
L'étanchéité à la dépression est cruciale pour les caisses de voitures de trains à grande vitesse, et même de petites fuites peuvent entraîner des retouches ou des risques pour la livraison. Cet article présente un cas à Changchun où la caméra d'imagerie acoustique CRY8124 de CRYSOUND a été utilisée pour localiser rapidement, intuitivement et de manière vérifiable des fuites sur une caisse de voiture de train en fibre de carbone, illustrant l'application de la CRY8124 à la détection de fuites sous vide sur des caisses de voitures de trains à grande vitesse en fibre de carbone.
Aperçu du cas
- Annéea0: 2025
- Lieua0: Changchun
- Pièce testéea0: Caisse de voiture de train en fibre de carbone
- Condition d'essaia0: Réglage sous vide / en dépressiona0; essai de maintien de pression de 15 minutes
- Taille de l'échantillona0: 4 unités
- Couverturea0: Balayage de 6 zones clés (jonctions/joints des sections de caisse, interfaces structurelles, trous de process, angles/zones de transition courbe, bord du film de recouvrement, zones autour des composants intégrés, etc.)
- Participantsa0: Ingénieurs techniques de CRYSOUND
- Livrablesa0: Images/vidéos avec cartographie thermique acoustique + rapport
Contexte du projeta0: les fuites sous vide sont «a0difficiles à trouver, longues à diagnostiquer et faciles à manquera0»
Les caisses de voitures en fibre de carbone présentent des structures complexes avec de nombreux joints et interfaces. Lorsqu'une fuite est présente pendant un essai en dépression, les méthodes traditionnelles se heurtent souvent à trois difficultés courantesa0:
- Localisation dépendante de l'expériencea0: Nécessite de répéter les étapes «a0écouter – sentir – essayera0», avec une forte dépendance aux compétences et à l'expérience de l'opérateur.
- Forte interférencea0: Le bruit de fond provenant des ventilateurs d'atelier, des outils, des frottements et des chocs peut masquer les signaux de fuite faibles.
- Efficacité inconstantea0: Le temps de dépannage varie fortement d'un opérateur à l'autre pour un même problème, ce qui rend la vérification difficile.

Approche sur sitea0: localiser les fuites grâce au «a0son visiblea0»
Dans ce projet, la caméra d'imagerie acoustique CRY8124 a été utilisée pour réaliser des inspections par balayage sur les zones clés de la caisse. La valeur centrale de l'imagerie acoustique réside dans la visualisation à l'écran de la source sonore générée par une fuitea0– transformer ainsi la localisation des fuites, qui passe de «a0devinera0» à «a0voira0».
Procédure d'inspection sur sitea0:
- Maintenir la condition de dépressiona0: Le dépannage a été effectué dans l'état d'essai en dépression spécifié par le client (pression de vide manométrique d'environ -100a0kPa).
- Plage de fréquences sélectionnéea0: Sur la base des vérifications sur site, une plage de 20–40a0kHz a été choisie (décalée par rapport aux fréquences dominantes du bruit de fond, offrant un meilleur contraste pour les sources de fuite).
- Seuil d'imagerie sélectionnéa0: Sur la base des vérifications sur site, un seuil d'imagerie de -40a0dB a été retenu
- Balayer et localisera0: déplacer l'appareil le long des zones à haut risque telles que les joints, interfaces, angles et bords de films de recouvrement.
- Vérification ponctuellea0: Ré-effectuer des essais à courte distance sur les points de source sonore suspects et les marquera0; ajuster les angles si nécessaire pour confirmer (un flux d'air important, des vibrations de film ou de fortes réflexions peuvent générer de fausses indications de fuite, d'où la nécessité de vérifications multi-angles).
- Production de preuvesa0: Enregistrer des images/vidéos avec superposition de la cartographie thermique acoustique pour soutenir la clôture sur site et la documentation qualité. Les rapports peuvent ensuite être générés à l'aide du logiciel d'analyse de deuxième génération de CRYSOUND.
Résultats de l'inspectiona0: plusieurs fuites rapidement identifiées
Dans les conditions d'essai en dépression spécifiées par le client sur un site de fabrication de trains à Changchun, des inspections par balayage acoustique ont été réalisées sur une caisse de voiture de train en fibre de carbone.
- Plusieurs points de fuite sous vide identifiésa0: trois points de fuite suspects au total ont été marqués. Des vérifications ont été effectuées à l'aide d'une méthode comparative de colmatage (obturation) temporaire. Après le colmatage des points de fuite, aucune chute de pression mesurable n'a été observée, ce qui a confirmé trois points de fuite. Tous les points confirmés ont été marqués sur site, et les images/vidéos avec superposition de cartographie thermique des fuites ont été enregistrées pour la documentation qualité et la vérification.
- Efficacitéa0: En moyenne, le temps total d'inspection par composanta0– depuis le «a0début du balayagea0» jusqu'à la «a0fin de l'inspection, marquage et enregistrement des preuves / achèvement de la vérificationa0»a0– était inférieur à 10 minutes.
- Validation en boucle ferméea0: Après les actions correctives, une nouvelle inspection a été réalisée dans les mêmes conditions. La cartographie thermique des fuites a disparu et la pièce testée a satisfait aux spécifications de maintien de pression du client.

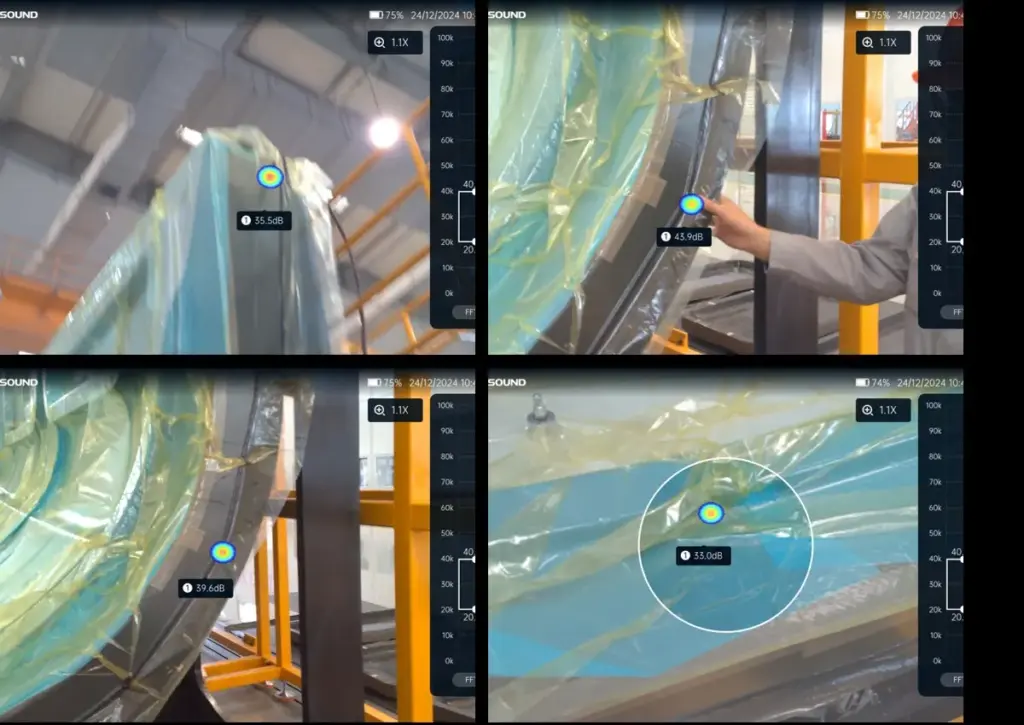
D'après les visuels d'inspection sur site, les différents points de fuite apparaissaient systématiquement comme des superpositions de cartographie thermique acoustique stables sur l'interface de l'appareil.
Pourquoi l'imagerie acoustique est-elle particulièrement adaptée à ce procédéa0?
Du point de vue des essais d'étanchéité à l'air pour des structures composites, la détection de fuites sous vide ne manque pas de méthodes capables de «a0détecter un problèmea0». Le véritable défi consiste à obtenir des résultats rapides, précis, visuels et vérifiables. Dans les applications de caisses de véhicules composites, les avantages de l'imagerie acoustique sont principalement les suivantsa0:
- Localisation visuellea0: Les points de fuite sont superposés directement sur la surface de la structure sous forme de cartographies thermiques acoustiques, ce qui rend l'emplacement des fuites visible et réduit les coûts de communication et de passation.
- Résistance accrue aux interférences environnementalesa0: En sélectionnant une plage de fréquences appropriée et en définissant le seuil d'imagerie, on améliore le contraste entre les sources de fuite et le bruit de fond, minimisant ainsi l'impact des interférences ambiantes sur les résultats.
- Efficacité plus maîtrisablea0: En tant qu'outil portatif, le temps de cycle est plus constant, ce qui le rend adapté aux inspections en série et au pilotage de ligne de production.
- Preuves traçablesa0: Les images et vidéos peuvent être conservées pour les revues, la traçabilité qualité et la formation.
Conseils pratiquesa0: comment être «a0plus rapide et plus précisa0» sur site
Sur la base de notre expérience sur site à Changchun, voici trois recommandations concrètesa0:
- Prioriser les géométries à haut risquea0: joints, bords de trous, angles, bords de films de recouvrement et zones de transition d'interface.
- Imager d'abord, puis vérifier de prèsa0: utiliser d'abord l'appareil pour identifier les points de fuite suspects, puis les confirmer à courte distance et sous plusieurs angles.
- Standardiser le modèle de documentationa0: enregistrer des images/vidéos pour chaque point afin de soutenir les actions correctives, la rédaction des rapports d'essai et les vérifications ultérieures.
Conclusiona0: transformer le dépannage, travail «a0basé sur l'expériencea0», en un processus standardisé
Dans la détection de fuites sous vide pour les caisses de voitures de trains en fibre de carbone, la caméra d'imagerie acoustique CRY8124 fait évoluer la recherche de fuites par écoute en une localisation visualisée, offrant un résultat en boucle fermée avec une efficacité accrue, une localisation plus nette et des preuves conservées, tout en réduisant significativement la dépendance à l'expérience individuelle.
Si vous souhaitez en savoir plus sur l'application de la caméra d'imagerie acoustique CRY8124 pour les essais de détection de fuites sous vide, ou discuter d'une solution de détection mieux adaptée à votre procédé sur matériaux composites et à vos critères d'acceptation, veuillez nous contacter via le formulaire ci-dessous. Un ingénieur commercial ou support technique vous recontactera.










