L’analyseur acoustique CRYSOUND s’est révélé être un outil efficace pour détecter les décharges de suspension et les décharges de surface, aidant nos clients à identifier et à résoudre rapidement les problèmes potentiels. L’analyseur acoustique CRYSOUND permet aux inspecteurs d’analyser l’intensité des décharges partielles dans le générateur et de surveiller de près le fonctionnement des moteurs, garantissant ainsi la sécurité de l’environnement. Si vous êtes confronté à des défis similaires ou si vous avez des questions concernant les décharges partielles dans les générateurs, n’hésitez pas à contacter notre équipe chez CRYSOUND. Nous sommes là pour vous fournir des conseils d’experts et un accompagnement à chaque étape. Contactez‑nous.









