
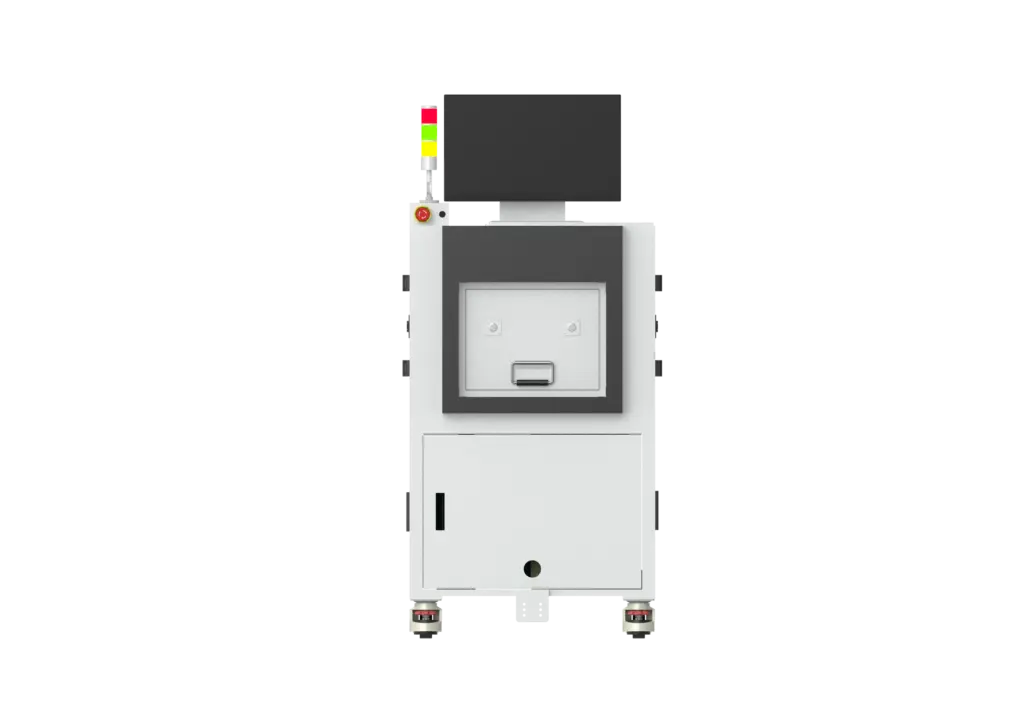
La solution de test PCBA de CRYSOUND intègre la validation des performances RF et audio dans une architecture parallèle 1‑vers‑8, permettant des tests synchronisés électriques, RF, audio et de puissance. Cette plateforme unifiée améliore l'efficacité et l'adaptabilité des tests PCBA pour les TWS, les enceintes intelligentes et les appareils portables, tout en favorisant une production à grand volume, rentable et à intégration rationalisée.

Points de douleur de l'industrie : défis des tests PCBA traditionnels dans une production multi‑catégories
À mesure que les produits de matériel intelligent se diversifient et que les cycles d'itération se raccourcissent, les équipements de test automatisés traditionnels révèlent de plus en plus leurs limites — en particulier dans les scénarios de production multi‑catégories :
- Faible utilisation de l'espace : les testeurs traditionnels sont généralement personnalisés pour une seule catégorie de produits. Les tests de puissance pour les enceintes intelligentes, les tests de faible consommation pour les lunettes intelligentes et les tests RF pour les écouteurs nécessitent souvent des équipements dédiés distincts, ce qui entraîne une occupation excessive de la surface au sol et des coûts d'extension élevés.
- Coûts de main‑d'œuvre élevés : les systèmes de test carte par carte nécessitent des opérateurs dédiés pour l'étalonnage et la supervision. Les logiques de fonctionnement différentes d'un équipement à l'autre augmentent les coûts de formation, tandis que les périodes de pointe de production reposent souvent sur du personnel temporaire, ce qui fait croître les coûts de main‑d'œuvre directement avec le volume de sortie.
- Faible efficacité de production : les processus de test sont en grande partie séquentiels. Les cartes panélisées doivent être transférées entre plusieurs stations, et des procédures spéciales — comme les tests audio multicanaux pour les enceintes intelligentes — allongent encore les temps de cycle, rendant difficile le respect des exigences de livraison.
Ces problèmes piègent finalement les fabricants dans un dilemme opérationnel où « plus de débit signifie plus de coûts, et les changements de produit entraînent l'arrêt des lignes » , ce qui limite la réactivité et la croissance des bénéfices.
Atouts clés : une solution intégrée pour des applications multi‑scénarios
En s'appuyant sur une architecture technique éprouvée et une vaste expérience industrielle, la solution de test PCBA par panneaux de CRYSOUND abandonne la philosophie de conception traditionnelle « fonction unique, application unique ». Elle répond plutôt aux besoins réels de production multi‑catégories afin d'optimiser à la fois l'efficacité des tests et le contrôle des coûts.
Conception entièrement intégrée avec plus de 50 % d'optimisation de l'espace
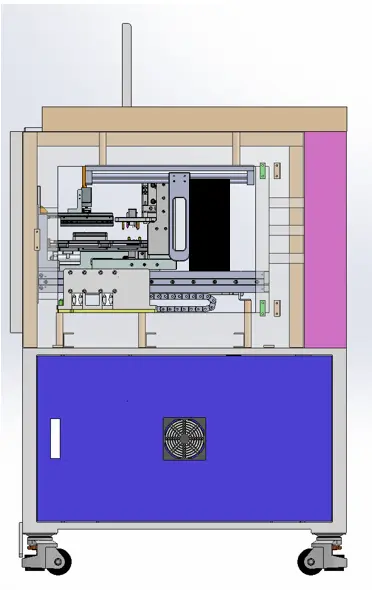
La solution intègre les principales fonctions de test — notamment les performances électriques, la validation RF, l'inspection audio et les tests de stabilité de puissance — dans un seul système, formant un flux de test tout‑en‑un :
- Applications pour enceintes intelligentes : des tests audio multicanaux intégrés et des modules de stabilité de puissance haute énergie éliminent le besoin de chambres acoustiques et de bancs de validation de puissance séparés. Le système n'occupe que 25 m², ce qui permet d'économiser 58 % d'espace par rapport aux implantations distribuées traditionnelles.
- Applications pour lunettes intelligentes : conçu pour des formats PCBA compacts, le système se concentre sur la mesure précise de courants de faible puissance et la validation RF à courte portée, réduisant les risques de dommages causés par les transferts entre multiples stations.
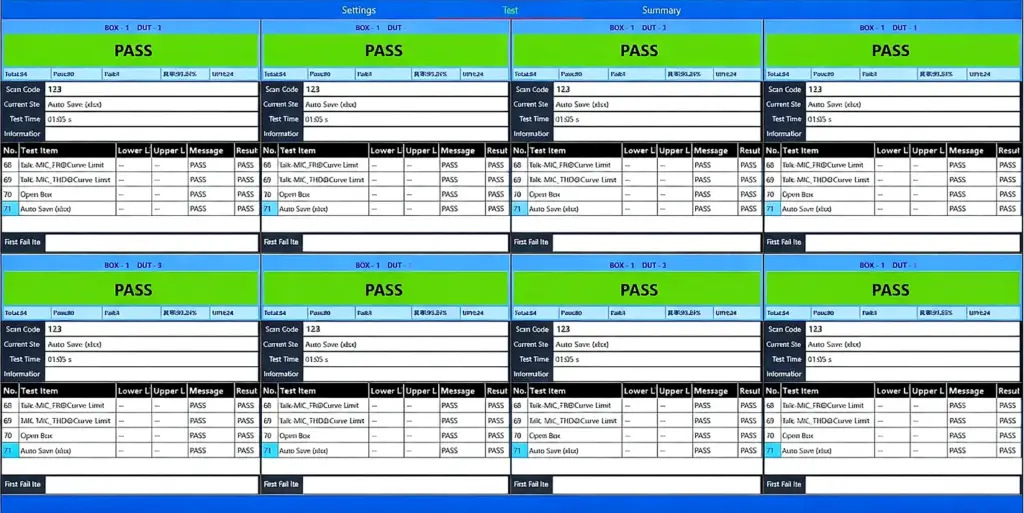
- Applications pour écouteurs TWS/OWS : les tests des paramètres RF, audio et de courant sont réalisés au sein d'une seule station. L'architecture de test parallèle à 8 canaux prend en charge des cycles de test efficaces pour les cartes panélisées.
Grâce à l'intégration fonctionnelle, un seul système peut remplacer 3 à 4 testeurs dédiés traditionnels, améliorant considérablement l'utilisation de l'espace en atelier et permettant une extension flexible de la capacité.
Exploitation et maintenance intelligentes : réduction d'environ 60 % des coûts de main‑d'œuvre
Avec une interface utilisateur normalisée, la solution prend en charge des opérations de test semi‑autonomes :
- Contrôle automatisé des processus : après le chargement manuel, le système effectue automatiquement l'enregistrement des codes‑barres, les tests synchronisés multi‑modules et le téléversement des données en temps réel. Les conditions anormales déclenchent des mécanismes d'alarme hiérarchisés sans nécessiter de supervision à plein temps.
- Logique d'exploitation unifiée : tous les systèmes utilisent une interface homme‑machine standardisée. Les opérateurs peuvent gérer des tests multi‑catégories après une seule session de formation, ce qui réduit considérablement les coûts de formation et les erreurs d'exploitation.
- Efficacité de maintenance améliorée : un technicien peut gérer quatre systèmes simultanément, contre un ratio traditionnel d'un opérateur pour deux machines — ce qui se traduit par une augmentation de 200 % de l'efficacité de la main‑d'œuvre.
Architecture de test parallèle : doublement du débit de production
En brisant le goulot d'étranglement des tests sériels, la conception de test parallèle multicanal permet à différents modules de test de fonctionner simultanément, réduisant considérablement les cycles de test des cartes panélisées :
- Enceintes intelligentes : les tests parallèles audio multicanaux et RF font passer le débit d'environ 150 cartes/heure à 300 cartes/heure ou plus.
- Écouteurs TWS/OWS : la configuration parallèle à 8 canaux atteint un débit stable de plus de 400 cartes/heure, ce qui représente une amélioration d'efficacité d'environ 150 % par rapport aux systèmes traditionnels à canal unique.
Cette approche élimine le besoin « d'ajouter des machines pour augmenter la capacité », permettant aux fabricants de répondre aux pics de commandes tout en optimisant l'efficacité des coûts.
Garantie technique standardisée : précision et fiabilité
Tous les modules de test principaux font l'objet d'un étalonnage et d'une validation stricts, conformément aux normes industrielles reconnues :
- Équipé de modules de test RF, de modules de performances électriques MBT et d'unités de test en boucle fermée par bouclage audio, le système prend en charge des tests précis des jeux de composants principaux de Qualcomm, BES, JieLi et d'autres fournisseurs.
- La précision des tests est conforme aux normes d'acceptation PCBA IPC‑A‑610. L'efficacité de blindage RF atteint ≥ 70 dB entre 700 MHz et 6 GHz, la distorsion audio reste <1,5 % entre 100 Hz et 10 kHz, et la précision des mesures électriques est maintenue dans une plage de ± 0,5 % de l'échelle complète.
- Les données de test peuvent être enregistrées dans plusieurs formats, permettant une traçabilité complète des étapes de pré‑test à post‑test et répondant aux exigences de la norme de système de management de la qualité ISO 9001 .
Avantages en termes de coûts : résultats quantifiés sur de multiples dimensions
La solution CRYSOUND offre des avantages durables en matière de coûts pour l'acquisition d'équipements, l'exploitation et le contrôle qualité :
- Investissement en équipements : la conception intégrée réduit le nombre de testeurs dédiés nécessaires, abaissant de plus de 30 % l'investissement initial en équipements pour une production multi‑catégories.
- Coûts opérationnels : une meilleure utilisation de l'espace et des besoins en personnel réduits diminuent les dépenses de location et de main‑d'œuvre, permettant d'économiser 150 000 à 300 000 RMB par système et par an.
- Coûts de qualité : les tests intégrés minimisent les dommages lors des transferts de panneaux. Pour les cartes légères telles que celles utilisées dans les lunettes intelligentes, les taux de dommage diminuent de 30 %, tandis que des tests précis et la traçabilité des données maintiennent les taux de défaut en dessous de 2 %, ce qui représente une réduction de plus de 40 % par rapport aux approches traditionnelles.
Études de cas : gains d'efficacité dans la production multi‑catégories
Les cas ci‑dessous sont basés sur des données de production anonymisées de clients réels et illustrent les résultats obtenus après déploiement.
Cas 1 : ODM de taille moyenne pour écouteurs TWS (production mensuelle : 500 000 unités)
- Défis initiaux : quatre lignes de test traditionnelles déployées dans un atelier de 800 m², chacune nécessitant quatre opérateurs. Le débit par ligne était d'environ 200 cartes/heure, générant une pression sur les livraisons pendant les saisons de pointe.
- Résultats après la mise en œuvre : les quatre lignes traditionnelles ont été regroupées en deux lignes de test CRYSOUND, libérant 200 m² d'espace pour l'extension. Chaque ligne ne nécessitait plus que 1,5 opérateur, ce qui a permis d'économiser 45 000 RMB par mois en coûts de main‑d'œuvre. Le débit par ligne est passé à 400 cartes/heure, doublant la capacité mensuelle totale à 1 million d'unités, tandis que les cycles de livraison sont passés de 15 jours à 10 jours.
- Valeur clé : l'utilisation de l'espace s'est améliorée de 25 %, les coûts de main‑d'œuvre ont diminué de 37,5 % et la capacité a augmenté de 24 %.
Cas 2 : usine de marque d'enceintes intelligentes (production mensuelle : 150 000 unités)
- Défis initiaux : les tests audio multicanaux et les tests RF étaient répartis sur deux stations, occupant 60 m². Les taux de défaut lors des tests de puissance élevée atteignaient 1,2 %, principalement en raison de dommages sur les cartes lors des transferts.
- Résultats après la mise en œuvre : le système intégré n'occupait plus que 25 m², ce qui a permis d'économiser 35 m² d'espace de production. La suppression des transferts entre multiples stations a réduit les taux de défaut liés à la manutention à 0,5 %, évitant la perte d'environ 1 000 unités par mois.
- Valeur clé : l'utilisation de l'espace a diminué de 50 %, l'efficacité des changements de série s'est améliorée de 25 % et les taux de défaut liés aux transferts ont chuté de 31,8 %.
La solution fonctionne désormais de manière stable dans plus de 10 usines et sur plus de 30 lignes de production.
Différences clés par rapport aux équipements de test automatisés traditionnels
| Dimension de comparaison | Équipement automatisé traditionnel | Solution de test intégrée CRYSOUND |
Adaptabilité fonctionnelle | Personnalisation pour une seule catégorie ; plusieurs systèmes sont nécessaires pour une production multi‑catégories | Tests intégrés multi‑scénarios couvrant les écouteurs, enceintes et lunettes |
Efficacité des changements de série | Aucun processus standardisé ; arrêt de ligne pouvant atteindre 32 heures | Configuration paramétrée ; arrêt réduit à 4 heures |
Utilisation de l'espace | Implantations dispersées à fonction unique avec une faible efficacité | Conception intégrée économisant plus de 50 % d'espace |
| Investissement initial | Élevé en raison de multiples achats d'équipements | Plus de 30 % d'économies grâce à l'intégration |
CRYSOUND remplace le modèle traditionnel « équipement piloté par la fonction » par une approche de « système piloté par la production » , permettant de passer d'une logique « adapter la production à l'équipement » à une logique « concevoir l'équipement autour de la production ».
Choisissez le test PCBA par panneaux de CRYSOUND pour garantir qualité et efficacité
Alors que la concurrence s'intensifie sur les marchés des appareils intelligents portables et de l'électronique grand public, la constance de la qualité et la rapidité de livraison deviennent des facteurs décisifs. Le système complet de test PCBA 1‑vers‑8 de CRYSOUND est plus qu'un simple équipement : c'est une solution complète pour renforcer la compétitivité de votre ligne de production.
En garantissant des performances sans fil fiables, une consommation de puissance optimisée et une validation de sécurité intégrée pour chaque PCBA quittant l'usine, CRYSOUND aide les fabricants à conserver une confiance et un contrôle totaux sur la qualité de leurs produits, même à des volumes de production à grande échelle.
Si vous souhaitez en savoir plus sur les tests PCBA — ou discuter de votre procédé sur lame et de vos objectifs d'inspection — veuillez utiliser le formulaire « Contactez‑nous » ci‑dessous. Notre équipe peut partager des paramètres recommandés et un flux de travail sur site adapté à vos conditions de production.










